Цепь изобретения - повысить производительность сборки.
Эта цель достигается тем, что зигзагообразную проволоку закрепля эт на гибких элементах, которые затем наматывают на цилиндрическую оправку и yдepживak)т в таком состоянии до надевания на спираль нагревателя керамических шайб.
На фиг, 1 изображено устройство для осуществления предлагаемого способа,
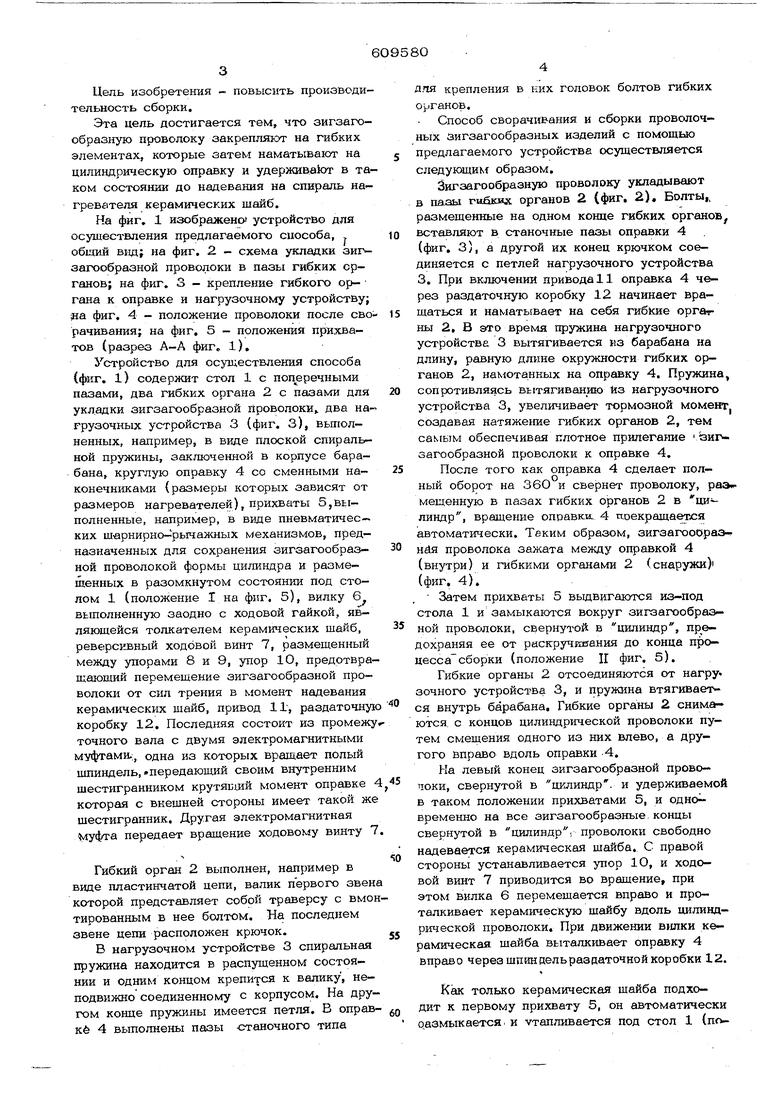
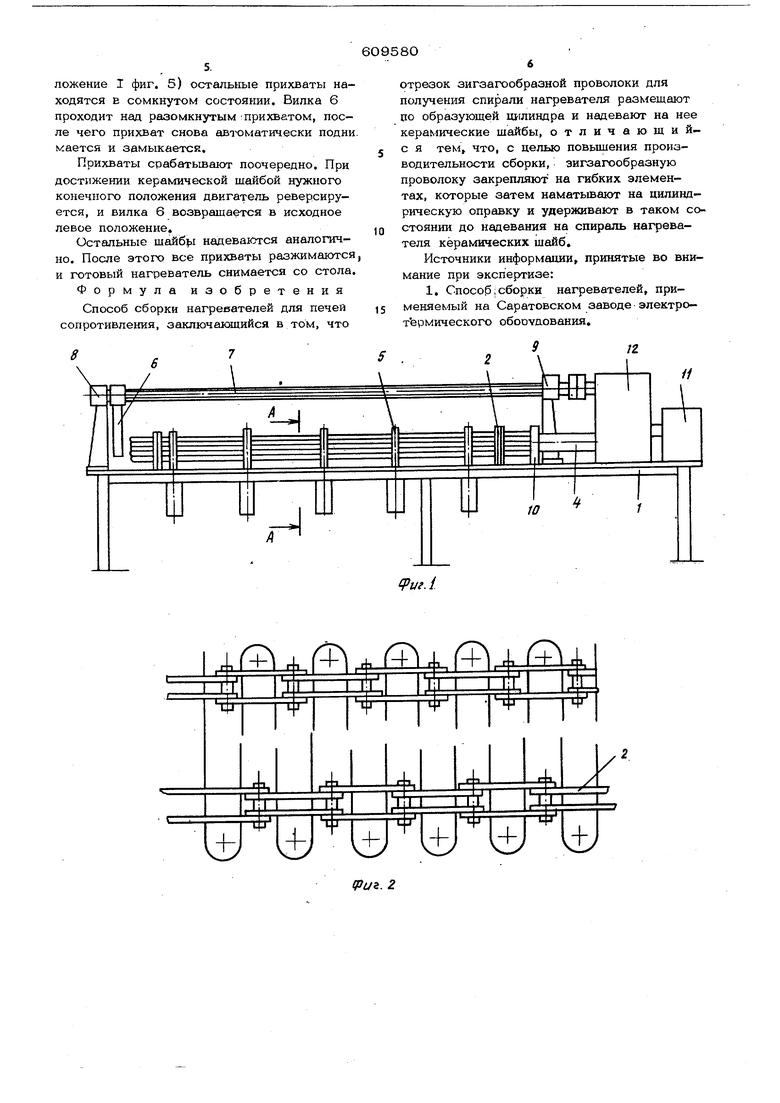
общий В1щ; на фиг. 2 - схема укладки зиг загообразной проволоки в пазы гибких органов; на фиг. 3 - крепление гибкого органа к оправке и нагрузочному устройству; fia фиг. 4 - положение проволоки после сво рачивания; на фиг, 5 - положения прихватов (разрез А-А фиг, 1).
Устройство для осуи;.ествления способа {фиг, 1) содержит стол 1 с поп еречными пазами, два гибких органа 2 с пазами для укл.адки Зигзагообразной проволоки два нагрузочных устройства 3 (фиг. З), выполненных, например, в виде плоской спиральной пружины, заключенной в корпусе барабана, круглую оправку 4 со сменными наконечниками (размеры которых зависят от размеров нагревателей), прихваты 5,вь1- полненные, например, в виде пневматических шарнирно-рычажных механизмов, предназначенных для сохранения зигзагообраз- ной проволокой формы цилиндра и размещенных в разомкнутом состоянии под столом 1 (положение I на фиг. 5), вилку 6 выполненную заодно с ходовой гайкой, являющейся толкателем керамических шайб, реверсивный ходовой винт 7, размещенный между упорами 8 и 9, упор 10, предотвращающий перемещение зигзагообразной проволоки от сил трения в момент надевания керамических щайб, привод li, раздаточную коробку 12. Последняя состоит из промежуточного вала с двумя электромагнитными муфтами.;, одна из которых врашает полый шпиндель, «передающий своим внутренним шестигранником крутящий момент оправке 4 которая с внешней стороны имеет такой же шестигранник. Другая электромагнитная передает вращение ходовому винту 7
Гибкий орган 2 выполнен, например в
виде пластинчатой цепи, валик первого звена которой представляет собой траверсу с вмонтированным в нее болтом. На последнем звене цепи расположен крючок.
В нагрузочном устройстве 3 спиральная пружина находится в распущенном состоянии и одним концом крепится к валику , неподвижно соединенному с корпусом. На другом конце пружины имеется петля. В оправкё 4 выполнены пазы -станочного типа
Д.тя крепления в них головок болтов гибких ojjraHOB.
Способ сворачивания и сборки проволочных зигзагообразных изделий с помощью предлагаемого устройства осуществляется
следующим образом.
Зигзагообразную проволоку укладывают в пааы гибких органов 2 (фиг. 2), Болты,, размещенные на одном конце гибких органов вставляют в станочные пазы оправки 4 (фиг. 3), а другой их конец крючком соединяется с петлей нагрузочного устройства 3. При включений привода 11 оправка 4 через раздаточную коробку 12 начинает вращаться и наматывает на себя гибкие оргвтны 2, В это время пружина нагрузочного устройстве 3 вытягивается из барабана на длину, равную длине окружности гибких органов 2, намотанных на оправку 4. Пружина сопротивляясь вытягиванию из нагрузочного устройства 3, увеличивает тормозной момеге создавая натяже1гае гибких органов 2, тем самым обеспечивая плотное пpилeгa шe Ьиг загообразной проволоки к оправке 4.
После того как оправка 4 сделает полный оборот на 36О и свернет проволоку, раэмещенную в пазах гибких органов 2 в цилиндр, вращение оправки. 4 иоекращаетля автоматически. Таким образом, зигзагооораз нйя проволока зажата между оправкой 4 (внутри) и гибкими органами 2 (снаружи)| (фиг, 4).
. Затем прихваты 5 вьщвигаются из-под стола 1 и замыкаются вокруг зигзагообразной проволоки, свернутой в цилиндр, пр едохраняя ее от раскручивания до конца процессасборки (положение II фиг. 5).
Гибкие органы 2 отсоединяются от нагру зочного устройства 3, и пружина втягивается внутрь барабана. Гибкие органы 2 снимаются с концов цилиндрической проволоки путем смещения одного из них влево, а другого вправо вдоль оправки-4.
На левый конец зигзагообразной провопоки, свернутой в цилиндр, и удерживаемой в таком положении прихватами 5, и одно временно на все зигзагообразные, концы свернутой в цилиндр, проволоки свободно надевается керамическая шайба. С правой стороны устанавливается упор 10, и ходовой винт 7 приводится во вращение, при этом Вилка 6 перемещается вправо и проталкивает керамическую шайбу вдоль цилиндрической проволоки. При движении вилки керамическая шайба выталкивает оправку 4 вправо через шпиндельраздаточнойкоробки 12.
Как только керамическая шайба подходит к первому прихвату 5, он автоматически оазмыкается и утапливается под стол 1 (положение 1 фиг. 5) остальные прихваты находятся в сомкнутом состоянии. Вилка б проходит над разомкнутым :прихветом, после чего прихват снова автоматически подни мается и замыкается. Прихваты срабатывают поочередно. При достижении керамической шайбой нужного конечного положения двигатель реверсируется, и вилка 6 возвращается в исходное левое положение. Остальные надеваются аналогично. После этого все прихваты разжимаются и готовый нагреватель снимается со стола. Формула изобретения Способ сборки нагревателей для печей сопротивления, заключающийся в том, что 8О отрезок зигзагообразной проволоки для получения спирали нагревателя размещают по образующей щшиндра и надевают на нее керамические шайбы, отличающийс я тем, что, с целью повышения производительности сборки, зигзагообразную проволоку закрепляют на гибких элементах, которые затем наматывают на цилиндрическую оправку и удерживают в таком состоянии до надевания на спираль нагревателя керамических шайб. Источники информации, принятые во внимание при экспертизе: 1. Способ,сборки нагревателей, применяемый на Саратовском заводе электро- термического оборудования.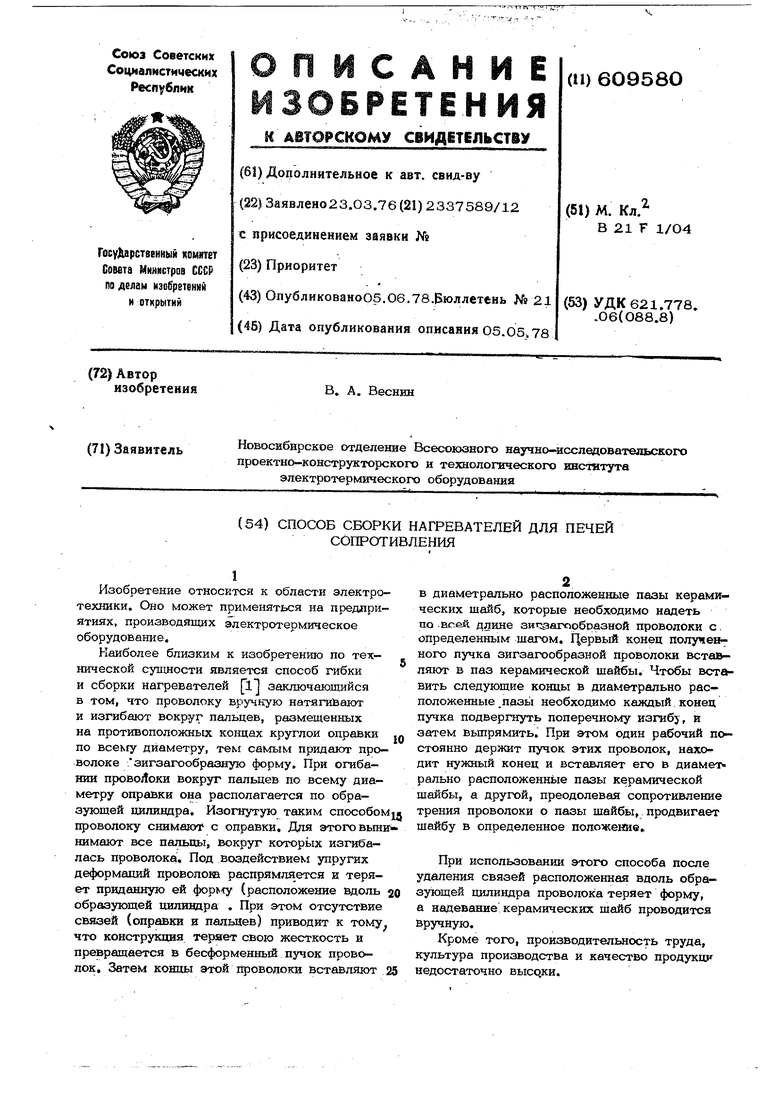
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки нагревателей для печей сопротивления | 1977 |
|
SU677794A1 |
| Устройство для намотки катушек статоров электрических машин | 1979 |
|
SU1079186A3 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Механизм перемещения рабочего органа (его варианты) | 1983 |
|
SU1209970A1 |
| Оправка для крепления деталей | 1986 |
|
SU1388196A1 |
| Предохранительное устройство ворот шлюза | 1986 |
|
SU1344857A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОГО ИЗМЕРЕНИЯ ПРОДОЛЬНОГО СОПРОТИВЛЕНИЯ ПОЧВЫ | 2011 |
|
RU2457484C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| УСТРОЙСТВО ДЛЯ ДИЛАТАЦИИ ПОЛЫХ ОРГАНОВ | 1990 |
|
RU2063249C1 |
| Способ изготовления электронагревателя и способ изготовления изоляционной гильзы | 1982 |
|
SU1040628A1 |
(рщ. 2
3
иг.З
Uf.
