(54) АВТОМАТ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ РАСКЛАДКИ ПРОВОДОВ В ЖГУТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Станок для раскладки проводов в жгуты | 1981 |
|
SU1040530A1 |
| Устройство для раскладки проводов в жгуты | 1984 |
|
SU1282370A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
| Устройство для установки магниточувствительных шпилек на шаблоне установки для раскладки проводов в шгут | 1990 |
|
SU1780203A1 |
| Устройство для укладки проводов в жгут | 1980 |
|
SU898515A1 |
| Устройство для укладки проводов в жгут | 1985 |
|
SU1277218A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Устройство для раскладки проводов в жгут | 1980 |
|
SU991630A1 |
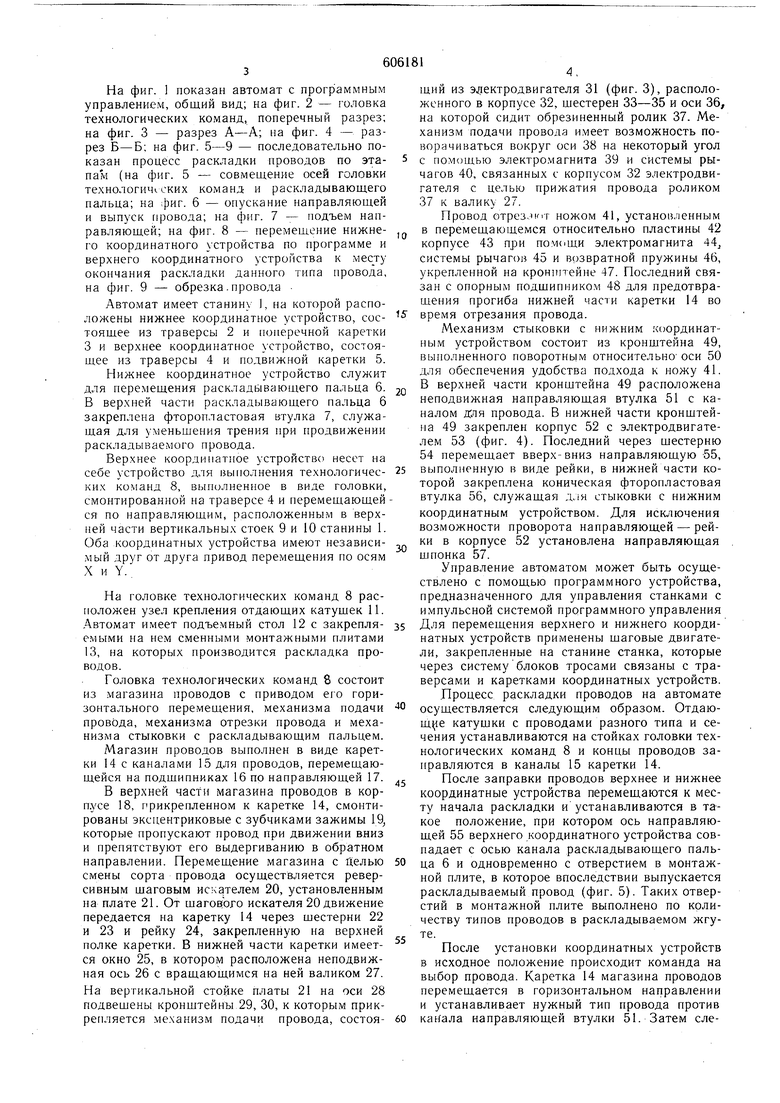
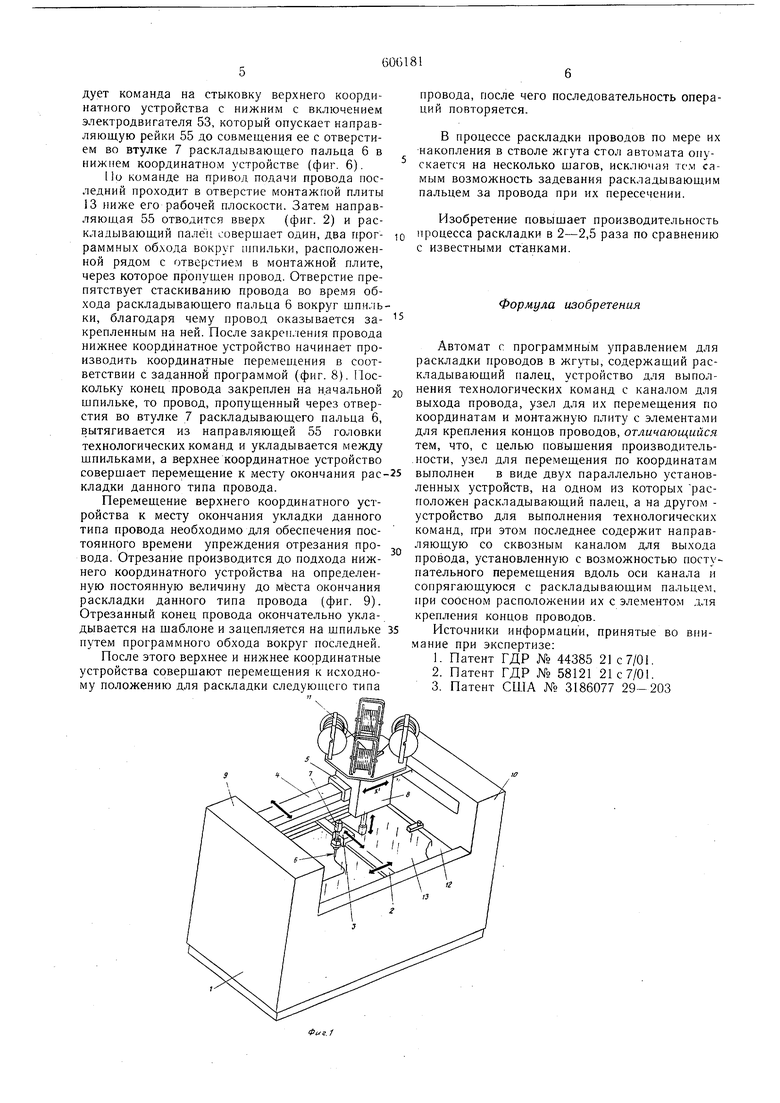
Изобретение относится к электротехнике ц может быть использовано во всех областях техники, связанных с применением сложно разветвленных электрических сетей и их изготовлением. Известно автоматическое устройство для раскладки проводов в жгуты, выполненное в виде подвижного барабана цилиндрической формы с закрепленной на нем монтажной плитой со штырями и расположенной над этим барабаном неподвижной раскладывающей головкой 1. Ось барабана -наклонена под углом 60° к горизонту. Раскладка проводов по заданной трассе осуществляется за счет вращательных и возвратно поступательных движений барабана-относительно неподвижной раскладывающей головки. Известно также другое устройство, являющееся усовершенствованием описанного выше с горизонтальным расположением барабана 2. Наиболее близким к изобретению является устройство, содержащее исполнительный орган, выполненный в виде раскладывающего пальца и устройства для выполнения технологических команд с каналом для выхода провода, узел для их координатного перемещения в соответствии с заданной программой и монтажную плиту с элементами для крепления концов проводов 3. Недостатком известных устройств является низкая скорость перемещения исполнительного органа-барабана с монтажной плитой 1, 2 и раскладываюихей головки вместе с узлом для выполнения технологических команд 3, так как эти узлы, составляя значительную массу, обладают большой инерционностью при изменении направления движения. Целью изобретения является повышение производительности автомата. Указанная цель достигается тем, что узел для перемещения по координатам выполнен в виде двух параллельно установленных устройств, на одном из которых расположен раскладывающий палец, осуществляющий непосредственно раскладку провода, а на другом - устройство для выполнения технологических команд, способствующее процессу раскладки. Причем для возможности стыковки этих устройств в .момент выпуска провода головка технологических команд содержит подвижную направляющую, установленнуюсоосно с каналом для выхода провода, которая, при перемещении вниз, сопрягается с раскладывающим пальцем, образуя общий канал для провода. На фиг. 1 показан автомат с программным управлением, общий вид; на фиг. 2 - головка технологических команд, поперечный разрез; на фиг. 3 - разрез А-А; на фиг. 4 - разрез Б-Б; на фиг. 5-9 - последовательно показан процесс раскладки нроводов по этапам (на фиг. 5 - совмещение осей головки технологических команд и раскладывающего пальца; на фиг. 6 - опускание направляющей и выпуск провода; на фиг. 7 - подъем направляющей; на фиг. 8 - перемещение нижнего координатного устройства по программе и верхнего координатного устройства к месту окончания раскладки данного типа провода, на фиг. 9 - обрезка.провода Автомат имеет станину I, на которой расположены нижнее координатное устройство, состоящее из траверсы 2 и поперечной каретки 3 и верхнее координатное устройство, состоящее из траверсы 4 и подвижной каретки 5. Нижнее координатное устройство служит для перемещения раскладывающего пальца 6. В верхней части раскладывающего пальца 6 закреплена фторопластовая втулка 7, служащая для уменьщения трения ири продвижении раскладываемого провода. Верхнее координатное устройство несет на себе устройство для выполнения технологических команд 8, выполненное в виде головки, смонтированной на траверсе 4 и перемещающей ся по направляющим, расположенным в верхней части вертикальных стоек 9 и 10 станины 1. Оба координатных устройства имеют независимый друг от друга привод перемещения но осям X и Y. На головке технологических команд 8 расположен узел крепления отдающих катущек 11. Автомат имеет подъемный стол 12 с закрепляе.мыми па нем сменными монтажными плитами 13, на которых производится раскладка проводов. Головка технологических команд 8 состоит из .магазина проводов с приводом его горизонтального перемещения, механизма подачи провОда, механизма отрезки провода и механизма стыковки с раскладывающим пальцем. Магазин проводов выполнен в виде каретки 14 с каналами 15 для проводов, перемещающейся на подшипниках 16 по направляющей 17. В верхней части магазина проводов в кораусе 18, прикрепленном к каретке 14, смонтированы эксцентриковые с зубчиками зажимы 19 которые пропускают провод ири движении вниз и препятствуют его выдергиванию в обратном направлении. Перемещение магазина с Целью смены сорта провода осуществляется реверсивным щаговым искателем 20, установленным на плате 21. От шагового искателя 20 движение передается на каретку 14 через шестерни 22 и 23 и рейку 24, закрепленную на верхней полке каретки. В нижней части каретки имеется окно 25, в котором расположена неподвижная ось 26 с вращающимся на ней валиком 27. На вертикальной стойке платы 21 на оси 28 подвещены кронщтейны 29, 30, к которым прикрепляется ме.ханизм подачи провода, состоящий из э 1ектродвигателя 31 (фиг. 3), расположенного в корпусе 32, шестерен 33-35 и оси 36, на которой сидит обрезиненный ролик 37. Механизм подачи провода имеет возможность поворачиваться вокруг оси 38 на некоторый угол с помощью электро.магнита 39 и системы рычагов 40, связанных с корпусом 32 электродвигателя с целью прижатия провода роликом 37 к валику 27. Провод отрезок .т ножом 41, установленным в перемещающемся относительно пластины 42 корпусе 43 при помощи электромагнита 44 системы рычаго 45 и возвратной пружины 46, укрепленной на кронштейне 47. Последний связан с опорным подщипником 48 для предотвращения прогиба нижней части каретки 14 во время отрезания провода. Механизм стыковки с нижним координатным устройством состоит из кронщтейна 49, выполненного поворотным относительно оси 50 для обеспечения удобства подхода к ножу 41. В верхней части кронщтейна 49 расположена неподвижная направляющая втулка 51 с каналом для провода. В нижней части кронщтейна 49 закреплен корпус 52 с электродвигателем 53 (фиг. 4). Последний через щестерню 54 перемещает вверх-вниз направляющую 55, выполненную в виде рейки, в нижней части которой закреплена коническая фторопластовая втулка 56, служащая для стыковки с нижним координатным устройством. Для исключения возможности проворота направляющей - рейки в корпусе 52 установлена направляющая шпонка 57. Управление автоматом может быть осуществлено с помощью программного устройства, предназначенного для управления станками с импульсной системой программного управления Для перемещения верхнего и нижнего координатных устройств применены щаговые двигатели, закрепленные на станине станка, которые через систему блоков тросами связаны с траверсами и каретками координатных устройств. Процесс раскладки проводов на автомате осуществляется следующим образом. Отдающ e катушки с проводами разного типа и сечения устанавливаются на стойках головки технологических команд 8 и концы проводов заиравляются в каналы 15 каретки 14. После заправки проводов верхнее и нижнее координатные устройства перемещаются к месту начала раскладки и устанавливаются в такое положение, при котором ось направляющей 55 верхнего координатного устройства совпадает с осью канала раскладывающего пальца 6 и одновременно с отверстием в монтажной плите, в которое впоследствии выпускается раскладываемый провод (фиг. 5). Таких отверстий в монтажной плите выполнено по количеству типов проводов в раскладываемом жгуте. После установки координатных устройств в исходное положение происходит команда на выбор провода. Каретка 14 магазина проводов перемещается в горизонтальном направлении и устанавливает нужный тип провода против канала направляющей втулки 51. Затем еледует команда на стыковку верхнего координатного устройства с нижним с включением электродвигателя 53, который опускает направляющую рейки 55 до совмещения ее с отверстием во втулке 7 раскладывающего пальца 6 в нижнем координатном устройстве (фиг. 6). Но команде на привод подачи провода последний проходит в отверстие монтажной плиты 13 ниже его рабочей плоскости. Затем направляющая 55 отводится вверх (фиг. 2) и раскладывающий палён соверщает один, два программных обхода вокруг шпильки, расположенной рядом с отверстием в монтажной плите, через которое пропущен провод. Отверстие препятствует стаскиванию провода во время обхода раскладывающего пальца 6 вокруг шпи;1ьки, благодаря чему провод оказывается закрепленным на ней. После закрепления провода нижнее координатное устройство начинает производить координатные перемещения в соответствии с заданной программой (фиг. 8). Поскольку конец провода закреплен на начальной шпильке, то провод, пропущенный через отверстия во втулке 7 раскладывающего пальца 6, вытягивается из направляющей 55 головки технологических команд и укладывается между шпильками, а верхнее координатное устройство совершает перемещение к месту окончания раскладки данного типа провода. Перемещение верхнего координатного устройства к месту окончания укладки данного типа провода необходимо для обеспечения постоянного времени упреждения отрезания провода. Отрезание производится до подхода нижнего координатного устройства на определенную постоянную величину до места окончания раскладки данного типа провода (фиг. 9). Отрезанный конец провода окончательно укладывается на шаблоне и зацепляется на шпильке путем программного обхода вокруг последней. После этого верхнее и нижнее координатные устройства совершают перемещения к исходному положению для раскладки следуюн1его типа провода, после чего последовательность операций повторяется. В процессе раскладки проводов по мере их накопления в стволе жгута стол автомата опускается на несколько шагов, исключая гс.м самым возможность задевания раскладывающим пальцем за провода при их пересечении. Изобретение повышает производительность процесса раскладки в 2-2,5 раза по сравнению с известными станками. Формула изобретения Автомат с программным управлением для раскладки проводов в жгуты, содержащий раскладывающий палец, устройство для выполнения технологических команд с каналом для выхода провода, узел для их перемещения по координатам и монтажную плиту с элементами для крепления концов проводов, отличающийся тем, что, с целью повыщения производительности, узел для перемещения по координатам выполнен в виде двух параллельно установленных устройств, на одном из которых расположен раскладывающий палец, а на другом устройство для выполнения технологических команд, при этом последнее содержит направляющую со сквозным каналом для выхода провода, установленную с возможностью поступательного перемещения вдоль оси канала и сопрягающуюся с раскладывающим пальцем, при соосном расположении их с элементом для крепления концов проводов. Источники информации, принятые во внимание при экспертизе: 1.Патент ГДР № 44385 21 с 7/01. 2.Патент ГДР № 58121 21 с 7/01. 3.Патент США № 3186077 29-203
