Изобретение относится к сварке и может быть использовано при сварке алюминиевых сплавов неплавящимся электродом.
Цель изобретения - повышение качества сварки, снижение расхода присадочного материала и упрощение сварочного оборудования за счет исключения прижимных элементов.
Поставленная цель достигается тем, что сварочную проволоку совместно со свариваемыми кромками перед сваркой пластически деформируют до получения неразъемного соединения.
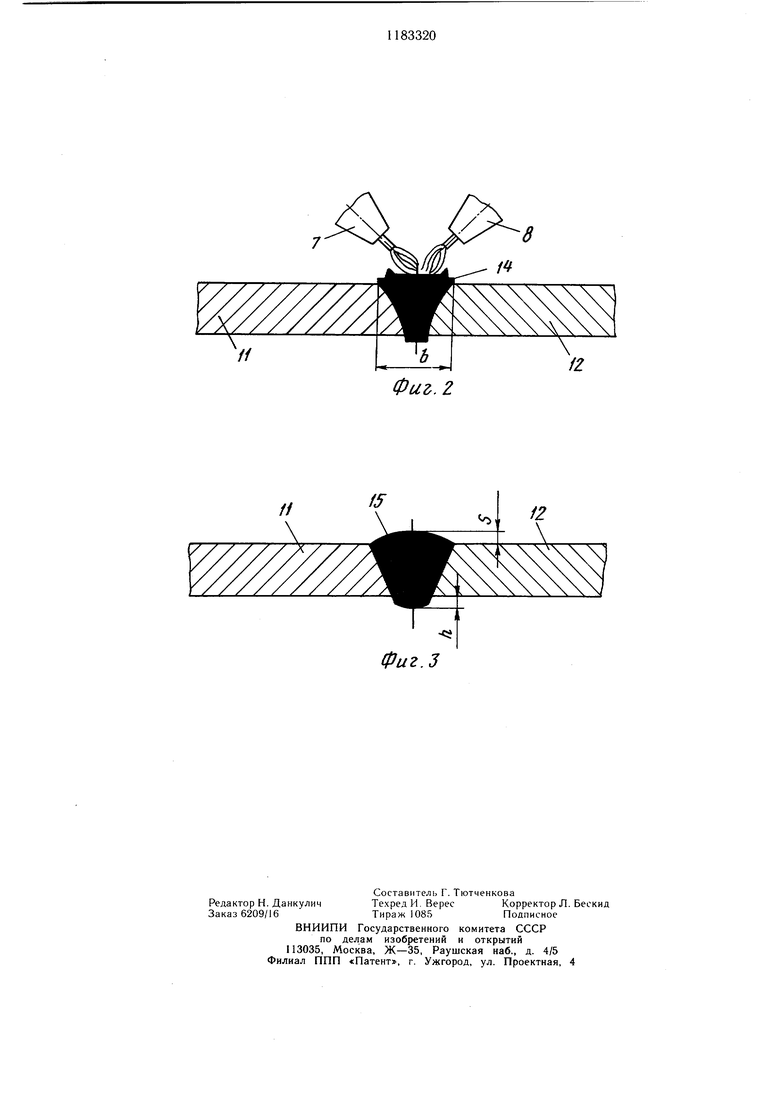
На фиг. 1 схематично изображена укладка присадочной проволоки в разделку и ее пластическое деформирование; на фиг. 2 - стык, подготовленный под сварку, после совместного деформирования кромок и присадочной проволоки; на фиг. 3 - сварной шов.
Способ сварки осуществляется следующим образом.
На стыкуемых кромках 1 и 2 выполняют разделку 3, например, V-образную, собирают свариваемые кромки с гарантированным зазором 4. Предварительно хорошо зачищают предполагаемые плоскости сварки и присадочную проволоку 5. Затем укладывают проволоку 5 в разделку 3 и подвергают пластическому деформированию одновременно со свариваемыми кромками усилием Р. Пластическое деформирование производят перед сваркой, например, роликом 6, которому сообщают вращение и последовательное движение перед горелками 7 и 8 (фиг. 2). Удельное давление вдавливания создают равным 5-25 кгс/мм. В месте контакта металла присадочной проволоки и свариваемых кромок обеспечивают протекание пластической деформации. Для этой цели снизу свариваемые поверхности планируют с помощью прижима 9, содержащего карман 10 против зазора 4. Сверху свариваемые кромки деталей 11 и 12 прижимаются усилием Р, двумя прижимами 13, расположенными плотно и симметрично относительно ролика 6. После пластического деформирования сечение предполагаемого шва принимает вид 14 (фиг. 2). После этого в зависимости от ширины зоны деформации в сварку производят одной или двумя горелками 7 и 8 неплавящимся электродом без дополнительной подачи присадочной проволоки. После сварки получается сварной шов 15 (фиг. 3), имеющий незначительное усиление S и величину проплава h, который не требуется подвергать механической обработке.
В качестве примера сваривают сплав ВМГ6 толщиной 3 мм без разделки кромок.
Зазор в стыке перед укладкой присадочной проволоки выдерживают 0,5 мм. Усилие вдавливания проволоки в зазор - 5 кгс/мм. Сварку производят неплавящимся электродом 0 4 мм, сила сварочного тока Ifj - 205 А, напряжение на дуге Уд 11 В, скорость сварки - 16,5 м/ч. Сварку производят по присадочной проволоке односторонним швом. Сварные швы после сварки подвергают рентгенопросвечиванию и механическим испытаниям. Получают плотные швы, пористость и окисные пленки отсутствуют. Испытания сварных образцов показывают: ffjp сварного соединения составляет не ниже 1,0 от основного металла и равняется Одр 32 кгс/мм. Сваривают также продольные щвы обечаек из сплава АМГ-6 толщиной 5 мм с V-образной разделкой и притуплением кромок, равным 1,5 мм. Угол разделки кромок 30°. Диаметр сварочной проволоки, вдавливаемой в разделку, равняется 3 мм. Усилие пластической деформации 12.5 кгс/мм Сварку производят двумя горелками. Диаметр вольфрамовых электродов - 4 мм. Сила сварочного тока на горелках 1св - 220 А. Напряжение на дуге Уд - 11В. Скорость сварки УС -
5 18 м/ч. Сварка односторонняя за один проход. Пористость и окисные пленки в сварных швах по результатам рентгенографического просвечивания отсутствуют. Прочность сварного соединения - не ниже основного металла. Депланация свариваемых кромок
и околошовной зоны отсутствует.
Предлагаемый способ опробован в производственных условиях. Использование предлагаемого способа по сравнению с известным позволяет повысить качество сварного шва, исключить пористость сварных швов, а также получить Сварные швы с механическими свойствами, равнопрочными основному металлу, и геометрическими параметрами шва, не требующими их последующей зачистки.
Исключение зачистки снижает трудоемкость слесарных работ на 0,5-0,8 ч на каждый погонный метр.
Кроме того, предлагаемый способ позволяет сократить расход присадочного материала на 10%, упростить сварочное оборудование (исключить механизм подачи присадочной проволоки), снизить депланацию свариваемых кромок и тем самым повысить надежность- сварного соединения. Способ позволяет выполнить сварные щвы
без смещения свариваемых кромок, тем самым повысить прочность сварного соединения, исключить отказы изделия при испытаниях.
Фаг., г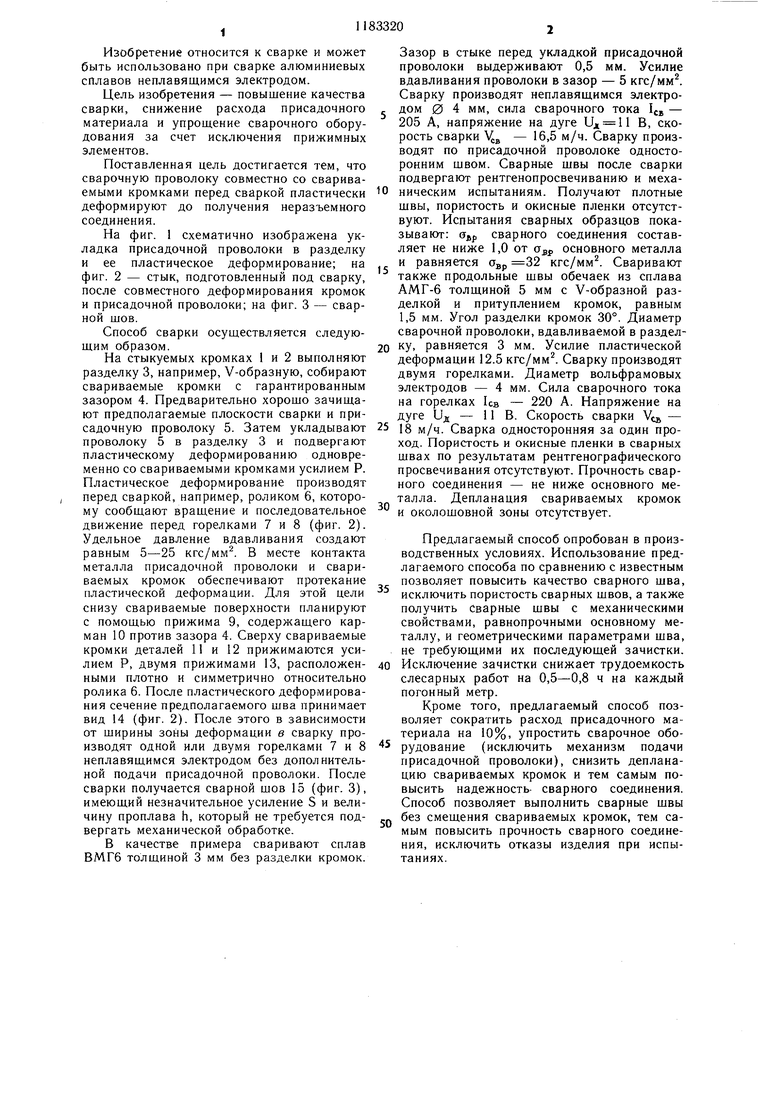
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯШИМСЯ ЭЛЕКТРОДОМ, преимущественно стыковых соединений труб с разделкой кромок, при котором присадочную проволоку укладывают в разделку перед сваркой, отличающийся тем, что, с целью повышения качества путем повышения механических свойств сварных соединений и предотвращения сварочных деформаций, сварочную проволоку совместно со свариваемыми кромками перед сваркой пластически деформируют до получения неразъемного соединения. (Л 00 00 00 1C Фиг.1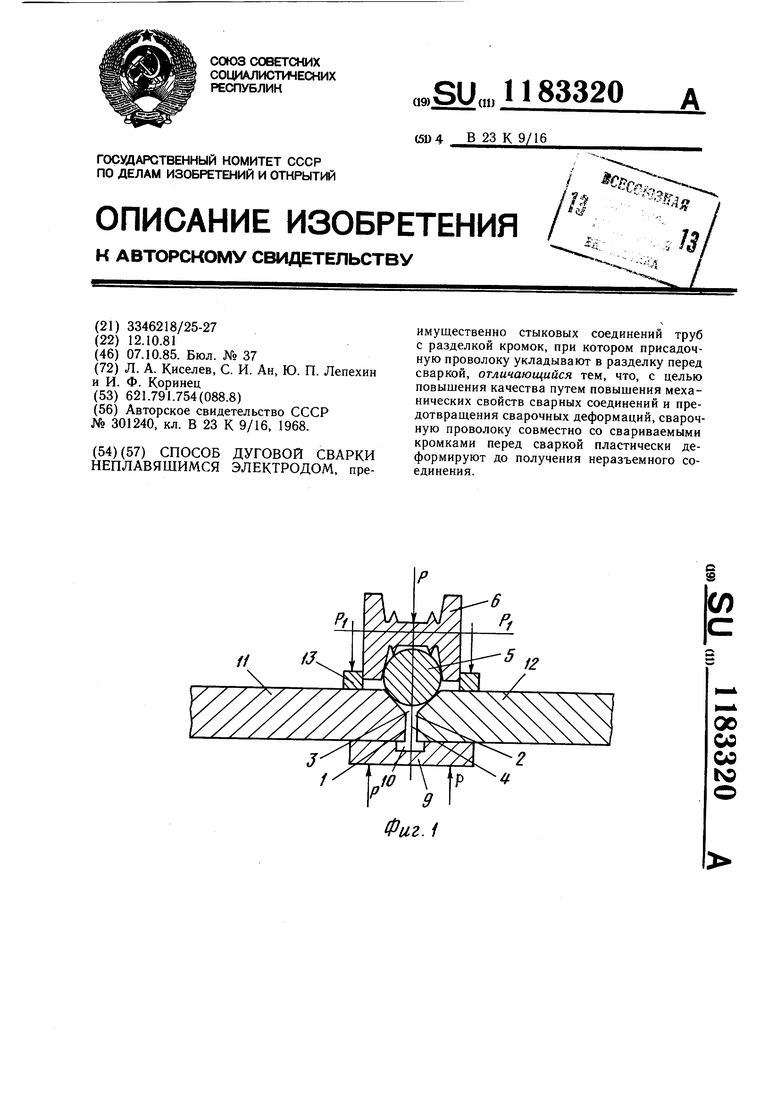
Фиг.З
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 0 |
|
SU301240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
