При использовании труднолетучего растворителя, примером которого может служить вода, продолжительность вакуумироваиия выбирается по верхнему пределу указанного временного иитервала. В этом случае вакуумирование свыше 210 мнн нецелесообразно, так как приводит к снижению производительности труда.
При использовании смешаниого водпоспиртового растворителя продолжительность вакуумирования находится внутри указанного временного интервала.
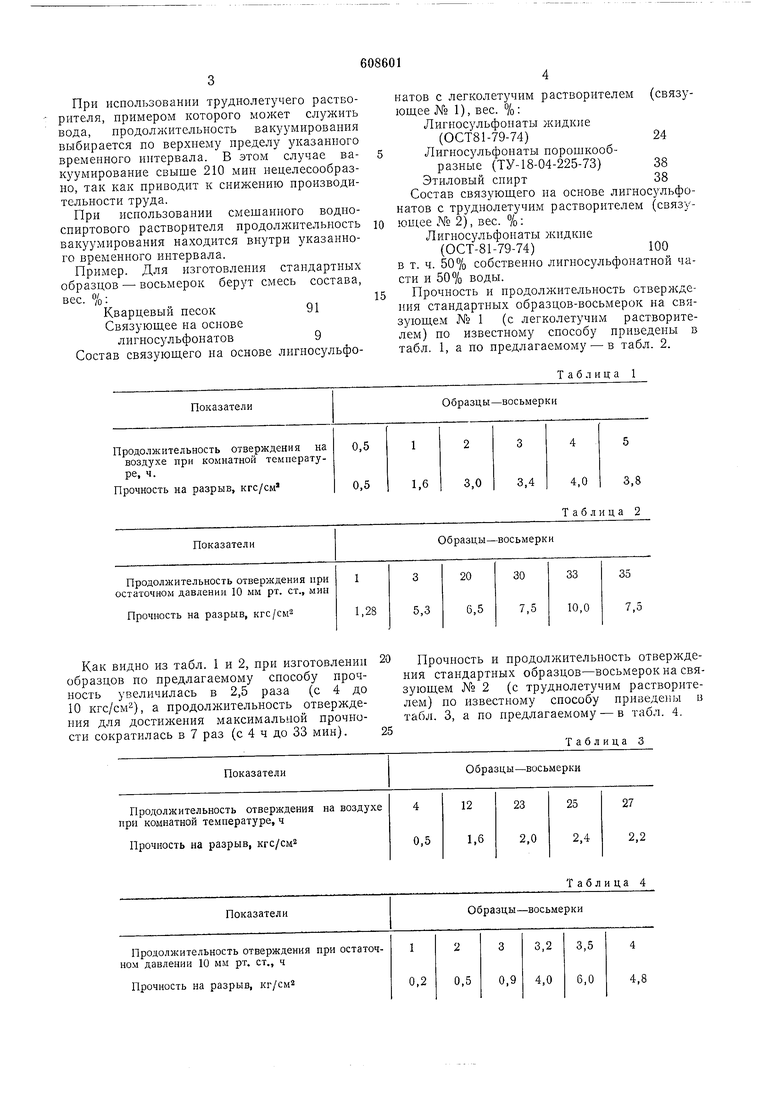
Пример. Для изготовления стандартных образцов - восьмерок берут смесь состава.
вес. %:
91
Кварцевый песок Связующее иа основе
лигносульфонатов9
Состав связующего на основе лигносульфонатов с легколетучим растворителем (связующее № 1), вес. %:
Лигносульфонаты жидкие
(ОСТ81-79-74)24
Лигносульфонаты порошкообразные (ТУ-18-04-225-73)38
Этиловый спирт38
Состав связующего иа основе лигносульфонатов с труднолетучим растворителем (связующее Afb 2), вес. %:
Лигносульфонаты жидкие
(ОСТ-81-79-74)100
в т. ч. 50% собственно лигносульфонатной части и 50% воды.
Прочность и продолжительность отверждения стандартных образцов-восьмерок на связующем № 1 (с легколетучим растворителем) по известному способу приведены в табл. 1, а по предлагаемому - в табл. 2.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Связующее для формовочных и стержневых смесей литейного производства | 1976 |
|
SU604237A1 |
| Способ отверждения литейных стержней и форм | 1976 |
|
SU700272A1 |
| Способ изготовления литейных стержней и форм при использовании лигносульфонатов в качестве связующего и состав связующего | 1976 |
|
SU599423A1 |
| Связующее теплового отверждения для изготовления литейных форм и стержней | 1980 |
|
SU910307A1 |
| Способ приготовления холоднотвердеющих смесей для изготовления литейных форм и стержней | 1980 |
|
SU944734A1 |
| Смесь для изготовления литейных форм и стержней | 1975 |
|
SU557858A1 |
| Смесь для изготовления литейных стержней и форм | 1978 |
|
SU721979A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1981 |
|
SU1115308A1 |
| ЭМУЛЬСИОННОЕ СВЯЗУЮЩЕЕ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2002 |
|
RU2227080C1 |
| СВЯЗУЮЩЕЕ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2010 |
|
RU2438827C1 |
Как видно из табл. 1 и 2, при изготовлении образцов по предлагаемому способу прочность увеличилась в 2,5 раза (с 4 до 10 кгс/см), а продолжительность отверждения для достижения максимальной прочности сократилась в 7 раз (с 4 ч до 33 мин).
Показатели
Таблица 2
Прочность и продолжительность отверждения стандартных образцов-восьмерок на связующем № 2 (с труднолетучим растворителем) по известному способу приведены в табл. 3, а по предлагаемому - в табл. 4.
Таблица 3
Таблица 4
Образцы-восьмерки
Как видно из табл. 3 и 4, при изготовлении образцов по предлагаемому способу прочность возрастает в 2,5 раза (с 2,4 до 6,0 кгс/ /см, а продолжительность отверждения для достижения максимальной прочности сокращается в 7 раз (с 25 до 3,5 ч).
Показатели
Результаты, приведенные в табл. 5 н 6, подтверждают оптимальность выбранных режимов вакуумирования форм и стержней в оснастке.
Таким образом, предлагаемый способ изготовлення литейных форм и стерлсней обеснечивает сокращение продолжнтельностл их отверждения и повышение прочности.
Формула изобретения
Снособ изготовления литейных форм н стержней со связующим на основе лнгносульДанные, характеризующие зависимость продолжительности отверждения до достижения максимальной прочности от остаточного давления для смесей со связующим N° 1 присвязующим АО 2 - в
ведены в табл. 5, а со табл. 6.
Таблица 5
Таблица 6
Образцы-восьмерки
фонатов, включающий перемещивание огнеупорного наполнителя, связующего и растворителя до состояния готовности смеси, формообразование н выдержку форм и стержней в оснастке, отличающийся тем, что, с целью сокращения продолжительности отверждення и повышения прочности форм и стержней, формы и стержни выдерживают в оснастке при изобарном давлении 5-15 мм рт. ст. в течение 3-210 мин.
