(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
I
Изобретение относится к электроэрозионной обработке металлов и сплавов, в част-, ности к электроконтактной обработке глубоких (тверстий, пазов, гравюр прессового н штампового инструмента трубчатым электродом.
Известен способ электроэрозионноА обработки приводимым во вращение трубчатым электродом-инструментом, центральное отверстие которого в зону обработки прокачивают рабочую жидкость 1.
Однако при осуществлении этого способа недостаточна производительность обработки, особенно если кроме вертикальной рабочей подачи применить еще и горизонтальную. Это вызвано тем, что обработку изделий ведут дуговыми разрядами длительного действия, при этом значительна продолжительность существования дуговых разрядов между электродами.
Продолжительность существовання разрядов определяется в данном случае скоростью относительного перемещення электрода-инструмента и частотой источника переменного тока, так как скорость потока жидкости в межэлектродном зазоре недостаточна для снижения этой продолжительности,
особенно при обработке глубокнх пазов н отверстнй. По этим же причинам затруднена эвакуация из межэлектродного зазора продуктов эрозии, размеры частиц которых становятся весьма значительными, что в итоге приводит к возрастанию.количества в единицу времени нерабочих дуговых разрядов в боковом, и снижению количества рабочих разрядов в торцовом межэлектродных зазорах, и, как следствие, увеличению всего межэлектродиосо зазора, азиачит, к сниженню мощности, вводимой в межэлектродной за10зор. При этом крайне низка чистота обработанной поверхности. Так, высота микронеровностей обработанной поверхности составляет 1000 мк н более.
Цель изобретения - повь щеиие произ15водительности процесса путем сокращения продолжительностн существования дуговых разрядов.
Поставленная цель достигается тем, что в процессе обработки обеспечивают арифметическую сумму линейной скорости вра20щения электрода-инструмента и средней скорости потока рабочей жидкости в пределах 4-35 м/с, при этом линейную скорость электрода-инструмента. выбирают в днапазоне 0,3-28 м/с, а среднюю скорость потока рабочей жидкости - в диапазоне 2-20 м/с и поддерживают их постоянными в течение всего цикла обработки.
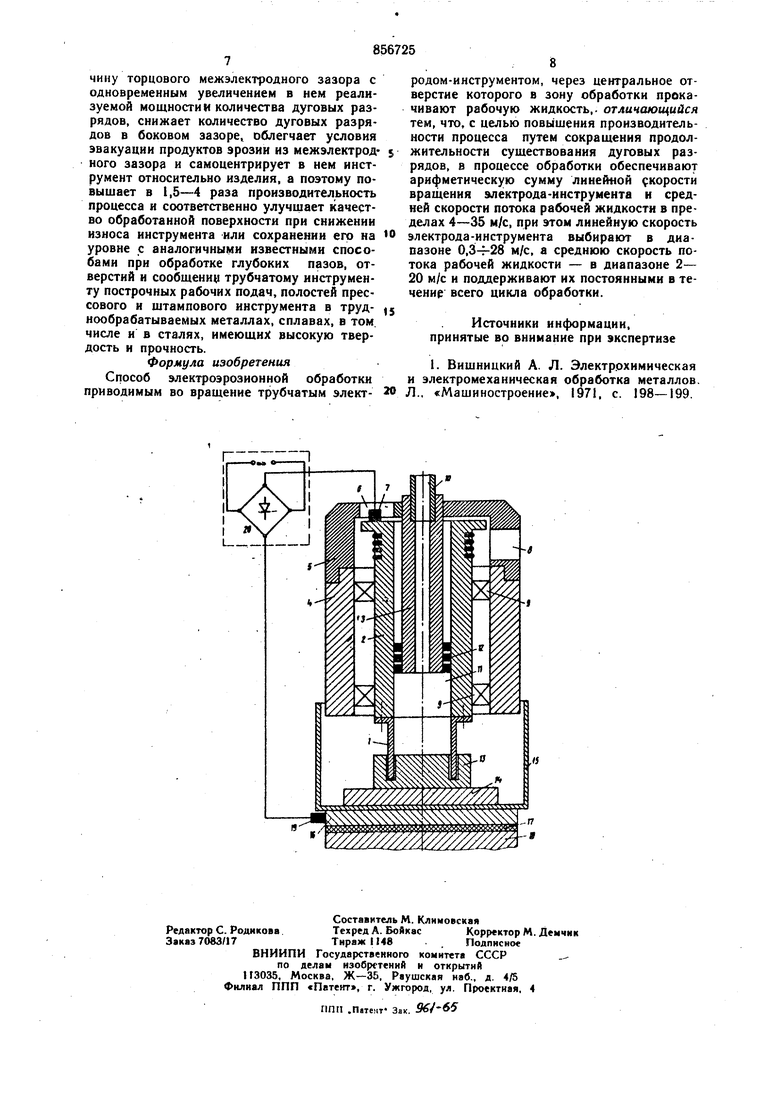
На чертеже изображена принципиальная схема устройства для осуществления предлагаемого способа. .
Электрод-инструмент I закреплен на нижнем торце шпинделя 2 и выполнен из материала, обладающего высокой эрозиониой стойкостью, например из графитизированных матерналов, стали, чугуиа, меди диаметром 3-300 мм и более, с толщииой стенки I- 20 мм и длииой, обычно в 0,5-100 раз превышающей диаметр.
Внутри шпинделя 2 соосио установлен стержень 3, который жестко соедииен с обладающим возможностью возвратно-поступательного перемещения корпусом шпиндельной головки 4 через крышку 5. Последняя снабжена окнами 6 для установки взаимодействующих с верхним торцом шпинделя 2 щеток 7 и окнами 8, через которые пропущены ремни (не чертеже не показаны) привода вращения шпииделя 2, который соосно установлен в корпусе шпиндельной головки 4 на подшипниковых опорах 9. На верхнем торце стержня 3 смонтнроваи штуцер 10, соединяющий через полость стержня с насосом (на чертеже не показан) камеру 11, образованную внутренними стенками полого шпинделя 2 и уплотнением 12. С иижней стороны камера 11 через отверстие трубчатого электрода-инструмента t сообщается с зазором между ним и поверхностью изделия 13, фиксированно установленного и% подстенке 14 и служащего вторым длектро-« дом.
Подставка 14 заключена в ваниу 15, снабженную патрубком для слива охлаждающей жидкости в гидросистему ее очистки. Ванна 15 устаиовЛена на верхием столе 16, изолированиом прокладкой 17 от кижиего стола 18, обладающего возможностью вращения. К инструменту .1 и из&елию 13 посредством скользящего контакта щеток 7 по поверхиости шпинделя 2 и щеток 19 по поверхности верхиего стола 16 подключен источник 20 выпрямленного тока.
Перед началом обработки-изделие 13 устанавливают и закрепляют на подставке 14. Перемещением шпиндельной головки 4 инструмент 1 устанавливают так, чтобы зазор между иими и поверхностью изделия 13 составлял 3-5 мм. Включив соответствующие, приводы, сообщают инструменту 1 вращенне с линейной скоростью 0,3-28 м/с, а изделию - с линейной скоростью до 2 м/с. Затем запускают насос и после заполнения ванны 15 жидкостью до заданного уровня включают источник 20 выпрямленного тока, подавая тем самым через щетки 7 и 19 напряжение на инструмент 1 и изделие 13.
После этого осуществляют рабочую подачу инструмента 1 на изделие 13 посредством включения привода перемещения корпуса ц пиидельной головки 4. По достижении величины межэлектродного зазора менее 0,01-0,1 мм между инструментом 1 и изделием 13 возбуждают дуговые разряды. В результате шпиндель 2,, инструмент 1, верхний стол 16, подставка 14, изделие 13, щетки 7 и 19 и источник 20 выпрямленного тока образуют последовательную электрическую цепь, замыкающуюся через дуговые разряды в межэлектродном зазоре.
Рабочая жидкость (например техническая вода), подаваемая от насоса высокого давления через щтуцер 10 и внутреннюю полость стержня 3, проходит в камеру 11, а оттуда поступает в полость трубчатого инструмента I и затем в межэлектродный зазор, через который прокачивается со средней скоростью 2-20 м/с. Среднюю скорость рабочей жидкости в межэлектродиом зазоре при этом сохраняют пбстоянной до конца цикла обработки путем постоянного расхода рабочей жидкости через межэлектродный зазор.
В результате воздействия дуговых разрядов расчетный припуск обрабатываемого изделия 13 расплавляется, диспергируется,
S выбрасывается в межэлектродиое пространство и вместе с продуктами эрозии инструмеита 1 рабочей жидкостью выносится из межэлектродного зазора. По достижении задаииой глубины обработки кольцевой канавки или отверстия, глубина которых обычно
ие превышает 1500-мм в обрабатываемом изделии 13, рабочую пбдачу инструмента останавлнвают и отводят шпиндель 2 в исходное положение, выключив при этом приводы вращения инструмента и изделия, неJ точник 20 питания и насос подачи рабочей жидкости. После атого обработанное изделие сиимают, устаиавливают новое, и цикл повторяется.
Нижний предел диапазона линейной скорости вращающегося инструмента и ииж0 НИИ предел диапазона средней скорости рабочей жидкости, которые определены соответственно равными 0,3 м/с и 2 м/с, назначены потому, что дальнейшее снижение величины этих скоростей приводит к потере производительности, увеличению износа инструмента н неравномерности износа его рабочей кромки, ухудшению чистоты и увеличеиию толщииы поражеиного слоя на обработанной поверхности. Это объясняется офаниченнем величины тока, реализуемого в межэлектродном зазоре, увеличением длительиости дуговых разрядов в нем и ухудшением условий эвакуации продуктов эрозии.
Верхиий предв диапазона линейной скорости вращающегося инструмента и верхний предел диапазона средней скорости рабочей жидкости, которые определены соответственно равным 28 м/с и 20 м/с, обусловлены тем, что дальнейшее увеличение указанных скоростей приводит к патере производительности процесса и к увеличению износа, инструмента, при этом наблюдается незначительное улучшение чистоты обработанной поверхности, высота микронеровностей на которой становится меньше, чем толщина пораженного слоя, по существу происходит выглаживание пораженного слоя, который необходимо затем снять.
Наблюдаемые при этом снижение производительности, увеличение износа инструмен та и улучшение чистоты обработанной поверхности объясняются тем, что резко возрастает гидросопротивление межэлектродного зазора, а значит, ухудшаются условия эвакуации из иего продуктов эрозий, а также тем, что снижается мощность и длительность единичных дуговых разрядов, так как происходит преждевременный срыв каналов с опорных пятен дуговых разрядов.
Арифметическая сумма скоростей (т.е. линейной скорости вращающегося .трубчатого инструмента и средней скорости потока рабочей жидйости в межэлектродном зазоре, которая определена равной 4-35 м/с) обеспечивает высокую производительность и чистоту обработки в этом диапазоие. Это объясняется тем, что величина тока, реализуемого в межэлектродном зазоре, пропорциональна площади контакта между электродами, что достигается эффективной эвакуацией продуктов эрозии из межэлектродного зазора и верхним и нижним ограничением длительности дуговых разрядов в нем.
Частота вращения инструмента, с целью введения в межэлектродный зазор большей мощности; снижения износа инструмента и повышения равномерности износа его рабочей кромки, назначается максимально возможной для заданного диаметра и вылета инструмента, обеспечивая линейную скорость его рабочей кромки 0,3-28 м/с. При этом радиальное биение инструмента, пропорциональное его величине, приводит к неравномерности износа инструмента, потере его точности и производительности.
Скорость потока рабочей жидкости из диапазона 2-20 м/с назначается в зависимости от назначенного технологией качества обработанной поверхности, т.е. высоты микронеровностей и толщины пораженного слоя.
Высота микронеровностей и толщина пораженного слоя для суммы скоростей 4- 35 м/с пропорциональны длительности и мощности дуговых разрядов, а их распределение по этому диапазону с точностью, достаточной для практического использования, линеЯио. При этом толщина пораженного слоя на обработанной поверхности не превышает высоты микронеровностей.
Нижний предел арифметической суммы линейной скорости вращающегося инструмента и средней скорости потока рабочей жидкости в межэлектродном зазоре (4 м/с)
ограничен потому, что дальнейшее снижение этой суммы приводит к потере производительности, повышенному износу ииСтрумеита, сннжению качества обработанной поверх иости (снижается чистота н увеличивается
пораженный слой) н увеличению энергоемкости процесса. Длительность существования дуговых разрядов при этом увеличивается, а следовательио, увеличиваются размеры продуктов эрозии, растет межэлектродный зазор, увеличивается количество нерабо«
чих дуговых разрядов в боковом межэлектродном зазоре и снижается мощность, реализуемая в торцовом межэлектродиом зазоре; Верхний предел арифметической суммы
линейной скорости вращающегося инструмеи5 та н средней скорости потока рабочей жидкости в межэлектродном зазоре (35 м/с) ограничеи тем, что увеличение этой суммы сверх указанной величины приводит к су щественному снижению производительности при незначительном увеличении чистоты об0- работанной поверхности с одновременным увеличением износа инструмента. Это про. исходит потому, что длительность существования дуговых разрядов сокращается настолько, что энергия в каждом дуговом разряде недостаточна, чтобы за столь короткий промежуток времеии расплавить -и выбросить в межэлектродный зазор необходимое количество материала изделия.
Кроме того, торцовой межэлектродный зазор уменьшается настолько, что затрудняется вынос из него продуктов эрозни, что .приводит к необходимости сннжения.мощности, вводимой в межэлектродный зазор, а это нецелесообразно. При этом наблюдается некоторое улучшение чистоты поверхности, высота микронеровностей становится
сравнима с величиной пораженного слоя, а поэтому дальнейшее улучшенне чистоты поверхности теряет практический смысл.
Обработку изделий по предлагаемому д способу ведут при средних ме кэлектродиых зазорах менее 0,,15 мм, среднем удельном токе на рабочей кромке инструмента 0,1 - 1.0 А/мм (независимо от ее площади) н рабочем напряжении 20-50 В.
5 Поддержание постоянными в процессе всего цикла обработки линейной скорости ннструмента и скорости потока рабочей жид-, кости в межэлектродном зазоре обеспечивает заданный режим дугообразования в нем и сохраняет постоянными условия продуктов эрозии, что повышает производительность и чистоту обработанной поверхности.
Предлагаемый способ, сокращая про-должительность существовання дуговых
5 разрядов, возникающих между изделием и вращак}щимся трубчатым Hiftrrpy ментом, через внутреннюю полость которого,прокачивается рабочая жидкость, снижает вели
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования процесса электроконтактной обработки | 1980 |
|
SU931340A1 |
| Способ электроконтактной обработки | 1979 |
|
SU878478A1 |
| Устройство для исследования процесса электрической эрозии электродов | 1978 |
|
SU745633A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Устройство для электроконтактной обработки | 1976 |
|
SU659341A1 |
| Устройство для автоматического управления электроэрозионным станком | 1979 |
|
SU849659A1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Устройство для электрофизической размерной обработки | 1980 |
|
SU1050842A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2104833C1 |
