110405302
Изобретение относится к эпектротех-личных типов {для полного использования
нике и может быть использовано во всехвсего поля станка) каждый рва при смене
е мстях техники, связанных с примене-сорта провода координатному устройству
нием и изготовлением сложно разветвлен-приходится пересекать рабочую зону, что
ных жгутов проводов значительной протя - 5мешает проведению в ней последующих
женнбстью.операций с уже разложенными жгутами,
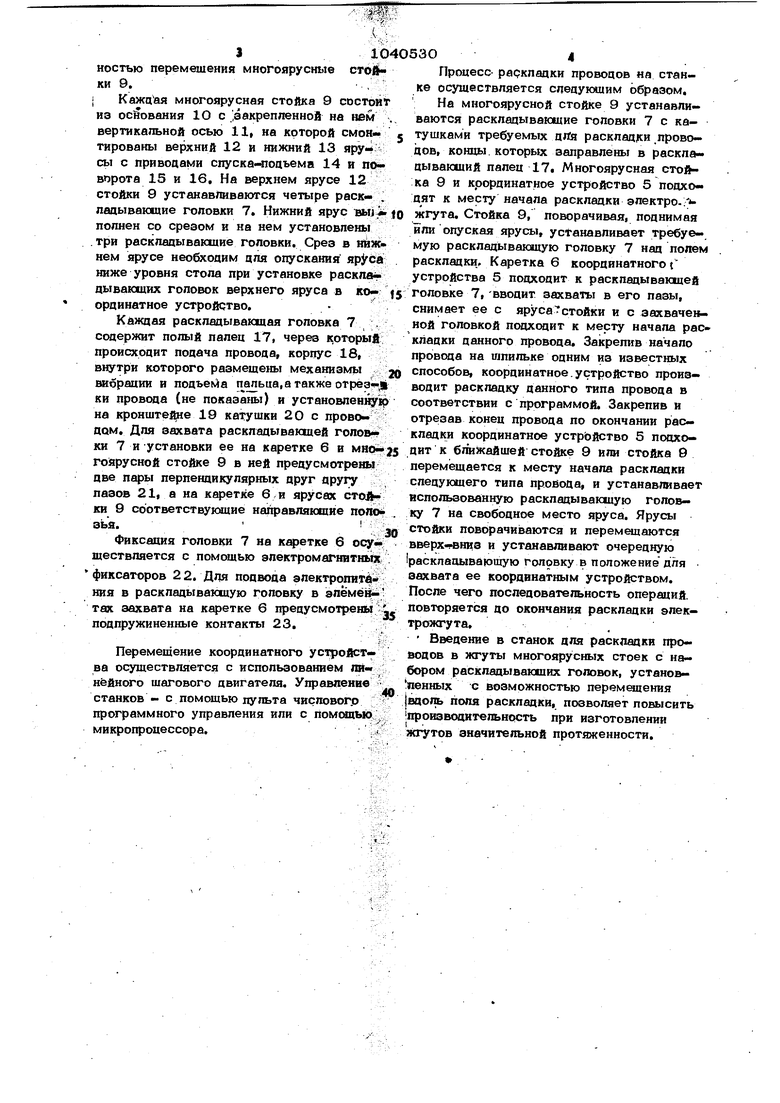
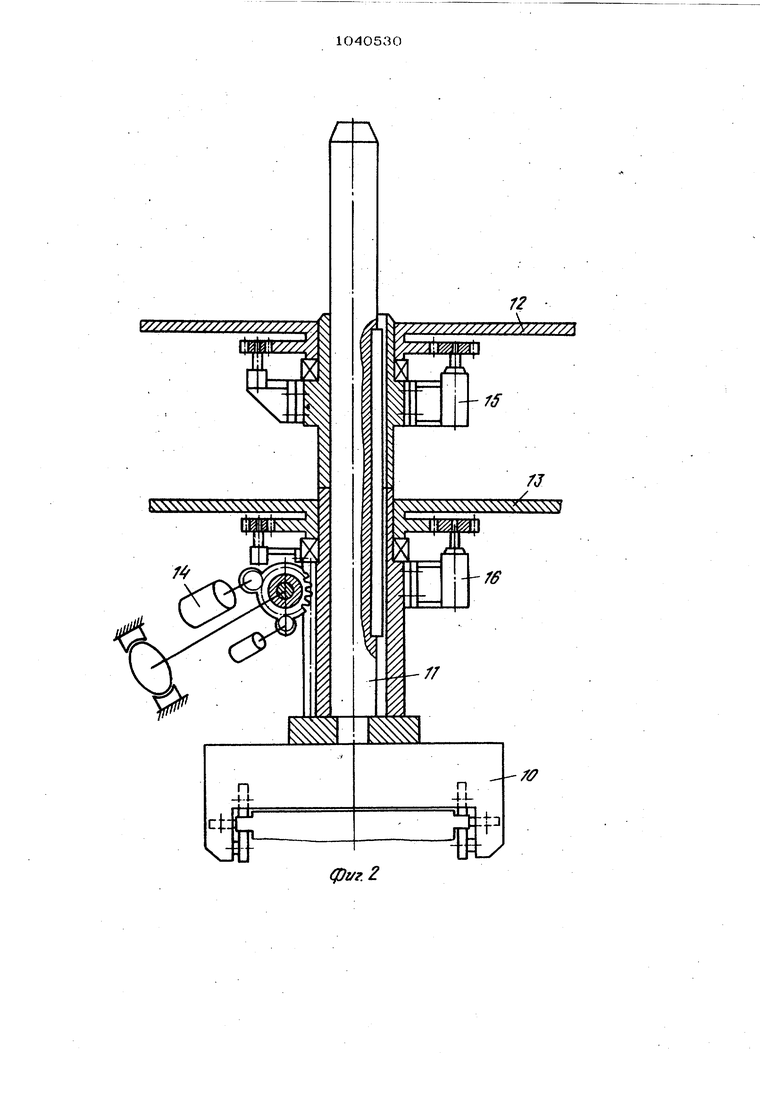
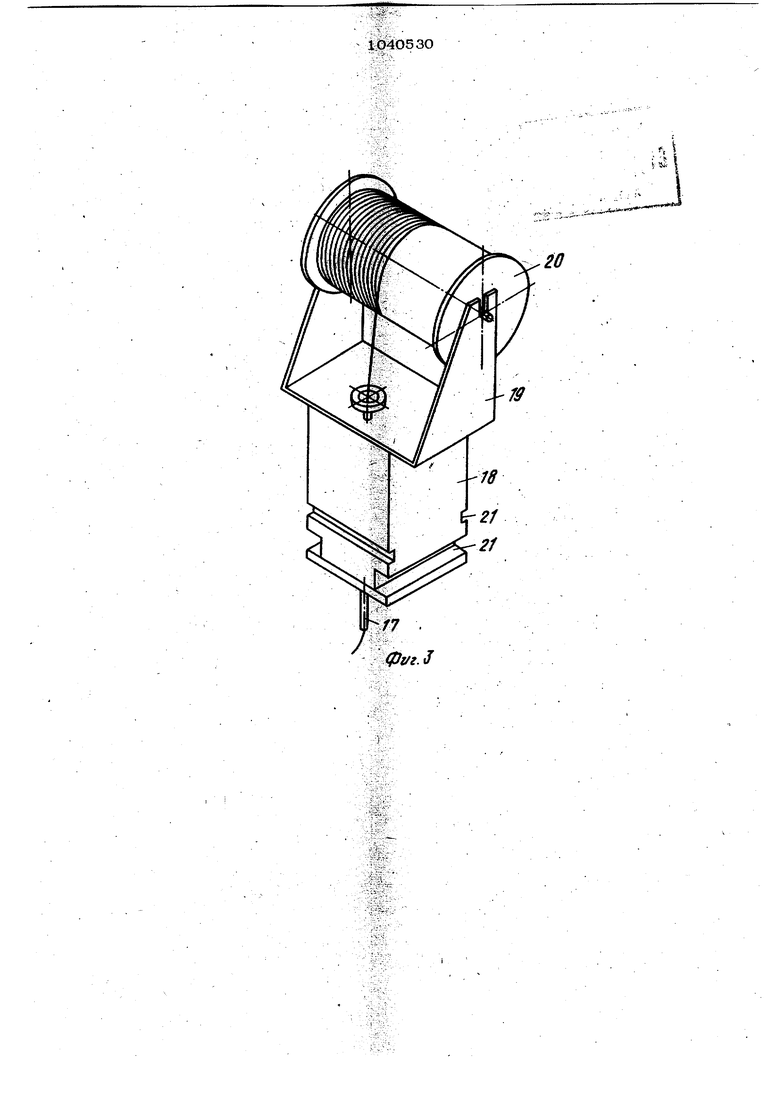
Известен автоматический станок для рвскладки проводов в жгуты, выполненный в виде двухкоординатного устройства, пе« ремещакшегЬся над шаблоном с адресными шпильками и снебженного раскладывающим пальцем. Отдающие катушки с проводом расположены вне поля раскладки в магазине катушек, а концы проводов заправлены в магазин проводов, представ- ts пякший собой набор раскладывающих го ловок, расположенный на одном из концов поля раскладки, при этом провод из магазина проводов в процессе раскладки тянется за раскладывающим пальцем через 20 все по;ю раскладки ij . Недостатком указанного станка является то, что провод независимо от направления раскладки тянется за раскладывающим пальцем, в результате чего при рас- кладке жгутов а:и протяженности может произойти запутывание его за адресные шпильки шаблона, что приведет к обрыву провода или, что еще более опасно, к изготовлению бракованного жгута, имеющего деформированный {подучивший растяжение) провод, который в процессе эксплуатации жгута может вывести его из строя. Известен другой станок для раскладки проводов в жгут, содержащий монтажный стол, координатное устройство в виде каретки с раскладывающей головкой и травероы с направляющими для их перетмшцения, и набор сменных раскладывающих головок . t.. В таком станке раскладывающие головки стационарно установлены вне поля раскладки и содержат: катушки с проводом а смена сорта провода осуществляется путем замены одной раскладывающей головки вместе с катушкой на другую И.; Однако в процессе раскладки жгутов значительной протяженности при смене сорта провода координатному устройству приходится совершать перемещение к магазину раскладывающих головок, .что связано с большими холостыми перебегами и потерей времени. Недостатком устройства является также то, что при последовательной раскладке на столе станка нескольких отдельных электрожгутов, одинаковых или разнапример вязку, зачистку концов и т, д. Цель изобретения - повышение производительности станка при изготовлении 10 Протяженных хомутов путем сокращения холостых ходов и .быстрой замены сорта провода в любой рабочей зоне стола, а также за счет обеспечения возможности производить одновременно с раскладкой последующие операции с уже разложенными жгутами. Поставленная цель достигается тем, что станок для раскладки проводов в жгуты, содержащий монтажнь1й стол, располо- женное над ним координатное устройство, выполненное в виде каретки с раскладывающей головкой и траверсы с направляющими для их перемешения. и набор сменных раскладывающих головок, снабжен расположенными вдоль монтажного стола дополнительными направляющими и устан- новленным на последних, по крайней мере одним подвижным узлом, в котором размещен набор сменных раскладывающих головок. При этом подвижный узел выполнен в виде многоярусной стойки, установленной с возможностью спуска-подъема и поворота ярусов относительно вертикаль- ; ной оси стойки. На фиг. 1 изображен станок для раекладки проводов; на фиг. 2 - многоярусная стойка, вертикальный разрез} на фиг, 3 - раскладывающая головка, аксонометрия; на фиг. 4 - раскладывающая головка, частичный вид спереди; на фиг. 5 - частичный разрез А-А на фиг. 4. Станок для раскладки проводов в жгуты состоит из станины, представляющей собой набор стыкуемых столов 1, с помощью которых можно набрать поле раскладки любой требуемой длины, кратной длине одной секции. На верхней монтажной плоскости 2 стола 1 расположены в виде ко- . ординатной сетки отверстия, в которые в соответствии с требуемой конфигурацией гжгута вставлень. адресные шпильки 3. Столы 1 имеют направляющк0 4, по которым вдоль поля раскладки перемещается координатное устройство 5 с кареткой 6, йесущей на себе сменную раскпадывакшую головку:. 7. Вдоль состыкованных столов 1 смонтированы дополнительные направляющие 8, на которых установданы с возможностью перемещения многоярусные стой ки 9. I Кажцая многоярусная стойка 9 состоит из основания 1О с .закрепленной на нем вертикальной осью 11 на которой смой, тированы верхний 12 и нижний 13 ярусы с приводами спускамюцъема 14 и поворота 15 и 16, На верхнем ярусе 12 стойки 9 устанавливаются четыре раск . ладываюшие головки 7. Нижний ярус вьц полнен со срезом и на нем установлены . три раскладывавшие головки. Срез в ниж нем ярусе необходим для опускания ниже уровня стола при установке раскладывающих головок верхнего яруса в координатное устройство. Каждая раскладывающая головка 7 содержит полый палец 17, через который происходит подача провода, корпус 18t внутри которого размеще№1 механизмь вибрации и подъема п альца.атакже отреаЦ ки провода (не показаны) и установленну1р на кронште Ше 19 катушки 20 с проводом. Для захвата раскладывающей голов- ки 7 и установки ее на каретке 6 и многоярусной стойке 9 в ней предусмотрены две пары перпендикулярных друг другу пазов 21, а на каретке 6 и ярусах CTOJIh ки 9 соответствующие на1фавля1сщие попезья. Фиксация головки 7 на каретке 6 осуществляется с помощью электромагнитных фиксаторов 22. Для подвода электропитания в раскладывающую головку в элёментах захвата на каретке 6 предусмотрены подпружиненные контакты 23, Перемещение координатного устройства осуществляется с использованием пинёйного шагового двигателя. Управление станков - с помощью пульта чисповогр программного управления или с помсшью микропроцессора.,« Процесс- раркладкн проводов ня станке осуществляется следующим образом. На многоярусной стойке 9 устанавливаются раскладывающие головки 7 с катушками требуемых дпСя раскладки .проводов, концы, которых заправлены в раскладывающий палец 17, Многоярусная стойка 9 и крординатное устройство 5 подходят к месту начала раскладки электро.; жгута. Стойка 9, поворачивая, поднимая или опуская ярусы, устанавливает требуемую раскладывающую головку 7 над полем раскладки. Каретка 6 координатного t устройства 5 подходит к раскладывающей головке 7, вводит захваты в его пазы, снимает ее с яруса стойки и с захваченной головкой подходит к месту начала раскладки данного провода. Закрепив начало провода на шпильке одним из известных способов, координатное.устройство производит раскладку данного типа провода в соответствии с программой. Закрепив и отрезав конец провода по окончании раскладки координатное устрЬйство 5 подхо- Дит к ближайшей стойке 9 или стойка 9 перемещается к месту начала раскладки следующего типа провода, и устанавливает использованную раскладывающую головку 7 на свободное место яруса. Ярусы стойки поворачиваются и перемещаются вверх«вниэ и устанавливают очередную раскладывающую головку в положение для захвата ее координатным устройством. После чего последовательность операций, повторяется до окончания раскладки электрожгута. Введение в станок для раскладки проводов в жгуты многоярусных стоек с набором раскладывающих головок, установпенных с возможностью перемш1ения |вдоль поля раскладки, позволяет повысить Производительность при изготовлении жгутов значительной протяженности.
фг/.2
Л7
;
/ff
- /J
Z7w.tf
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для раскладки проводов в жгуты | 1984 |
|
SU1282370A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Устройство для раскладки проводов в жгут | 1987 |
|
SU1466031A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Шаблон для автоматической раскладки проводов в жгут | 1977 |
|
SU693444A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
1. СТАНОК ДЛЯ РАСКЛАДКИ ПРОВОДОВ В ЖГУТЫ, содержащий монтаж ный стоп, расположенное над ним коорди натное устройство, выполненное в виде кгнретки с раскладывающей головкой и гравео-,; сЫ с направпякяцими для их перемещения, и 97 набор сменных раскладывающих головок, отличающийся тем, что, с целью повышения производительности при изготовлении жгутов значительной протяженности, он снабжен расположенными- вдоль монтажного стола дополнительными направляющими и установленными на последних по крайней мере одним подвижным узлом, в котором расположен набор сменных раскладывающих головок. 2. Станок по п. 1, о т л и ч а ю щ и и с и тем, что подвижный узел выполйен в виде многоягрусной стойки, установленной с возможностью спуска-подг ема и поворота ярусов относительно вертикальной оси стойки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ N 1299336, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
