1
Изобретение относится к кузнечно-штак и повочному производству и предназначено для изготовления патрубков в крупногабаритных обечайках, используемых, например, для корпусов атомных реакторов, в энергетическом и химическом машиностроении.
Известен способ изготовления патрубков в крупногабаритных обечайках, заключающийся в прошивке отверстия под отбортовку и последующей отбортовке па трубка| -fj,
Недостатком данного способа является невысокая прочность соединения патрубка с обечайкой, а также то, что получаемая высота патрубка ограничена объемом деформируемого металла, который главным образом зависит от соотношения толщины обечайки и диаметра патрубка.
Цель изобретения - увеличение прочности соединения патрубка с обечайкой и обеспечение возможности получения патрубков значительлой высоты.
Для этого обечайку в месте расположени патрубков предварительно утолшают, а затем после прошивки отверстий и отбортовки их, .производят обжим патрубков до заданного ра
мера с одновременной подсадкой их по высоте и раздачей вкугреннего диаметра, перемещая излишек металла в зону соединения патрубка с обечайкой.
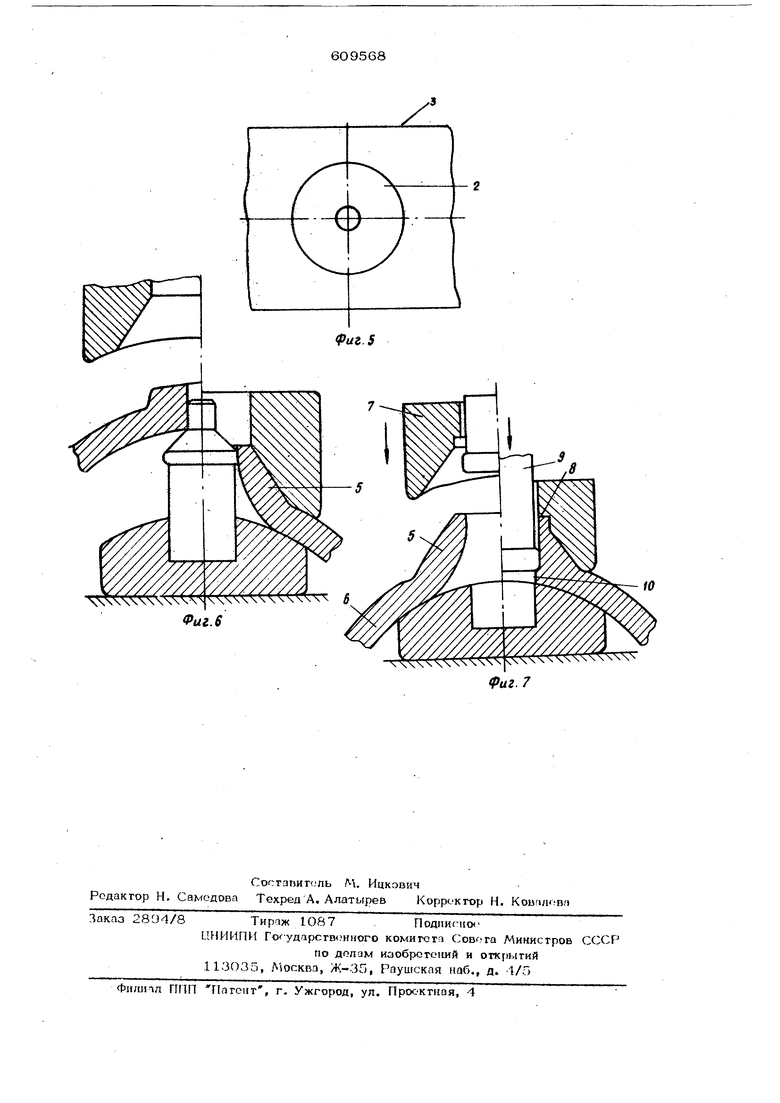
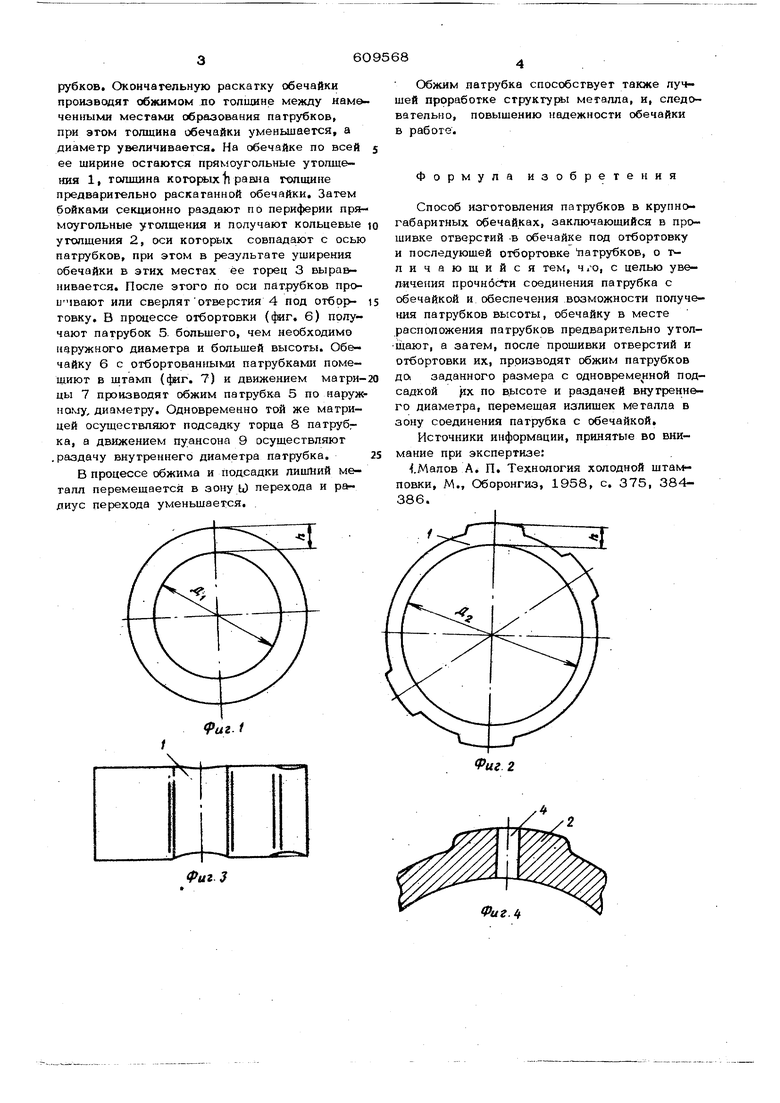
На фиг. 1 изображена) предваригельно раскатанная j обе чайка; на (|мг. 2 - окончательно раскатаннаяобечайка; на фиг. 3 - то же, вид сверху; на фиг. 4- разрез обечайки в зоне патрубка после прошивки отверстия; на фиг. 5 - то же, виц сверху; на фиг. 6 отбортовка патрубка в начальный (слева) и конечный (справа) моменты; на фиг. 7 - обжим патрубка с подсадкой и раздачей вну1 реннего отверстия в начальный (слева) и конечный (справа) моменты.
Сущность способа поясняется на примере изготовления обечайки корпуса атомного реактора.
Из целого или полого слитка необходимейго развеса раскаткой получают гладкую об&чайку заданной ширины и толщины. Толщина предварительно раскатанной обечайки рассчитывается из условия необходимого объема металла для образования патрубка. По периметру обечайки размечают расположение пагрубков. Окончательную раскатку обечайки производят (Джимом по толщине между наме ченными местами образования патрубков, при этом толщина обечайки уменьшается, а диаметр увеличивается. На обечайке по всей ее ширине остаются прямоугольные утолщения 1, толщина KOTOfbixti равна толщине предварительно раскатанной обечайки. Затем бойками секционно раздают по периферии пря моугольные утолщения и получают кольцевые утолщения 2, оси которых совпадают с осью патрубков, при этом в результате уширения обечайки в этих местах ее торец 3 выра&нивается. После этого по оси патрубков прои 1вают или сверлятотверстия 4 под отбортовку, В процессе отбортовки (4иг. 6) получают патрубок 5. больщего, чем необходимо наружного диаметра и больщей высоты. Обечайку 6 с отбортованными патрубками помещиют в штамп (4иг. 7) и движением матрицы 7 производят обжим патрубка 5 по наруж ному, диаметру. Одновременно той же матрицей осуществляют подсадку торца 8 патрубг ка, а движением пуансона 9 осуществляют .раздачу внутреннего диаметра патрубка, В процессе обжима и Подсадки лищиий металл перемещается в зону ь) перехода и радиус перехода уменьшается.
Фиг-З
Фиг. Обжим патрубка способствует также лучшей проработке структуры металла, и, следовательно, повышению надежности обечайки в работе. Формула изобретения Способ изготовления патрубков в крупногабаритных обечайках, заключающийся в прошивке отверстий .в обечайке под отбортовку и последующей отбортовке патрубков, о тличающийся тем, ч го, с целью увеличения прочнбЛи соединения патрубка с обечайкой и обеспечения возможности получения патрубков высоты, обечайку в месте расположения патрубков предварительно утолщают, а затем, после прошивки отверстий и отбортовки их, производят обжим патрубков до. заданного размера с oднoвpeмe нoй подсадкой рх по высоте и раздачей виутреннего диаметра, перемещая излишек металла в зону соединения патрубка с обечайкой. Источники информации, принятые во внимание при экспертизе: fManoB А. П. Технология холодной штамповки, М., Оборонгиз, 1958, с. 375, 384386.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых цилиндрических изделий | 1988 |
|
SU1540918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706392C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2014 |
|
RU2572687C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК С ТОРЦЕВЫМИ БУРТАМИ | 1994 |
|
RU2088364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |