1
Изобретение относится к электротехнике, в частности к автоматизированному технологическому оборудованию и может быть использовано в областях техники, связанных с изг товлением сложноразветвленных жгуто проводов.
Цель изобретения - расширение эксплуатационных возможностей путем повьшения коэффициента загрузки оборудования .
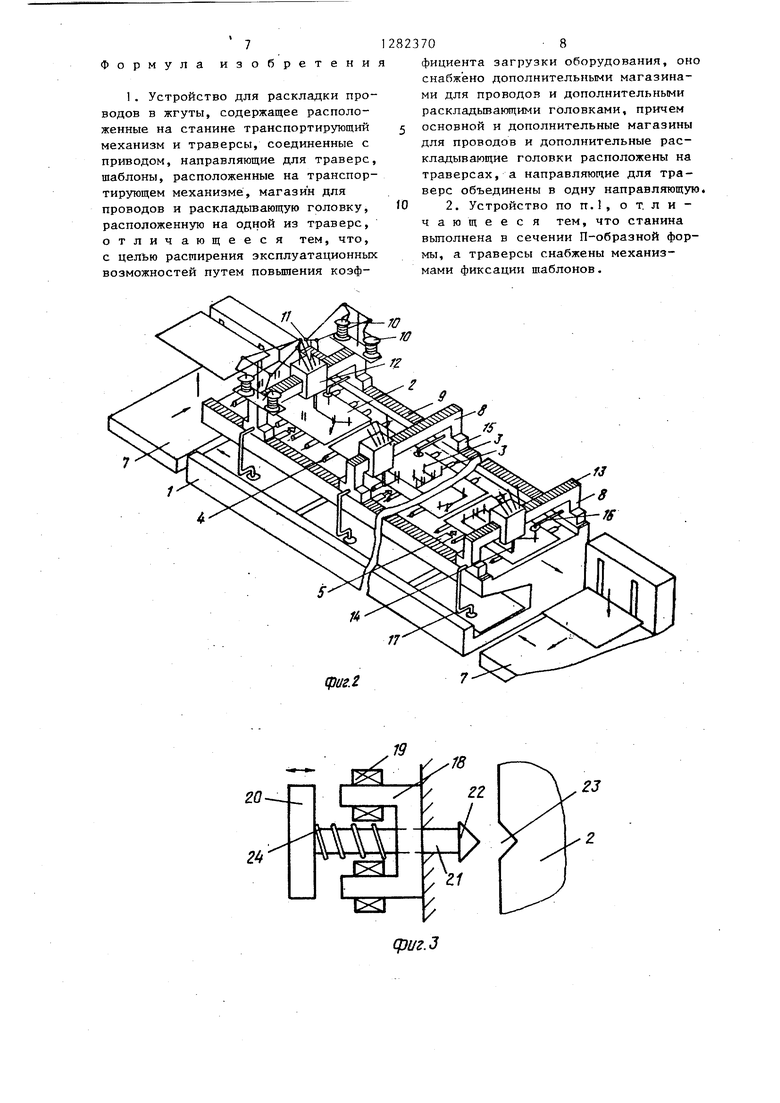
На фиг.1 изображено устройство для раскладки проводов и жгутов, общий вид; на фиг.2 - устройство с линейными электродвигателями; на фиг.З - электромеханический фиксатор монтажных плат; на фиг,4 - электромагнитный фиксатор монтажных плат; на фиг.5 - лифтовое устройство для перемещения плат из одного ряда в другой; на фиг.6 - линейный шаговой электродвигатель.
Устройство для раскладки прово - дов в жгуты (фиг.1) состоит из станины 1, на которой расположен ряд шаблонов 2, механически не связанных между собой. Шаблоны содержат трассировочные шпильки 3, расположенные в соответствии с конфигурацией раскладьгоаемого жгута.
Шаблоны 2 имеют направляющие 4 для перемещения вдоль станины и приводы для их перемещения (не показаны) . Направляющие и привод перемещения шаблонов могут бытх-- выполнены, например, в виде рольганга или транспортера 6.
Кроме того, шаблоны снабжены фиксаторами 5, которые могут быть фрикционного, электромагнитного или вакуумного типа
Число шаблонов на станине равно (). Под станиной расположен второй транспортер 6, на котором также находится h шаблонов 2. По концам станины расположен лифтовой механизм 7, на котором расположен шаблон 2. Общее число шаблонов 2 на участке равно 2и+ 1,
На станине рас;положены траверсы 8,снабженные направляющими и приводами для перемещения вдоль станины. Траверсы имеют общие направляющие 9 и независимые друг от друга приводы (не показаны). Число траверс равно или кратно числу шаблонов на станине п. Каждая траверса снабжена магазином 10 для проводов, механизмом 1
25
823702
загрузки проводов и раскладывающей головкой 12.Раскладывающие головки имеют направляющие 3 и привод для перемещения вдоль траверсы (не зан),
Раскладьтающая головка содержит механизм фиксации провода, раскладывающий палец 14, механизм подъема раскладывающего пальца, ножницы.
to Управление устройством осуществляется с помощью импульсной системы программного управления.
На фиг.2 показан вариант устройства, движение траверс 8 и шаблонов
5 2 которого осуществляется линейными шаговыми двигателями. Устройство содержит два линейных шаговых электродвигателя, неподвижные части которых (направляющая 9) имеют дли20 ну, равную длине устройства. Каждый двигатель имеет п подвижных частей (якорей) 15 с полюсами и обмотками управления, на которых расположены траверсы 8 с раскладывающими головками и магазином для проводов, Каж- дьм якорь 15 снабжен фиксаторами 16 и 17 шаблонов 2, которые могут быть вакуумного, электромагнитного или фрикционного типов. Станина закреп30 лена консольно, для обеспечения nSд- вода фиксаторов 17 к шаблонам нижнего ряда.
На фиг.З показан электромеханический фиксатор 5 шаблона 2, содержащий
35 неподвижный ферромагнитный сердечник 18 с обмоткой 19, подвижный якорь 20 фиксатора со штоком 2I, проходящим через отверстие в сердечнике, на конце которого имеется выступ ( наконеч 0 ник) 22, соответствующий пазу 23 в шаблоне 2 и возвратной пружине 24.
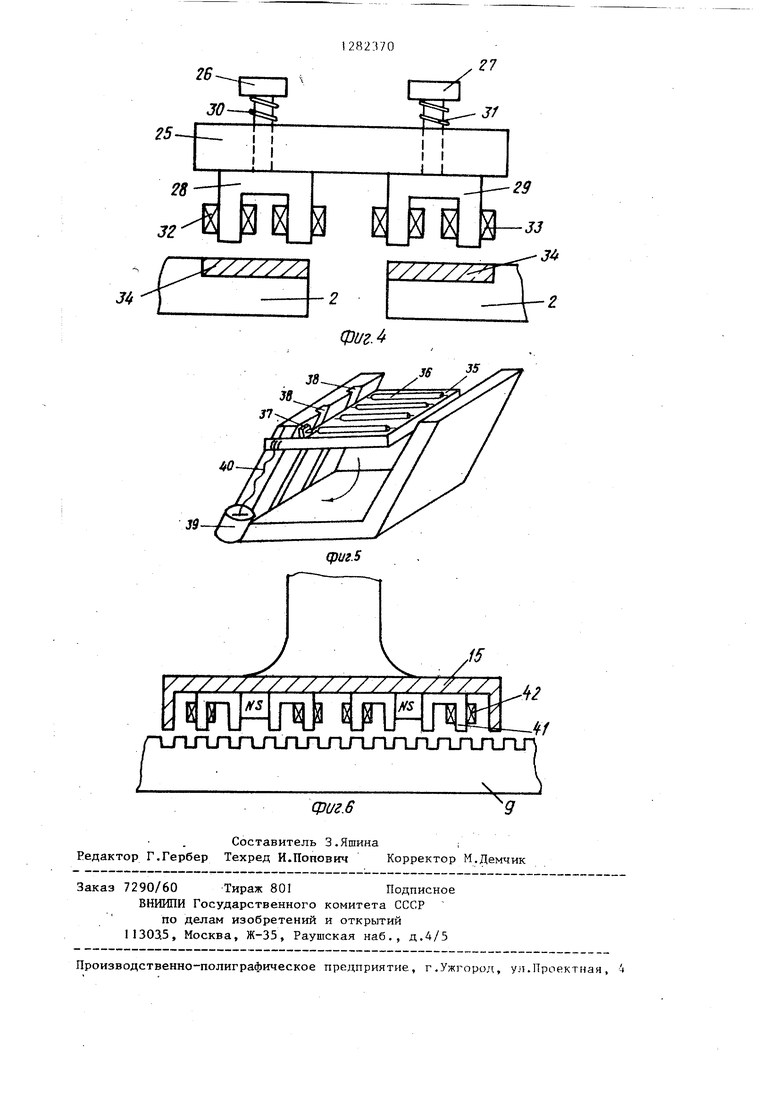
На фиг.4 представлен электромаг-- нитный фиксатор 16 шаблонов (фиксаторы 17 имеют аналогичную конструк45 цию), состоящий из корпуса 25, в от- верстиях которого расположены штоки 26 и 27 с сердечниками 28 и 29., Штоки снабжены возвратными пружинами 30 и 3. Сердечники охвачены обмот50 ками управления 32 и 33. Якори фиксатора 34 выполнены из ферромагнитного материала и жестко укреплены на шаблонах 2. Каждый шаблон 2 снабжен двумя якорями фиксаторов 34, которые
55 располагаются на противоположных сторонах шаблона.
На фиг.5 показан механизм перемещения шаблонов -из одного ряда в другой, которое состоит из подвижной рамы 35 с рольгангом 36 и фиксатором 37 шаблона конструкция фиксатора аналогична конструкции фиксатора 8);, установленной в направляющих 38 и привода рамы, включающего электродвигатель 39 и передачу винт-гайка 40. Гайка передачи жестко закреплена на раме.
На фиг.6 представлен линейный шаговый электродвигатель, содержащий неподвижную ферромагнитную зубчатую направляющую 9 (направляющая для траверс) и подвижный якорь 15 с зуб чатыми полюсами 41, охваченными обмотками управления 42. Якорь снабжен опорами (не показаны), например опорами качения или аэростатическими.
Устройство раскладки проводов в жгуты работает следующим образом.
Работа раскладывающих головок на каждой траверсе осуществляется одинаково. Перед началом раскладки шаблон 2 фиксируется в заданном положении электромеханическими фиксаторами 5. Трассировочные шпильки 3 расставляются в соответствии с требуемой конфигурацией раскладываемого жгута. При наличии оборудования для автоматической расстановки шпилек 3 оно может быть установлено на отдельных траверсах (не показанных), предназначенных для автоматизации операции подготовки монтажных плат 2., Для раскладки жгута, раскладывающая го.- ловка 12 устанавливается в исходное положение, при котором она совмещается с механизмом II загрузки. Механизм 11 загрузки обеспечивает уста новку конца провода нужного сечения (имеющегося в магазине 10 для проводов) против канала раскладывающей головки 12 для его подачи в раскладьшающий палец 4. Затем провод подается в раскладывающий палец 14ч Подача провода прекращается пойле того, как он выходит из канала раскладывающего пальца на 50-70 ММ-. Далее включается механизм фиксации проводов относительно раскладьшающей головки 12 (не показано) . После этого раскладывающая головка 12 и траверса 8 начинают движение и перемешают раскладывающий палец 14 к шпилькам 3 шаблона 2, на которых долже быть закреплен конец провода. Фиксация провода на шпильках 3 осуществляется путем обхода восьмеркой, раскладывающим пальцем 14 двух рядом стоящих шпилек 3. Далее механизм фиксации провода относительно раскладывающей головки 12 отключается, обеспечивая свободное перемещение провода внутри канала раскладывающей головки 12 и раскладывающего пальца 14.
После того, как начальньй конец провода оказьгвается закрепленным на
шпильках 3 шаблона 2, раскладьтаю- щая головка 12 и траверса 8 совершают координатные перемещения раскладывающего пальца 14, во время которых провод, сматываясь с катушки магазина 10 для проводов, протягивается через раскладываюпхий палец 14 и раскладьгоается на шаблоне 2.
Незадолго до окончания раскладки провод отрезается ножницами, расг
положенными в раскладьгеающей головке 12 (не показаны). Отрезанный конец провода окончательно укладывается на шаблоне 2 и закрепляется в конечной точке. Далее .цикл пов25
торяется, причем во время нового
цикла может быть разложен провод ; другого сечения и по другой программе раскладки. Окончательно жгут проводов формируется при выполнении
данной раскладьгоающей головки 12 , числа циклов, равного числу прово - дов в жгуте.
На устройстве может одновременно раскладываться ь жгутов, размер которых не превьш ает размер шаблона 2, Жгуты могут иметь различную конфигурацию. Для раскладки более длинных жгутов, одновременно могут использоваться несколько шаблонов 2.
Например, можно одновременно раскладывать /2 жгутов длиной в два шаблона 2 или h/4 жгута,длиной в четыре шаблона 2. При этом число используемых траверс 8 с раскладьгеающим оборудованием равно числу одновременно раскладьшаемых жгутов Максимальный размер раскладьшаемого жгута равен длине п шаблона 2.
Раскладка такого жгута осуществляется одной траверсой. Наконец, могут одновременно раскладываться жгуты разных размеров. В любом случае суммарная длина одновременно раклады- ваемых жгутов не должна превьшгать
длину устройства.
Транспортировка готовых жгутов осуществляется перемещением шаблона 2 по направляющим 4. 111аблоны 2 перемещаются следующим образом. Элект5
ромеханргческие фиксаторы 5 шаблона 2 отключаются, п+1 шаблона верхнего ряда (один шаблон находится на левом лифтовом механизме 7) перемещается по направляющим 4 вправо до полного перехода крайнего правого шаблона 2 на лифтовой механизм 7 (правое), после чего данный шаблон перемещается лифтовым механизмом 7 в нижний ряд, из h+l плат две перемещают влево по направляющим 4 до полного перехода крайнего левого шаблона 2 нижнего ряда на левый лифтовой механизм 7, который перемещает крайний левый нижний шаблон 2 в верхний ряд. При необходимости цикл повторяется.
Работа устройства на фиг.2 в режиме раскладывания жгутов осуп.(ествля ется аналогигсгно работе на фиг.1 , При этом якори 15 двигателей управляются независимо, обеспечивая перемещение траверс 8 в соответствии с программой, раскладки жгутов. Транспортировка шаблонов 2 осуществляется следующим образом. Якори 15 с траверсами 8 перемещают таким образом, чтобы они установились между шаблоном 2 верхнего ряда, включая шаблон 2, находящийся на левом лифтовом механизме 7, Затем электромеханические фиксаторы 5 шаблонов отключаются. Электромагнитные фиксаторы 16 фиксируют шаблоны относительно якорей I 5 .- Затем синхронньм перемещением якорей 15 с траверсы 8 вправо шаблоны 2 участка перемегцаются в том же направлении до перехода крайнего правого шаблона 2 на правый лифтовой механизм 7, После этого фиксаторы 16 отключают,.освобождая верхний ряд шаблонов 2-. Крайний правый шаблон 2 перемещается лифтовым механизмом 7 в нижний ряд шаблонов 2. Далее фиксаторы i 7 фшссируют шаблоны 2 нижнего ряда попарно относительно яко- рей 15. Затем синхронным перемещение
якорей 15 с траверсами 8 влево шабло ны 8 нижнего ряда участка перемещаются в том же направлении до перехода крайнего левого шаблона 2 на ле- вый лифтовой механизм 7, который
затем перемещает крайний левый шабДОН 2 в верхний ряд шаблонов. При необходимости хдакл повторяется. Б данном варианте устройства отсутству С Т необходимость в отдельных приводах траверс и в отд ельных приводах перемещения шаблонов, что упрощает
3706
конструкцию и приводит к увеличению надежности и срока службы устройства. Кроме того, позиционирование шаблонов 2 осуществляется с большой точностью, равной точности позиционирования линейного шагового злектро- двигателя,которое может достигать 0,1- мкм.
Электромеханический фиксатор 5 и 37 (фиг.З) работает следующим образом.
Возбуждение обмотки 19 вызывает притяжение якоря 20 к сердечнику 18. Чток 21 с наконечником 22 перемещается до совпадения с пазом 23 шаблона 2,- который при этом фиксируется и центрируется. При отключении обмотки 19 якорь вместе со штоком 21 йозвращается в прежнее положение под действием возвратной пружины 24, освобождая шаблон 2.
Электромагнитный фиксатор 16 и 17 (фиг.4) работает аналогичным образом.
Возбуждение обмоток 32 и 33 вызывает притяжение сердечников 28 и 29 к якорям 34, жестко связанным с шаблоном 2. При зтом силы трения надежно фиксируют шаблоны 2 относительно фиксатора 16 или 17. При отключении обмоток 32 и 33 сердечники 28 и 29 под действием возвратных пружин возвращаются в прежнее положение.
Лифтовой механизм 7 (фиг.5) осуществляет перемещение пабпона 2 из одного ряда шаблонов в другой . После перехода шаблонов 2 с направляющих 4 участка на подвижную раму 35, она фиксируется злектромеханическими фиксаторами 37, а затем двигатель 39 через передачу 40 перемещает раму 35 с шаблоном 2 на уровень нужного ряда после чего фиксаторы 37 освобождают шаблон 2 и так перемещается вместе с другими шаблонами данного ряда с помощью приводов перемещения шабло-- нов 2.
Линейный шаговьй злектродвигатель (фиг,6) осуществляет перемещение якоря 15 с траверсой 8 путем последовательного взаимодействия возбужденных зубчатых зон полюсов 41 якоря 15 с зубцами направляющей 9. Зубцо- вые полюсов 41 якоря 15 последовательно возбуждаются при переключении обмоТок 42 якоря 15 двигателя в определенной последовательности.
Формула изобретени
1. Устройство для раскладки проводов в жгуты, содержащее расположенные на станине транспортирующий механизм и траверсы, соединенные с приводом, направляющие для траверс, шаблоны, расположенные на транспортирующем механизме, магазин для проводов и раскладывающую головку, расположенную на одной из траверс, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем повышения коэф82370 8
фициента загрузки оборудования, оно снабжено дополнительными магазинами для проводов и дополнительными раскладывающими головками, причем 5 основной и дополнительные магазины для проводов и дополнительные раскладывающие головки расположены на траверсах, а направляющие для траверс объединены в одну направляющую. 10 2. Устройство по П.1, отличающееся тем, что станина вьтолнена в сечении П-образной формы, а траверсы снабжены механизмами фиксации шаблонов.
фаг. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| Станок для раскладки проводов в жгуты | 1981 |
|
SU1040530A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
| Устройство для раскладки проводов в жгут | 1980 |
|
SU991630A1 |
| Устройство для изготовления объемных электромонтажных жгутов | 1987 |
|
SU1471334A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1246429A1 |
| Устройство для раскладки проводов в жгут | 1987 |
|
SU1466031A1 |
Изобретение относится к области электротехники, в частности к томатизированному технологическому оборудованию, и может быть использовано в областях техники, связанных с изготовлением сложноразветвленных жгутов проводов. Цепь изобретения - расширение эксплуатационных возможностей. Шаблоны 2 расположены на направляющих 4 для перемещения вдоль станины и снабжены фиксаторами 5. Траверсы 8 снабжены направляющими 9. Число траверс 8 равно или кратно числу шаблонов 2. Каждая траверса снабжена магазином 10 для проводов, механизмом 11 загрузки проводов и рас- кладьшающей головкой 12с направляю- ними 13-и с раскладывающим пальцем 14. Фиксация провода на шпильках 3 щаблона 2 осуществляется путем обхода их восьмеркой. После этого траверса 8 совершает координатные перемещения раскладывающего пальца 14, раскладьшая провод на шаблоне 2. Наличие на каждой траверсе 8 магази-. на 10 проводов и раскладывающей головки 12 позволяет устройству одновременно раскладьгоать несколько жгутов различных типоразмеров. 1 з.п. ф-лы. 6 ил. I О) to 00 ю О5 фиг.Г
сриг.З
26
25
282 :г/о
фиг Л
J8
зв
31
itQ
Фиг.6
Составитель З.Яшина Редактор Г.Гербер Техред И.Попович Корректор
Заказ 7290/60 Тираж 801Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11303.5, Москва, Ж-35, РауЕ1Ская наб. , д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
N
Я
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЕРТИКАЛЬНОГО РАСПРЕДЕЛЕНИЯ СКОРОСТИ ЗВУКА В ЖИДКИХ СРЕДАХ | 2006 |
|
RU2330248C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
