(54). УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛОВ
ТРУБЧАТЫМ ЭЛЕКТРОДОМ
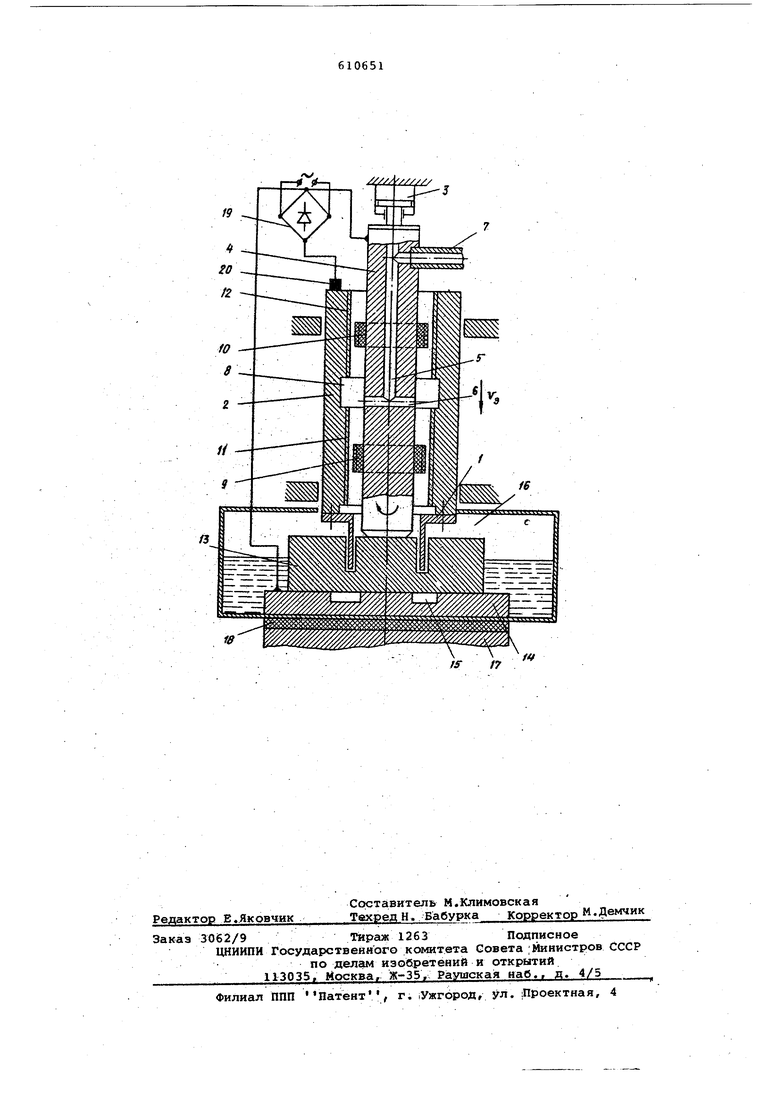
6, И кольцевыми выступами 11-12 на. лектрододержателе 2, также расположенными ниже и выше отверстий 6.
Кольцевые выступы 9и 11 и 10 и 12 сопряжены между собой с зазором 0,1- с 0,6 км, имеют многозаходные винтовые нарезки противоположного направления И образуют две пары винт-втулка, нижняя из которых служит при заданном направлении вращения электрододержателя 2.v лабиринтншл насосом, а верхняя - лабиринтным уплотнением.
Подвергаемое прсшивке изделие 13 установлено на жесткой подставке 14, на верхней поверхности которой выполнена кольцевая канавка 15, служащая для беспрепятственного выхода электрода 1 по окончании процесса прсшшвки. Подставка 14 вместе с изделием 13 помещены в ванну 16 с рабочей жидкостью. Подставка 14 нижней поверхностью установлена 20 на столе 17 и отделена от него изоли рующей прокладкой 18.
Положительный полюс источника постоянного тока 19 подключен через стержень 4 и подставку 14 к изделию 13. От рицательный полюс источника 19 с помо1цью щеток 20 через электрододержательу 2 подключен к электроду 1Г
Устройство работает следующим образ ом. ..30
Перед началом прошивки изделие 13 устанавливается на подставку 14. Включается пневматический цилиндр 3, стержень 4 Спускается и прижимает обрабатываемое изделие 13 к поверхности ставки 14.
Перемецениями электрододержателя 2 электрод 1 устанавливают в исходное положение с первоначальным зазором относитёЛьно изделия 1-3 мм и сообщают вращение электрододержателю 2.Затем , включают насос низкого давления. После заполнения ванны 16 рабочей : жидкостью до заданного уровня включением источника питания 19 подают напряжение на э лектрсэда и включают .рабочую подачу электрододержателя 2.
По достижении межэлектродного .зазора, не превышающего О,01-0,2 мм межДу электроде 1 и изделием 13,возбуждают-бО ся короткие дуговые разряды.
Рабочая жидкость от насоса низкого давления через штуцер 7, канал 5 и отверстия 6 проходит в полость 8, засасывается в кольцевой зазор между нижними выступами 9 и 11, образующими пару винт-втулка, служащую лабиринтным насосом, который под высоким давлением подает жидкость в межэлектродный зазор
Лабиринтное уплотне 1ие, образованное выступами 10 и 12, ограничивает объем рабочей жидкости в полости .8 и поддерживает в ней давление, создаваемое насосом низкого давления, путем создания равного ему противодавления.
Длина выступов 11 и 12 выбирается из расчета обеспечения работоспособности лабиринтного насоса и лабиринт«ного уплотнения до конца прошивки изделия с учетом износа инструмента.
По достижении электродом 1 -заданной глубины обработки рабочую прйачу прекращают и отводят электрод в исходное положение. Выключают насос низкогб давления, привод вращения электрододержателя 2 и источник питания 19. Формула изобретения
Устройство для электроконтактной ;обработки металлов трубчатым электро-, дом, закрепленным на торце приводимого во вращение полого-эЛёктрододержат ёл внутри которого расположен стержень. Имеющий внутренний продольный канал с радиальными отверстиями для подвода рабочей среды в зону обработки, о т л и Ч а ю щ .е е с я тем, что, с целью повышения производительности процесса за счет эффективной прокачки раббчей среды, на стержне и электрододержателе выше и ниже упомянутых радиальных отверстий выполнены кольцевые выступы с многозаходной винтовой нарезкой противоположного направления, образуюадае пары винт-втулка, одна из которых является лабиринтным насосом, а другая лабиринтным уплотнением.
Источники информации,; принятые во внимание при экспертизе:
Iw Левинсон Б.М., Лев B.C..Справочное -пособие по электротехнологии. Электроэрозионная обработка металлов. Лениздат, 1972, с. 212.
2. Авторское свидетельство СССР 234086, кл В 23 Р 1/06, 1967.
19
ff t7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки | 1977 |
|
SU856725A1 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ | 1992 |
|
RU2036059C1 |
| Насос | 1990 |
|
SU1763720A1 |
| ЛАБИРИНТНЫЙ НАСОС | 2001 |
|
RU2208707C2 |
| ПОГРУЖНОЙ ЭЛЕКТРОНАСОС | 2004 |
|
RU2265140C1 |
| Устройство для электроэрозионной прошивки отверстий | 1986 |
|
SU1664484A1 |
| Устройство для электроэрозионной прошивки отверстий | 1986 |
|
SU1731489A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЯ ЭЛЕКТРОД-ИНСТРУМЕНТОМ | 2022 |
|
RU2802609C1 |
| ЛАБИРИНТНЫЙ НАСОС | 1973 |
|
SU377549A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |