сил трения в момент монтажа керамических шайб, привод И, раздаточную коробку 12, промежуточный вал которой снабжен двумя электромагнитными муфтами, одна из которых вращает полый шпиндель, передающий крутящий момент оправке 4, а другая электромагнитная муфта передает вращение ходовому винту 7.
Гибкий орган 2 выполнен в виде пластинчатой цепи, валик первого звена которой представляет собой траверсу, в отверстие которой вмонтирован болт. Болт головкой входит в паз оправки 4 и может перемещаться по нему. При вращении оправки 4 цепь наматывается на нее. В пластинах цепи имеются пазы для укладки зигзагообразной проволоки. На валике последнего звена цепи смонтирован крюк для соединения с тормозным устройством 3.
Тормозное устройство 3 представляет собой плоскую спиральную пружину, заключённую в барабане корпуса.
Пружина в барабане находится в ненагруженном состоянии, вне барабана остается только петля для крепления крюка гибкого органа 2. Другой конец крепится к валику, неподвижно соединенному с корпусом.
Оправка 4 выполнена составной из хвостовика, наконечника и промежуточной трубы. Хвостовик соединяется со шпинделем раздаточной коробки 12. Другой конец хвостовика имеет резьбу для соединения с трубой и паз для крепления гибкого органа 2. Наконечник оправки 4 имеет такой же паз. Промежуточная труба выполняется различной длины, соответствующей длине отрезка зигзагообразной проволоки. Диаметры наконечника и хвостовика могут быть различны в зависимости от диаметра нагревателя.
Ходовая гайка соединяется с вилкой 6 при помощи пальца так, что при монтаже керамической шайбы рабочая плоскость вилки 6 располагается перпендикулярно оси ходового винта, а при холостом ходе - параллельно и при обратном ходе не сдвигает с места надетых ранее керамических щайб.
Фиксаторы 5 выполнены в виде двух полуколец, нижние концы которых соединены шарнирно с головкой ползуна. Полукольца соединены тягами с серьгой, смонтированной на штоке поршня.
Работа устройства осуществляется следующим образом.
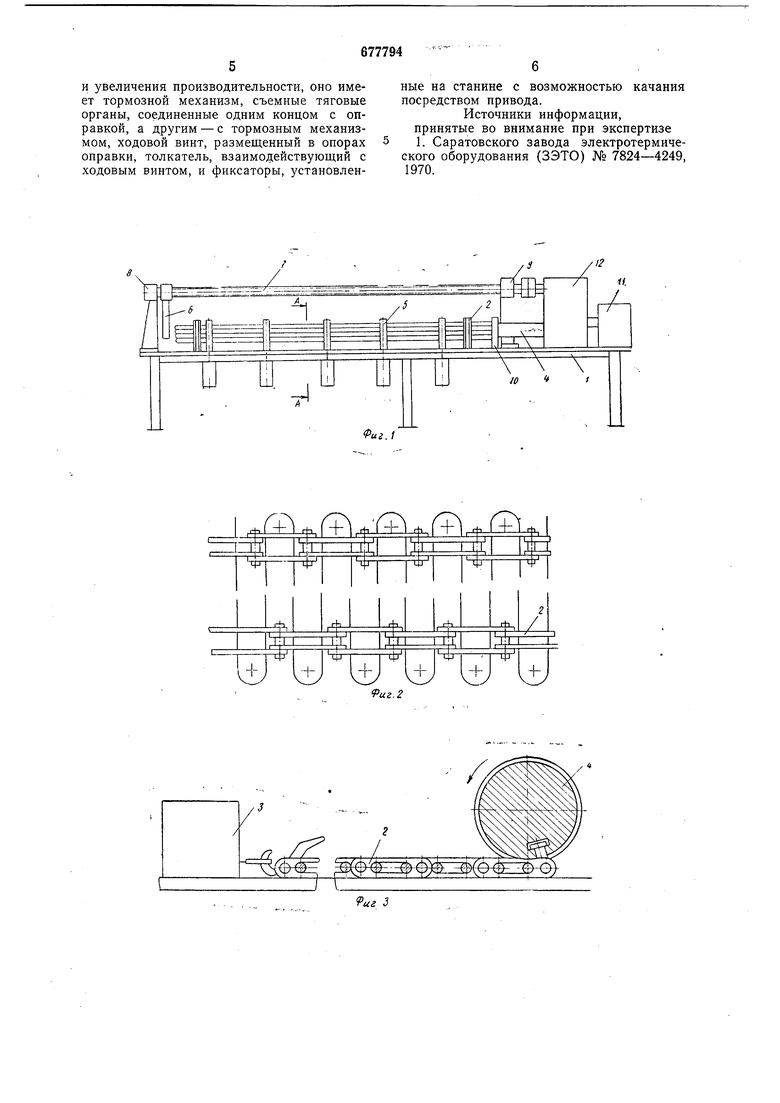
Зигзагообразная проволока з кладывается в пазы гибких органов 2 (фиг. 2), болты, размещенные на одном конце гибких органов, вставляются в пазы оправки 4 (фиг. 3), а другой конец их крюком соединяется с петлей нагрузочного устройства 3. Включается привод 11 и оправка 4 через раздаточную коробку 12 начинает вращаться и наматывает на себя гибкие органы 2. В это время пружины нагрузочных устройств 3
вытягиваются из барабанов на длину, равную длине окружности гибких органов 2, намотанных на оправку 4. Пружины, сопротивляясь вытягиванию из нагрузочного
устройства 3, увеличивают тормозной момент, создавая натяжение гибких органов 2, тем самым обеспечивают плотное прилегание проволоки к оправке 4. После того, как оправка сделает полный
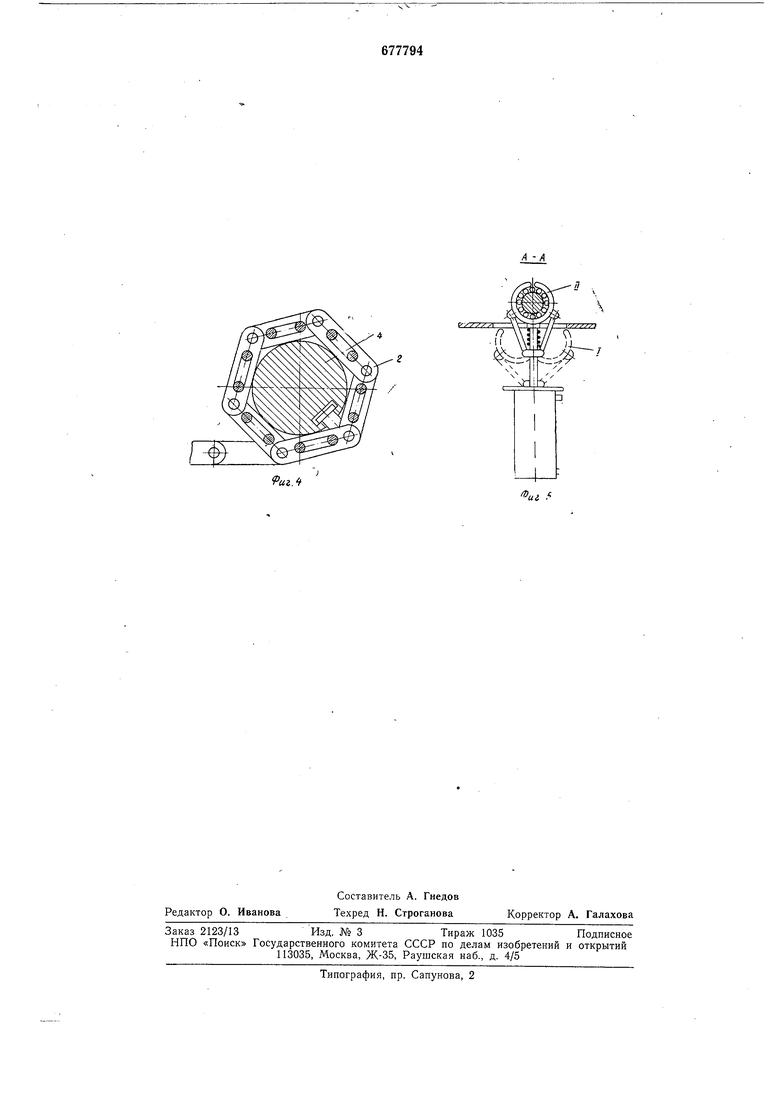
оборот на 360° и свернет проволоку в цилиндр, вращение оправки прекращается. Таким образом зигзагообразная проволока оказывается зажатой между оправкой 4 внутри и гибкими органами 2 снаружи
(фиг. 4). Затем фиксаторы 5 выдвигаются и замыкаются вокруг зигзагообразной проволоки, свернутой в цилиндр, предохраняя ее от раскручивания до конца процесса сборки (полож. П фиг. 5).
Далее гибкие органы 2 отсоединяются от нагрузочных устройств 3 и пружины втягиваются внутрь барабана. Гибкие органы 2 снимаются с концов цилиндрической оправки. Затем на один конец зигзагообразной
проволоки, свернутой в цилиндр и удерживаемой в таком положении фиксаторами 5, надевается керамическая шайба. При этом керамическая шайба надевается свободно, одновременно на ate зигзагообразные концы свернутой в цилиндр проволоки.
С другой стороны устанавливается упор 10 и ходовой винт 7 приводится во вращение. При вращении ходового винта 7 ходовая гайка вместе с толкателем 6 перемещается и проталкивает керамическую шайбу
вдоль оправки. При движении толкателя 6
керамическая шайба выдавливает оправку
4 через шпиндель раздаточной коробки 12.
Как только керамическая шайба подходит к первому фиксатору 5, он размыкается и утапливается (полож. I, фиг. 5), тогда как остальные фиксаторы 5 находятся в сомкнутом положении. Толкатель 6 проходит над разомкнутым фиксатором 5, после
чего фиксатор 5 снова поднимается и замыкается.
Процесс срабатывания фиксаторов 5 повторяется поочередно. При достижении керамической шайбой нужного конечного положения двигатель реверсируется и толкатель 6 возвращается в исходное положение. Таким же образом монтируются и остальные шайбы. После этого все фиксаторы 5 размыкаются и готовый нагреватель снимается со стола 1.
Формула изобретения
Устройство для сборки нагревателей для печей сопротивления, содержащее приводную цилиндрическую оправку, установленную в опорах на станине с возможностью вращения, отличающееся тем, что, с
целью повыщения качества нагревателей
и увеличения производительности, оно имеет тормозной механизм, съемные тяговые органы, соединенные одним концом с оправкой, а другим - с тормозным механизмом, ходовой винт, размещенный в опорах оправки, толкатель, взаимодействующий с ходовым винтом, и фиксаторы, установленные на станине с возможностью качания посредством привода.
Источники информации, принятые во внимание при экспертизе 1. Саратовского завода электротермического оборудования (ЗЭТО) № 7824--4249, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки нагревателей для печей сопротивления | 1976 |
|
SU609580A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
| Устройство для очистки полых цилиндрических изделий | 1975 |
|
SU671884A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО ПОВРЕЖДЕННОЙ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА, КАМЕРА ДЛЯ РАЗДЕЛКИ И ФАЛЬШТВЭЛ ДЛЯ ВОССТАНОВЛЕНИЯ ТОПЛИВНОЙ СБОРКИ | 1992 |
|
RU2072569C1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Хирургический сшивающий аппарат для наложения линейных швов | 1980 |
|
SU1042742A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Устройство для бифилярной намотки электрических катушек | 1982 |
|
SU1089642A1 |
| СТОЯНОЧНЫЙ ТОРМОЗ СНЕГОБОЛОТОХОДА | 2024 |
|
RU2828926C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТА МЕТАЛЛА | 1996 |
|
RU2108948C1 |
j
+ .4
м
-Л
