1
Изобретение относится к области автоматизации сварочных процессов, в частности к устройствам, обеспечивающим получение сварного шва с полным проваром и заданной высотой усиления при однопроходной сварке неплавящимся электродом.
Известно устройство для автоматического регулирования глубины праплавления, содержащее систему регулирования сварочного тока по изменению полного напряжения дуги и следящую систему автоматического перемещения сварочной головки, обеспечивающей неизменность расстояния электрода от поверхности изделия .
Это устройство не обеспечивает получения заданной высоты усиления сварного щва и, кроме того, неработоспособно при изменяющейся в процессе сварки скорости сварки и переменной щирине зазора в стыке свариваемых кромок. Для компенсации изменения зазора необходимо изменять скорость сварки или скорость подачи присадочной проволоки, что не предусмотрено устройством.
Целью изобретения является регулирование глубины проллавления, высоты усиления и щирины щва при изменяющихся в процессе сварки зазоре между свариваемыми кромками, скорости сварки и толщине свариваемого металла.
Для этого предлагаемое устройство снабжено узлами измерения щирины щва, высоты усиления, ширины зазора в стыке, скорости сварки, скорости -подачи присадочной проволоки, узлом управления подачей присадочной проволоки, двумя множительными устройствами и задатчиками высоты усиления, коэффициента формы усиления сечения проплава, диаметра присадочной проволоки, схемой сравнения, множительно-делительным устройством и сумматором, причем вход узла управления током сварки соединен с выходом схемы сравнения усиления, входы которой соединены с выходом узла измерения высоты усиления щва и выходом задатчика высоты усиления, а вход узла управления скоростью подачи шрисадочной проволоки соединен с выходом схемы сравнения скорости присадочной проволоки, входы которой соединены с выходом узла измерения скорости подачи присадочной проволоки и выходом множительно-делительного устройства, причем входы мнол ;ительно-делительного устройства соединены с выходами узла измерения скорости сварки, задатчика диаметра присадочной проволоки и выходом сумматора, входы которого соединены с выходами двух множительных устройств и выходом задатчика сечения проплава. Вход первого множительного устройства соединен с выходом узла измерения ширины шва и выходами задатчиков высоты усиления шва и коэффициента формы усиления.
Входы второго множительного устройства соединены с выходами узлов измерения ширины зазора в стыке и толш,ины свариваемого металла.
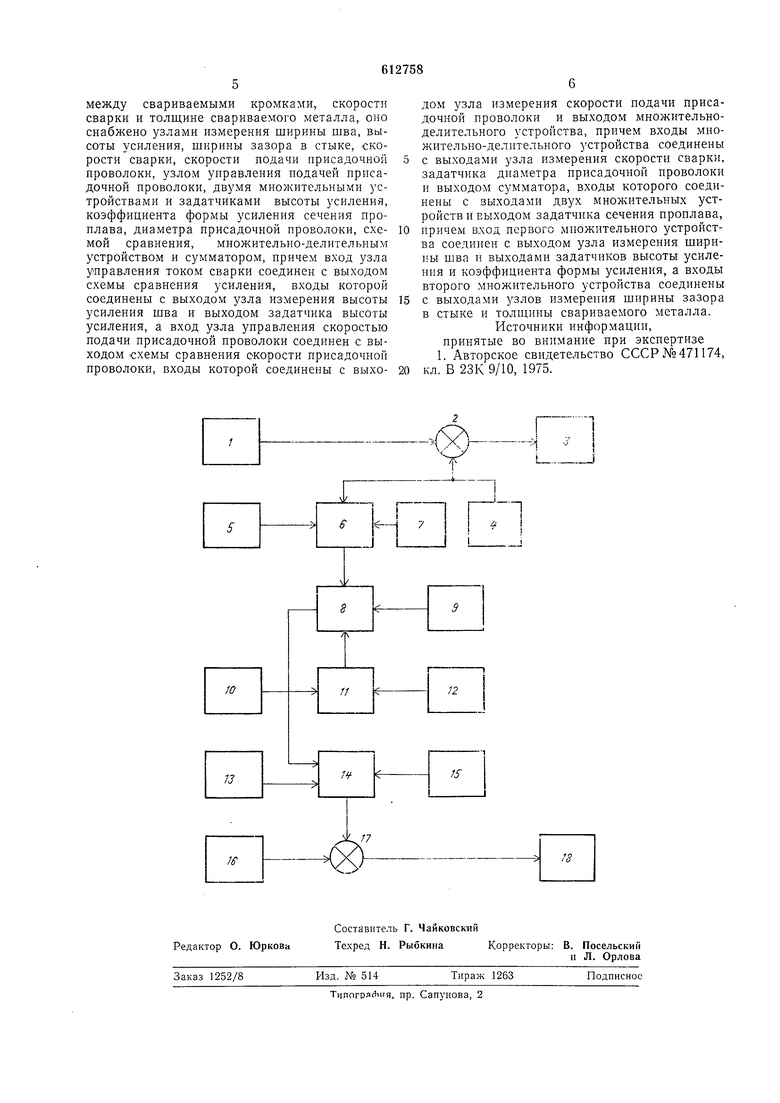
На чертеже нредставлена схема предлагаемого устройства для автоматического управления процессом сварки.
Устройство содержит узел 1 измерения высоты усиления, схему 2 сравнения высоты усиления, узел 3 управления током, задатчик 4 высоты усиления, узел 5 измерения ширины шва, первое множительное устройство 6, задатчик 7 коэффициента формы усиления, сумматор 8, задатчик 9 сечения проплава, узел 10 измерения ширины зазора в стыке, второе множительное устройство 11, узел 12 измерения толшины свариваемого материала, узел 13 измерения скорости сварки, множительно-делительное устройство 14, задатчик 15 диаметра присадочной проволоки, узел 16 измерения скорости подачи присадочной проволоки, схему 17 сравнения скорости проволоки, узел 18 управления скоростью подачи присадочной проволоки.
Устройство работает следуюшим образом.
Напряжение узла измерения высоты усиления шва, пропорциональное высоте усиления, поступает на вход схемы 2 сравнения, где сравнивается с напряжением, пропорциональным заданному значению высоты усиления, поступаюшему с задатчика 4 высоты усиления. Разностное напряжение с выхода схемы сравнения, пропорциональное отклонению высоты усиления шва от заданного з-начения, поступает на вход узла 3 управления током сварки, который соответственно увеличивает или уменьшает сварочный ток в зависимости от того, превышает высота усиления заданное значение или меньше его.
Управление скоростью подачи присадочной проволоки производится разностным а-1апрял ением с выхода схемы 17 сравнения скорости проволоки, поступаюшим на вход узла 18 управления скоростью подачи присадочной проволоки. Схема 17 сравнивает напряжение с выхода узла 16 измерения скорости подачи присадочной проволоки, пропорциональное скорости проволоки, и напряжение, пропорциональное расчетному значению скорости проволоки с выхода множительно-делительного устройства 14. Множительно-делительное устройство 14, сумматор 8 и два множительных устройства 6 и 11 рассчитывают скорость подачи присадочной проволоки в соответствии с выражением
V,, (Kbh + F + eb),
где Vnp - скорость подачи присадочной проволоки;К - коэффициент формы усиления;
b - ширина усиления шва;
/I - высота усиления шва;
F-сечение проплава;
е - ширина зазора в стыке свариваемых кромок;
б - толщина свариваемого металла; УСВ - скорость сварки;
D - диаметр присадочной проволоки. В процессе сварки на входы множительного устройства 6 поступает напряжение, пропорциональное ширине усиления шва b с узла 5 измерения ширины шва, напряжение, пропорциональное высоте усиления шва b с задатчика 4 усиления, напряжение, пропорциональное коэффициенту формы шва /С с задатчика 7 коэффициента формы (коэффициент формы усиления равен отношению плошади поперечного сечения усиления к произведению ширины и высоты усиления, практически /(0,7- -0,8). На входы множительного устройства И ноступает напряжение, пропорциональное ширине зазора е в стыке свариваемых кромок с узла 10 измерения ширины зазора, напряжение, пропорциональное толшине 6 свариваемого металла с узла 12 измерения толшины. Выходные напряжения множительных устройств, пропорциональные произведениям Kbh и еб, поступают на входы сумматора 8, где суммируются с напряжением, пропорциональным заданному сечению проплава F, поступаюшему с задатчика 9 сечения проплава. Напряжение с выхода сумматора 8 поступает на вход множительно-делительного устройства 14, где умножается на напряжение, пропорциональное скорости сварки УСЕ, с выхода узла 13 измерения скорости сварки и делится на напряжение, пропорциональное квадрату диаметра D присадочной проволоки, с задатчика 15 диаметра проволоки. Напряжение на выходе множительно-делительиого устройства 14, пропорциональное скорости лодачи присадочной проволоки, необходимой для получения качественного сварного шва при изменяющихся в процессе сварки ширине зазора в стыке свариваемых кромок, скорости сварки и толщине свариваемого материала.
Применение предлагаемого устройства позволяет упростить подготовительные операции, так как не требуется выдерживать постоянства зазора в стыке свариваемых кромок.
Наиболее эффективно применение устройства при сварке поверхностей вращения по криволинейному контуру, когда практически невозможно обеспечить постоянства зазора в стыке и ностоянства ско,рости сварки.
Формула изобретения
Устройство для автоматического управления процессом сварки, содержащее узел измерения режимов сварки, задатчик, узел управления током сварки, отличающееся тем, что, с целью регулирования глубины проплавлення, высоты усиления и ширины шва при изменяющихся в процессе сварки зазоре
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом сварки | 1981 |
|
SU998043A1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ регулирования процесса электрошлаковой сварки | 1980 |
|
SU927456A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611653A1 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
