Изобретение относится к сварке, в частности к устройствам для механизированной подачи электродной или присадочной проволоки. Устройство может быть использовано и в других областях техники, там, где возникает необходимость подачи проволоки.
Известно устройство для подачи проволоки в зону сварки (авторское свидетельство СССР №226060, кл. В23К 9/12, 1968), содержащее ведущий и прижимной ролики, в которых выполнены радиальные канавки в виде части окружности с радиусом, равным сечению проволоки, причем профиль канавки одного ролика переходит в две расходящиеся касательные, между которыми размещен другой ролик.
Существенным недостатком, характерным для данного устройства, является относительно небольшая сила сцепления подающих роликов с подаваемой проволокой. поэтому для обеспечения надежной подачи проволоки с помощью этого устройства требуется применение не менее 4-х ведущих роликов. (Автоматическая сварка №12, 1971 г., стр.29-35, Киев. Ин-т эл. сварки им. Е.О.Патона). Другой недостаток данного устройства состоит в том, что канавки, которыми снабжены ролики устройства, позволяют подавать только один строго определенный диаметр проволоки. Отсюда, при переходе к использованию другого диаметра проволоки, необходима переналадка устройства с полной заменой всех подающих роликов сразу. Третий не менее существенный недостаток устройства характеризуется тем, что даже при незначительном износе канавок резко снижается сила сцепления проволоки с роликами и возникает проскальзывание проволоки в роликах, нарушается заданный режим работы.
Известно устройство для подачи сварочной проволоки (Авторское свидетельство №1459848, кл. В23К 9/12 1989 г.), в котором ведущая шестерня снабжена ступицей, имеющей полукруглые пазы, размещенные под углом 120°С. Опорная шестерня жестко закреплена в корпусе с возможностью установочного перемещения по оси. Механизм прижима выполнен в виде штырей, жестко закрепленных на приводном валу и находящихся во взаимодействии с поверхностью пазов. Боковые грани зубьев в месте канавок притуплены. Устройство обеспечивает расширение технологических возможностей подачи проволоки за счет регулирования максимального усилия прижатия проволоки различных типов и диаметров.
Недостатком данного устройства является то, что кольцевые канавки в зубчатых колесах выполнены прямоугольной формы. В этом случае действительно шестерни входят в контакт с проволокой одновременно шестью зубьями, находящимися в зацеплении. Однако каждая отдельная точка контакта на разных зубьях находится от центра окружности колес на расстоянии (радиусе), отличном друг от друга, в результате чего окружная скорость каждой точки различна. Отсюда происходит проскальзывание одних точек контакта относительно других, что отражается на состоянии поверхности проволоки по выходе из устройства. Она повреждается, если отсутствует специальная обработка контактной поверхности зубьев, например полирование. Простое притупление граней никак не исключает это повреждение. В предлагаемом устройстве при «седловидной» форме кольцевой канавки в рабочий контакт с проволокой одновременно входят три зуба, полированная поверхность которых и плавное скругление кромок не наносят повреждение поверхности подаваемой проволоки. При этом с помощью одной пары зубчатых колес обеспечивается необходимое усилие проталкивания проволоки через направляющий канал и сварочную горелку при мощности электропривода в три раза меньше, чем в применяющихся в настоящее время приводах отечественных и зарубежных образцов сварочной техники аналогичного назначения. Объясняется это тем, что при осевом сдвиге одного колеса относительно другого по выходе из устройства подаваемая проволока получает поперечные колебания с амплитудой, определяемой внутренним диаметром направляющего канала. Частота колебаний в диапазоне рабочих режимов составляет 300-2000 колебаний в минуту. Это само по себе значительно уменьшает трение проволоки при прохождении ее по всей длине направляющего тракта. Соответственно снижается значение требуемого усилия для проталкивания проволоки. Таким образом, надежность подачи проволоки в предлагаемом устройстве достигается за счет значительного снижения сил трения, противодействующих прохождению проволоки через направляющий канал и сварочную горелку. В этом отношении предлагаемое устройство является достаточно просто и органично реализуемой альтернативой тем устройствам подачи проволоки, в которых предпринимаются попытки повысить надежность подачи проволоки разных типов и диаметров за счет улучшения сцепления проволоки с подающими ее зубчатыми колесами.
Так, например, в известном устройстве [А.с. СССР №1760700, кл. В23К 9/12, 1990] предлагается в кольцевой проточке выполнить отверстия через каждый зуб, тем самым создавая дополнительно острые кромки для улучшения сцепления подаваемой проволоки с зубчатым колесом. Одновременно для повышения полученного эффекта предлагается в составе устройства вторая пара зубчатых колес. При этом утверждается о повышении долговечности зубчатых колес, но забывается тот факт, что образуемые таким образом острые кромки в процессе достаточно длительной эксплуатации устройства имеют свойство относительно быстро притупляться. Таким образом утрачивается регламентируемый в описании устройства полученный эффект. В том же аспекте повышения надежности подачи проволоки за счет улучшения ее сцепления с подающими роликами предлагаются в устройствах [А.с. №889332, кл. В23К 9/12, 1980]. [Патент РФ №2014976, кл. В23К 9/12, 1992]. [Патент РФ №2235006, кл. В23К 9/12, 2003].
Общее, что характеризует все эти устройства, это относительно большая материалоемкость, сложность изготовления привода и несущих элементов - зубчатых колес, дисков, прижимных приспособлений и т.п.), невысокая ремонтопригодность их в условиях эксплуатации.
В известном устройстве [А.с. СССР №1459848, кл. В23К 9/12, 1987] так же, как и в предлагаемом, используется принцип осевого смещения одного зубчатого колеса относительно другого. Однако, как указывалось выше, прямоугольная форма кольцевых канавок и отсутствие необходимой чистоты их несущих поверхностей, контактирующих с подаваемой проволокой, являются весьма существенными недостатками этого устройства.
Помимо этого, к недостаткам устройства следует отнести сложность определения размеров и изготовления полукруглых пазов в относительно небольшой по размерам ступице. Так же непросто разместить и жестко закрепить на приводной оси диаметром всего в 10-12 мм три штыря под углом 120°, не ослабляя рабочее сечение оси в целом. Сомнительным представляется достижение надежного автоматического регулирования усилия прижатия подаваемой проволоки к кольцевой канавке опорной шестерни в режиме постоянной вибрации в результате осевого смещения ведущего колеса. Кроме того, при работе в таком режиме возникает опасность поломки штырей по причине малого их сечения и недостаточной жесткости их крепления на оси.
При конструктивном решении данного устройства также возникают сложности, поскольку в пространстве, ограниченном длиной выпуска приводной оси редуктора механизма подачи проволоки, надо разместить на этой длине ведущую шестерню со ступицей, достаточный по высоте регулировочный винт и винт-фиксатор, фиксирующий положение регулировочного винта, и все это ограничивается с другой стороны верхней крышкой редуктора (не указан). В связи с этим представляется неудобным регулирование положения опорной шестерни при заправке проволоки в устройство. Вдобавок к этому возникает неопределенность в задании необходимого положения штырей в пазах ступицы ведущего колеса, которое, как указано в описании, зависит от типа проволоки и характеристики двигателя.
Определение значений угла раскрытия каждой из сопрягаемых кольцевых канавок зубчатых колес в предлагаемом устройстве обусловлено заданием строго фиксированного положения проволоки в процессе подачи. При равных значениях угла раскрытия канавок каждого из колес проволока зажимается между параллельными кромками точно так же, как это происходит при прямоугольной форме канавки, с присущими ей недостатками. Поскольку в предлагаемом устройстве с использованием одной пары зубчатых колес определенного типоразмера осуществляется подача проволок, как минимум, трех разных диаметров (например, 1,0; 1,2; 1,4 мм, или 1,6; 1,8; 2,0 мм и т.п.), размер канавки рассчитывается на максимальный диаметр проволоки. Поэтому при подаче проволоки наименьшего диаметра из всего принятого диапазона диаметров проволок возникает обстоятельство, когда подаваемая проволока начинает хаотично перемещаться вдоль сжимающих ее кромок и в отдельных случаях происходит «выбегание» проволоки на торцы зубьев взаимозацепляющихся колес.
Это приводит к сбою подачи проволоки и возможной поломке устройства. С целью исключения перемещения подаваемой проволоки вдоль кромок кольцевых канавок угол раскрытия канавки каждого из колес в зацеплении должен быть разным в таком соотношении, чтобы при сдвиге по оси одного из колес проволока смещалась в определенное строго фиксированное положение.
На основании имеющегося опыта эксплуатации предлагаемого устройства разница между углами раскрытия кольцевых канавок зубчатых колес в зацеплении должна составлять не менее 10°.
Так же на основании опыта было определено, что в случае подачи проволок малого диаметра (0,8-1,2 мм), когда разница между крайними значениями типоразмеров проволок одного ряда составляет не более 0,4 мм, представляется оптимальным иметь угол раскрытия кольцевой канавки одного из колес равным 0°. При этом угол раскрытия канавки другого колеса в зацеплении должен быть равным не менее 10°. При подаче проволоки большого диаметра (например, 3,0 мм и более) максимальное значение угла раскрытия кольцевой канавки одного колеса ограничивается, исходя из условия рационального значения осевого сдвига этого колеса относительно другого в зацеплении, но не должно превышать 120°.
Известно устройство для подачи проволоки, преимущественно порошковой (Авторское свидетельство №483211, кл. В23К 9/12, 1973), содержащее расположенную в корпусе на параллельных осях пару взаимозацепляющихся зубчатых колес с кольцевой канавкой «седловидной» формы в зацеплении и закрепленных в корпусе со сдвигом одного колеса относительно другого в осевом направлении на величину, зависящую от диаметра подаваемой проволоки, и установленных с постоянным межцентровым расстоянием. При этом кольцевые канавки каждого колеса выполнены с углом раскрытия от 10 до 120°. По выходе из данного устройства подаваемая проволока приобретает поперечные колебания.
Недостатком указанного устройства является излишне жесткое сопряжение подающих зубчатых колес с подаваемой проволокой. Если при подаче порошковой проволоки диаметром 2,4 мм и более эта жесткость компенсируется в достаточной мере упругостью оболочки проволоки, то с уменьшением диаметра подаваемой проволоки до 2,0 мм и менее упругие свойства оболочки проволоки резко снижаются. Это обстоятельство приводит к тому, что при подаче порошковых проволок малых диаметров (2,0 мм и менее) незначительное увеличение сдвига колес друг относительно друга по оси на 0,1 мм, при регулировании усилия подачи проволоки, вызывает резкое возрастание усилия сжатия проволоки в кольцевых канавках колес в зацеплении.
Вследствие этого на поверхности оболочки подаваемой проволоки появляются глубокие отпечатки боковых поверхностей зубьев подающих колес, образующих «седловидную» канавку. Эти отпечатки характеризуются острыми краями в виде заусенцев. Появление заусенцев на поверхности оболочки проволоки приводит к повышенному износу направляющего канала и токоподводящего наконечника сварочной горелки. Одновременно увеличивается сопротивление прохождению проволоки в направляющем канале и сварочной горелке в целом.
Дальнейшее увеличение сдвига колес по оси с целью усиления сцепления их с подаваемой проволокой для преодоления возросшего сопротивления прохождению проволоки в направляющем канале и сварочной горелке может привести к смятию проволоки в канавках колес и ее разрушению.
Все изложенное выше так же справедливо и при возможности использования известного устройства для подачи проволок сплошного сечения диаметром 2,0 мм и менее. Кроме того, при подаче проволоки сплошного сечения малого диаметра (от 1,2 мм и менее) в результате определенной жесткости сечения проволоки возникает опасность ее перекусывания в процессе подачи, так как в этом случае весьма трудно плавно установить необходимую величину сдвига одного колеса относительно другого для достижения оптимального усилия сжатия проволоки в канавках колес, обеспечивающего бесперебойную подачу проволоки в процессе работы. Незначительное увеличение сдвига колес по оси (на 0,1 мм) против необходимого так же приводит к резкому возрастанию усилия сжатия проволоки в канавках колес. Вследствие этого на поверхности проволоки появляются заусенцы, и возникает опасность перекусывания проволоки в канавках колес, а также возможно переламывание проволоки в направляющем канале сварочной горелки в результате глубокой ее насечки. Все это вызывает сбои в работе сварочного оборудования, резко снижает производительность труда и сокращает срок службы направляющего канала и сварочной горелки в целом.
Однако по своей технической сущности данное техническое решение наиболее близко к предлагаемому и принято за прототип при составлении настоящей заявки.
Цель изобретения - с помощью известного устройства расширить возможность бесперебойной подачи проволок разного диаметра, как порошковых, так и сплошного сечения, исключив при этом опасность перекусывания их в процессе подачи, и полностью предотвратить появление заусенцев на их поверхности.
Поставленная цель достигается тем, что устройство для подачи проволоки содержит расположенную в корпусе на параллельных осях пару взаимозацепляющихся зубчатых колес с кольцевыми канавками седловидной формы в зацеплении, закрепленных в корпусе со сдвигом одного колеса относительно другого в осевом направлении на величину, зависящую от диаметра подаваемой проволоки, и установленных с постоянным межцентровым расстоянием, и позволяет подавать через данную пару колес проволоку разных диаметров с поперечными колебаниями на выходе из устройства. Кольцевые канавки каждого колеса выполнены с углом раскрытия от 0° до 120°, а разница между углами раскрытия кольцевых канавок одного колеса относительно другого должна составить не менее 10°, при этом в жесткую систему сопряжения «подающие зубчатые колеса - подаваемая проволока» вводится упругий элемент в виде одной или двух пружин, через которые передается усилие на одно или сразу на два колеса, сжимающее подаваемую проволоку в кольцевых канавках зубчатых колес в зацеплении, либо в виде промежуточной втулки из упругого материала, например резины высокой плотности, через посредство которой ведомое колесо надевается на ось.
Таким образом, осевой сдвиг одного колеса относительно другого осуществляется через упругий элемент. Это само по себе обеспечивает плавное нарастание усилия, сжимающего проволоку в канавках колес в процессе регулирования этого усилия с помощью дополнительного ее сжатия и во время подачи при возможном изменении диаметра подаваемой проволоки. Тем самым устраняется опасность перекусывания проволоки в процессе работы.
Для исключения появления заусенцев на поверхности подаваемой проволоки сама поверхность зубьев колес, образующая кольцевую канавку, подвергается электрохимической обработке с одновременным скруглением острых кромок. В результате чего отпечатки зубьев на поверхности проволоки обретают плавные линии, их глубина уменьшается. Появление заусенцев полностью исключается.
Заявляемое устройство характеризуется наличием следующих существенных отличительных признаков:
A) Регулирование усилия сжатия осуществляется сдвигом одного колеса относительно другого прижимной гайкой через пружину.
Б) Подпружинивание ведомого колеса осуществляется с помощью переходной втулки из упругого материала.
B) Упругость промежуточной втулки регулируется с помощью дополнительного ее сжатия.
Г) Поверхность зубьев колес, образующая кольцевые канавки седловидной формы, обрабатывается полированием с одновременным скруглением острых кромок внутри канавок.
Д) Кольцевые канавки каждого из колес выполняются с углом раскрытия от 0° до 120°, при этом разница между углами раскрытия кольцевых канавок одного колеса относительно другого должна составлять не менее 10°.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня аналогов прототипа как наиболее близкого по совокупности признаков аналога позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует требованию «новизна» по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными признаками прототипа заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалистов явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата. Следовательно, заявленное изобретение соответствует требованию «изобретательский уровень» по действующему законодательству.
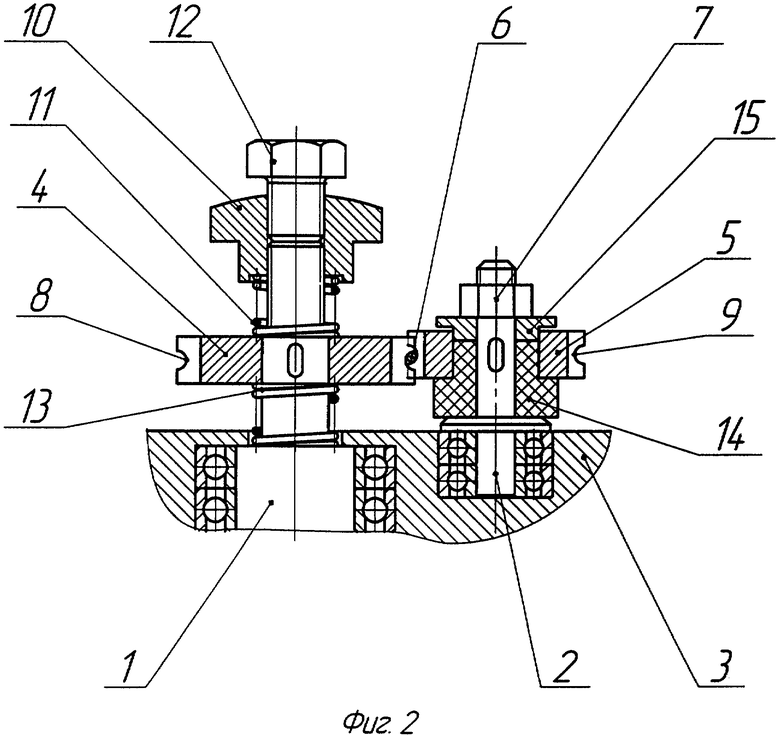
На фиг.1 изображено предлагаемое устройство, разрез (вариант).
Устройство представляет собой две параллельных оси 1 и 2, установленные в корпусе 3 редуктора механизма подачи проволоки с неизменным межцентровым расстоянием. На оси 1 и 2 надеты зубчатые колеса 4 и 5, подающие проволоку 6, выполненные в виде зубчатых взаимозацепляющихся колес с кольцевыми канавками седловидной формы. Одно из зубчатых колес 4 установлено на ведущей оси 1 редуктора механизма подачи проволоки с возможностью перемещения вдоль оси. Другое зубчатое колесо 5 с помощью гайки 7 и шпонки закреплено неподвижно на свободно вращающейся оси 2. Подаваемая проволока 6 при свободном состоянии пружины 11 пропускается в просвет, образованный канавками 8 и 9 в зацеплении зубчатых колес 4 и 5. Необходимое усилие зажатия проволоки 6 в канавках 8 и 9 осуществляется вращением прижимной гайки 10 и передачей этого усилия на колесо 4 через пружину 11. Фиксация прижимной гайки 10 в установленном положении, соответствующем необходимому подающему усилию устройства, производится стопорным болтом 12. Снятие усилия, зажимающего проволоку в канавках зубчатых колес, осуществляется возвращением колеса 4 в исходное положение с помощью пружины 13, для чего последовательно отворачивается стопорный болт 12 и прижимная гайка 10.
Пружина 11 выбирается таким образом, чтобы ее сила при максимальной деформации пружины не превышала усилие проталкивания проволоки через всю систему ее подачи более чем на 20%.
Дополнительно может быть подпружинено ведомое зубчатое колесо 5 (фиг.1-а). Это позволит более плавно регулировать усилие, зажимающее проволоку в кольцевых канавках зубчатых колес, что, безусловно, повысит надежность подачи проволоки через предлагаемое устройство. В этом случае сила пружины 14, установленной под зубчатое колесо 5, при ее максимальной деформации должна быть больше, соответственно, силы пружины 11, так же при максимальной деформации последней, не менее чем на 10%.
Другой вариант предлагаемого устройства представлен на фиг.2. Нумерация позиций фиг.2 полностью соответствует принятой на фиг.1.
В отличие от описанного выше варианта устройства, в данном случае ведомое колесо 5, надевается на ось 2 с помощью промежуточной втулки 14 из упругого материала, например из резины высокой плотности. При этом пружина 11 может быть исключена из состава устройства (фиг. 2-а).
В этом варианте при затягивании прижимной гайки 10 резкое возрастание усилия, сжимающего проволоку в кольцевых канавках 8 и 9 зубчатых колес 4 и 5 в зацеплении, снижается за счет упругих свойств втулки 14. Это в достаточной мере помогает избежать опасности перекусывания проволоки в канавках колес.
В свою очередь, упругие свойства промежуточной втулки 14 регулируются посредством сжатия ее регулировочной шайбой 15 путем затягивания гайки 7. Такая система позволяет достаточно гибко и плавно регулировать усилие, сжимающее проволоку в кольцевых канавках колес.
Предлагаемое устройство работает следующим образом.
Перед началом работы последовательно отворачивают стопорный болт 12 и прижимную гайку 10, тем самым ослабляя действие пружины 11 на зубчатое колесо 4 до тех пор, пока последнее займет положение в одной плоскости с зубчатым колесом 5 с помощью усилия пружины 13. При этом совмещаются кольцевые канавки 8 и 9 обоих колес, образуя наибольший просвет для пропуска в него подаваемой проволоки 6. Проволоку 6 пропускают через совмещенные канавки 8 и 9 в приемное устройство направляющего канала сварочной горелки (не показаны). Затем, вращая прижимную гайку 10, сдвигают через пружину 11 зубчатое колесо 4 относительно колеса 5 до упругого контакта боковых поверхностей кольцевых канавок 8 и 9 с подаваемой проволокой 6. Положение прижимной гайки 10 фиксируют с помощью стопорного болта 12. Включают привод механизма подачи проволоки и подают ее к месту сварки.
В других вариантах предлагаемого устройства (фиг.1-а, 2 и 2-а) соблюдается та же последовательность подготовки его к работе. Отличие заключается лишь в том, что с помощью дополнительно включенных в состав устройства пружины или промежуточной втулки из упругого материала (поз.14) предоставляется возможность более плавного регулирования усилия зажатия проволоки 6 боковыми поверхностями кольцевых канавок 8 и 9 в процессе работы с помощью отворачивания или закручивания гайки 7
При описании рассматриваемых вариантов осуществления изобретения для ясности используется конкретная узкая терминология. Однако изобретение не ограничивается принятыми терминами, и необходимо иметь в виду, что каждый такой термин охватывает все технические эквиваленты, работающие аналогичным образом и используемые для решения той же задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки | 1973 |
|
SU483211A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Устройство для подачи проволоки | 1976 |
|
SU604640A1 |
| Устройство для перфорации тонколистового материала | 1984 |
|
SU1240583A2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| БЕССТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ | 2002 |
|
RU2289045C2 |
| Устройство для сварки | 1983 |
|
SU1199520A1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Устройство для подачи сварочной проволоки | 1987 |
|
SU1459848A1 |


Изобретение относится к сварочному производству, в частности к устройствам для подачи сварочной проволоки. Устройство содержит расположенную в корпусе на параллельных осях пару взаимозацепляющихся зубчатых колес с кольцевой канавкой седловидной формы. Колеса закреплены в корпусе со сдвигом одного колеса относительно другого в осевом направлении на величину, зависящую от диаметра подаваемой проволоки, и установлены с постоянным межцентровым расстоянием. Кольцевые канавки каждого колеса выполнены с углом раскрытия от 0° до 120°, при этом разница между углами раскрытия кольцевых канавок одного колеса относительно другого должна составить не менее 10°. На оси ведущего колеса установлены прижимная гайка и пружина. На оси ведомого колеса установлены пружина или промежуточная втулка из упругого материала, выполненная с возможностью надевания на нее ведомого колеса, и регулировочная шайба для регулирования упругих свойств промежуточной втулки. Ведущее и ведомое зубчатые колеса выполнены с разными значениями угла раскрытия кольцевой канавки, а поверхность зубьев колес выполнена отполированной со скругленными острыми кромками. В результате обеспечивается бесперебойная подача проволок разного диаметра, как порошковых, так и сплошного сечения, при этом исключается опасность перекусывания проволоки в процессе подачи и появление заусенцев на ее поверхности. 1 з.п. ф-лы, 2 ил.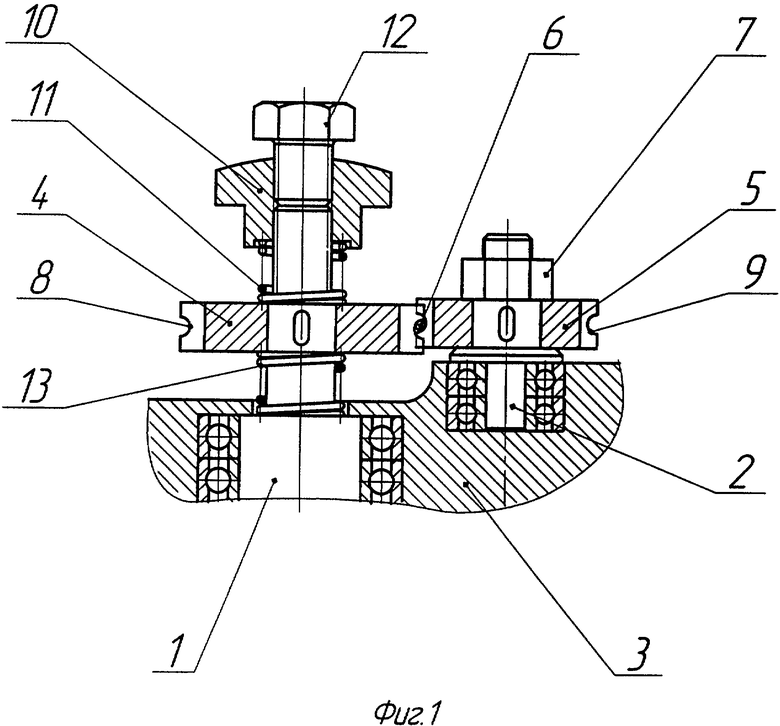
| Устройство для подачи проволоки | 1973 |
|
SU483211A1 |
| УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ | 1997 |
|
RU2125926C1 |
| Устройство для подачи электродной проволоки | 1979 |
|
SU946840A1 |
| Ультразвуковое устройство для контроля изделий | 1984 |
|
SU1221594A1 |
| US 2005040202 A, 24.02.2005 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

