(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БЛОКОВ ТУННЕЛЬНОЙ ОБДЕЛКИ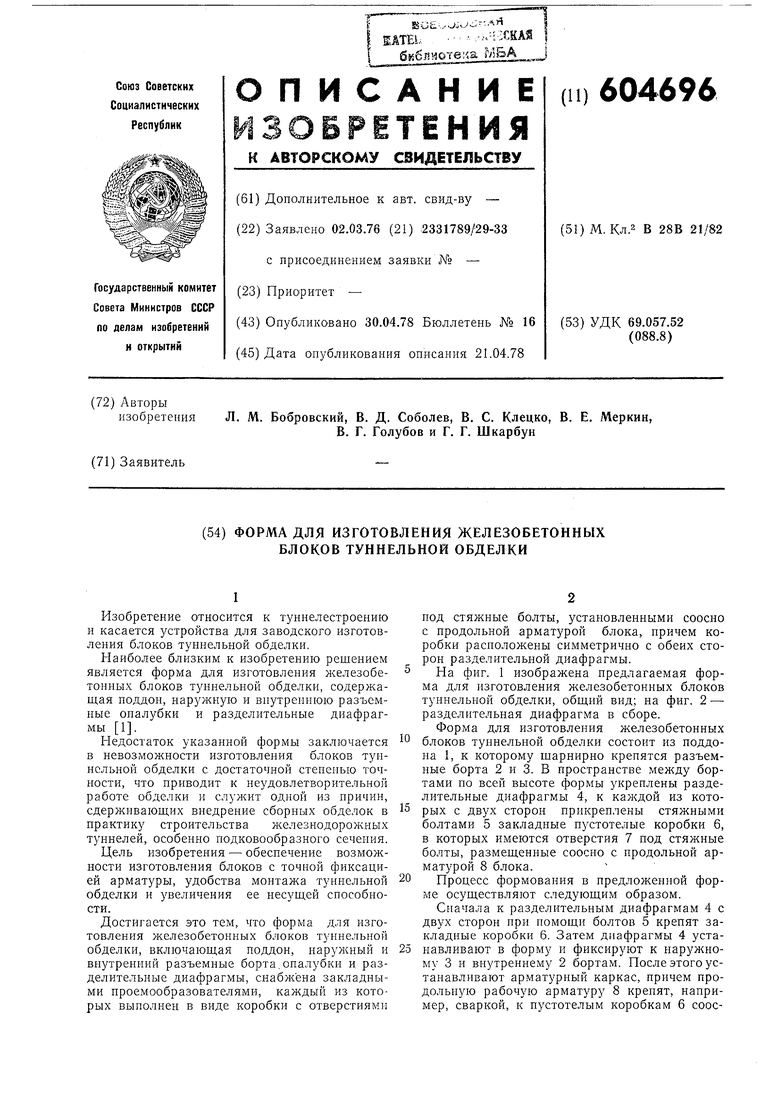
| название |
год |
авторы |
номер документа |
| Форма для изготовления железобетонныхблОКОВ |
1979 |
- Эпштейн Лев Исаакович
- Осипов Борис Александрович
- Назин Валерий Михайлович
- Чувырин Виктор Васильевич
|
SU835757A1 |
| ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕИМУЩЕСТВЕННО РИГЕЛЕЙ, БАЛОК, КОЛОНН, И РИГЕЛЬ, КОЛОННА И БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ОПАЛУБКЕ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2304675C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, БАЛКА, КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2288840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И КОЛОННА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2288839C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БЛОКОВ ТОННЕЛЬНОЙ ОБДЕЛКИ |
1972 |
- В. Г. Голубов, А. П. Богородский, И. С. Иващенко, А. Т. Мисевич,
- М. Б. Крепханович, Я. Г. Гельман, М. Е. Прудовский, В. М. Капустин,
|
SU339420A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕДПОЧТИТЕЛЬНО РИГЕЛЕЙ, БАЛОК, И РИГЕЛЬ, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2309040C2 |
| УНИВЕРСАЛЬНАЯ ТРАНСФОРМИРУЕМАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ, РИГЕЛЬ И БОЛЬШЕПРОЛЕТНАЯ БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ТРАНСФОРМИРУЕМОЙ ОПАЛУБКЕ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2289006C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, КОЛОННА, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2311289C2 |
| СБОРНАЯ ВОДОНЕПРОНИЦАЕМАЯ ОБДЕЛКА ТУННЕЛЯ И КОЛЬЦЕВОЙ ЭЛЕМЕНТ ДЛЯ НЕЕ |
2008 |
- Федунец Борис Иванович
- Левченко Александр Николаевич
- Дмитриев Александр Николаевич
- Савватеев Алексей Дмитриевич
- Пахомов Алексей Васильевич
- Новицкий Борис Борисович
- Храменков Станислав Владимирович
- Хренов Константин Евгеньевич
- Валиев Азат Габбасович
- Егоров Олег Викторович
- Малицкий Владимир Семенович
- Толмачев Виталий Иванович
- Ляпидевский Борис Васильевич
|
RU2386754C2 |
| ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И БОЛЬШЕПРОЛЕТНАЯ БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ОПАЛУБКЕ |
2005 |
- Селиванов Николай Павлович
- Шембаков Владимир Александрович
|
RU2315842C2 |
1
Изобретение относится к туннелестроению и касается устройства для заводского пзготовлепия блоков туннельной обделки.
Наиболее близким к изобретению решением является форма для изготовления железобетоппых блоков туннельной обделки, содержащая поддон, наружную и внутреннюю разъемные оналубки и разделительные диафрагмы 1.
Недостаток указанной формы заключается в невозможности изготовления блоков туннельной обделки с достаточной степенью точности, что приводит к неудовлетворительной работе обделки и служит одной из причин, сдерживающих внедрение сборных обделок в практику строительства железнодорожных туннелей, особенно подковообразного сечения.
Цель изобретения - обеспечение возможности изготовления блоков с точной фиксацией арматуры, удобства монтажа туннельной обделки и увеличения ее несущей способности.
Достигается это тем, что форма для изготовления железобетонных блоков туннельной обделки, включающая поддон, наружный и внутренний разъемные борта.опалубки н разделительные диафрагмы, снабжена закладными проемообразователями, каждый из которых выполнен в виде коробкп с отверстиями
под стяжные болты, установленными соосно с продольной арматурой блока, причем коробки расположены симметрично с обеих сторон разделительной диафрагмы.
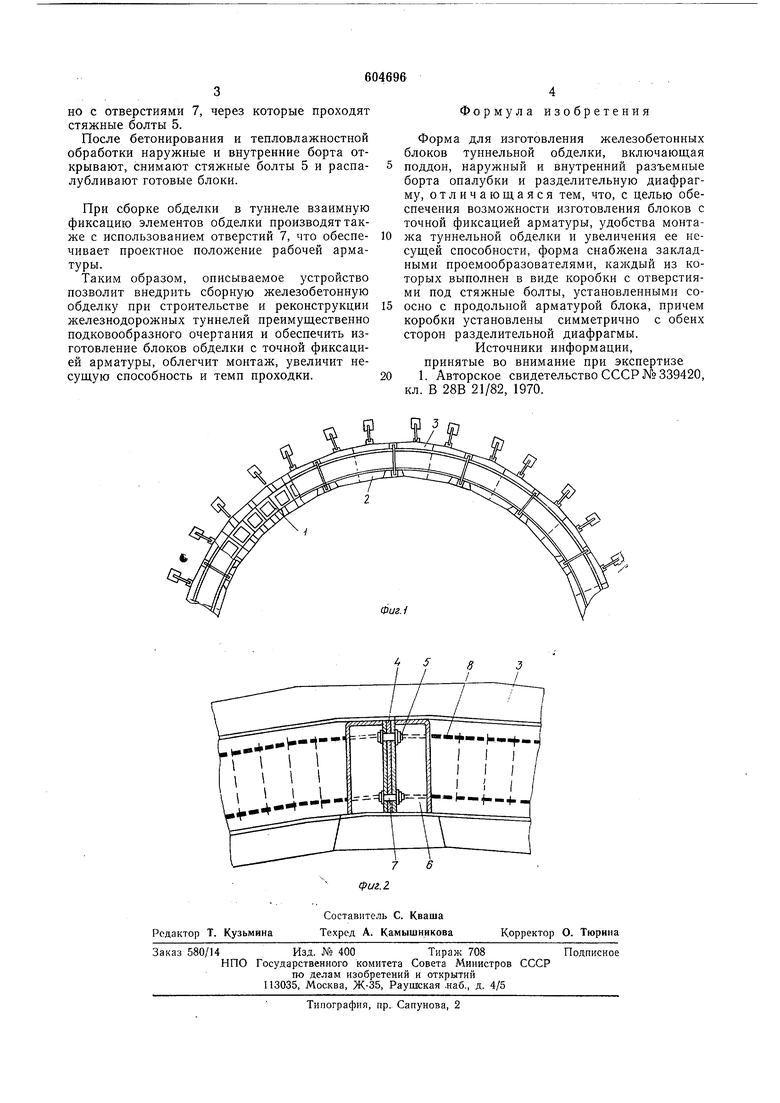
На фиг. 1 изображена предлагаемая форма для изготовления железобетонных блоков туннельной обделки, общий вид; на фиг. 2 - разделительная диафрагма в сборе.
Форма для изготовления железобетонных блоков туннельной обделки состоит из поддона 1, к которому щарнирно крепятся разъемные борта 2 и 3. В пространстве между бортами по всей высоте формы укреплены разделительные диафрагмы 4, к каждой из которых с двух сторон прикреплены стяжными болтами 5 закладные пустотелые коробки 6, в которых имеются отверстия 7 под стяжные болты, размещенные соосно с продольной арматурой 8 блока.
Нроцесс формования в предложенной форме осуществляют следующим образом.
Сначала к разделительным диафрагмам 4 с двух сторон нри номощи болтов 5 крепят закладные коробки 6. Затем диафрагмы 4 устанавливают в форму и фиксируют к наружному 3 и внутреннему 2 бортам. Нослеэтого устанавливают арматурный каркас, причем продольную рабочую арматуру 8 крепят, например, сваркой, к пустотелым коробкам 6 соос
