Изобретение относится к автоматизации в машиностроении и может быть использовано в сварочном производстве для регулирования параметров режи ма сварки стыковых соединений с формированием корня шва без применения подкладок.
Известно устройство для автоматического управления процессом сварки, стабилизирующее форму проплавления, содержащее узел измерения ширины шва, задатчик, узел управления током сварки, а также узлы измерения режимов сварки, ширины зазора в стыке, высоты усиленияи скорости подали присадочной проволоки 11.
Недостатком известного устройства является то, что оно применимо в основном для односторонней сварки с Использованием прокладок и в случае сварки на весу малоэффективно, так как основной параметр - ширина корня шва при этом не контролируется, что может привести к непроварам или прожогам при действии неконтролируемых возмущений - изменений положения сварочной ванны в пространстве/ угла положения электрода, отклонения длины дуги и т.д.
Известно таюгсе устройство для регулирования режима сварки по ширине кррня шва, содержащее блок измерения ширины кррня шва, задатчик. ширины корня шва, блок сравнения,, подключенный к блоку измерения ширины корня шва и к задатчику ширины корня шва, усилитель выходного сигнала блока сравнения и узел управления током10сварки 2. , . . ,
Однако это устройство стабилизирует только ширину корня шва,в то время как ширина шва может изменяться весьма значительно, например при сварке
15 неповоротных стыков, что приводит к снижению прочностных характеристик шва и появлению в нем дефектов.
Целью изобретения является повышение качества сварного соединения
20 путем обеспечения стабильности формы проплавления шва.
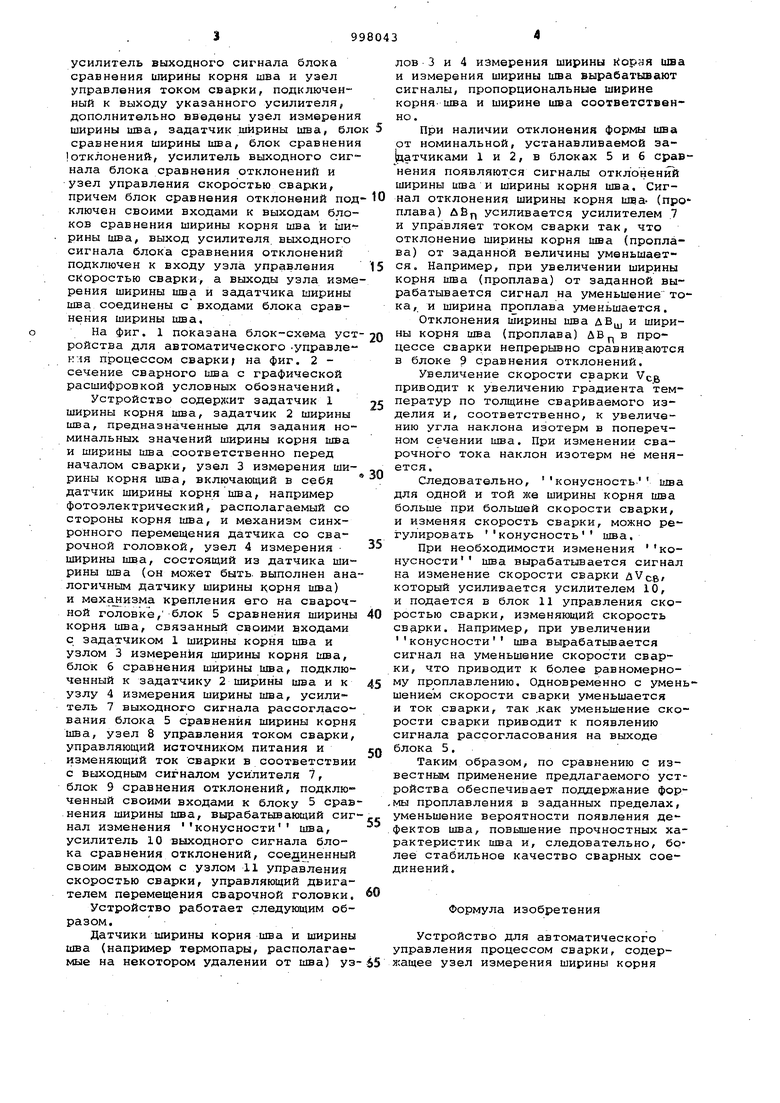
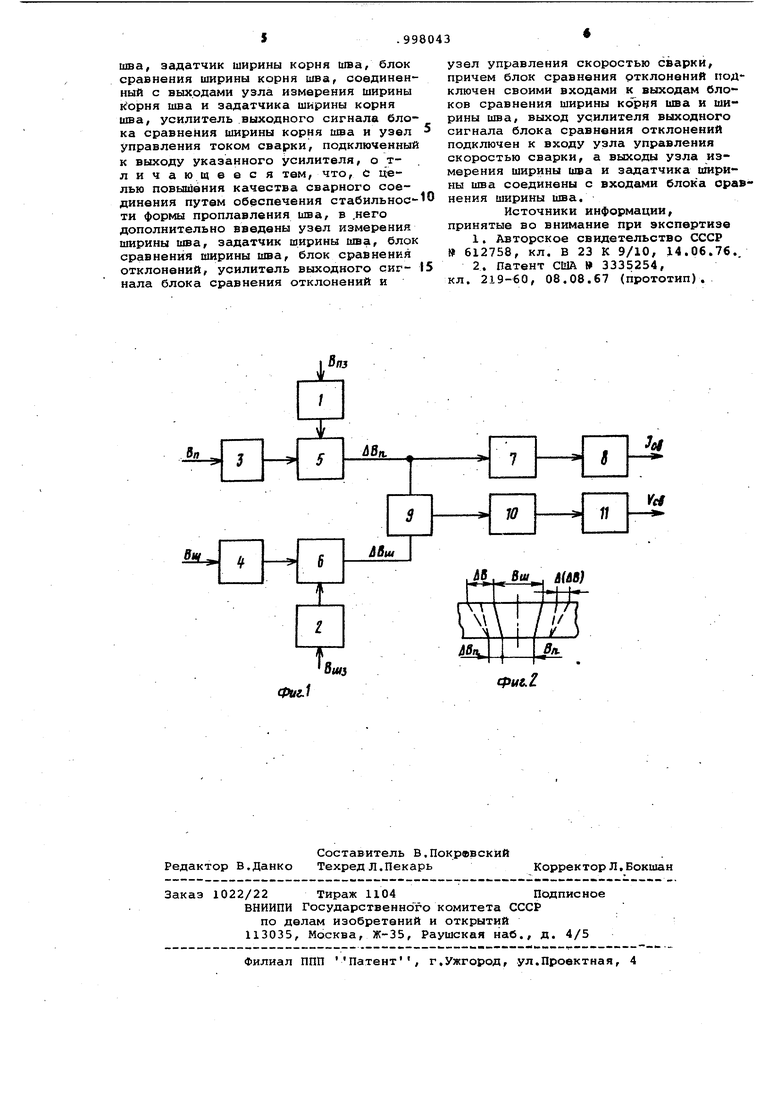
Эта цель достигается тем, что в устройство для авт:оматического управления процессом сварки с регулирова25нием ширины корня шва, содержащее узел измерения ширины корня шва, задатчик ширины корня шва, блок сравнения ширины корня шва, соединенный с выходами узла измерения ширины кор30ня шва и задатчика ширины корня шва. усилитель выходного сигнала блока сравнения ширины корня шва и узел управления током сварки, подключенный к выходу указанного усилителя, дополнительно введены узел измерени ширины шва, задатчик ширины шва, бл сравнения ширины шва, блок сравнени Iотклонений, усилитель выходного сиг нала блока сравнения отклонений и узел управления скоростью сварл и, причем блок сравнения отклонений под ключан своими входами к выходам блоков сравнения ширины корня шва и ширины шва, выход усилителя выходного сигнала блока сравнения отклонений подключен к входу узла управления скоростью сварки, а выходы узла изме рения ширины шва и задатчика ширины шва соединены с входами блока сравнения ширины шва. На фиг. 1 показана блок-схема уст ройства для автоматического .управлег::1я процессом сварки; на фиг. 2 сечение сварного шва с графической расшифровкой условных обозначений. Устройство содержит задатчик 1 ширины корня шва, задатчик 2 ширины шва, предназначенные для задания номинальных значений ширины корня шва и ширины шва соответственно перед началом сварки, узел 3 измерения ширины корня шва, включающий в себя датчик ширины корня шва, например фотоэлектрический, располагаемый со стороны корня шва, и механизм синхронного перемещения датчика со сварочной головкой, узел 4 измерения ширины шва, состоящий из датчика ширины шва (он может быть, выполнен ана логичным датчику ширины корня шва) и меха низма крепления его на сварочной головке, блок 5 сравнения ширины корня шва, связанный своими входами с задатчиком 1 ширины корня шва и узлом 3 измерения ширины корня шва, блок б сравнения ширины шва, подключенный к задатчику 2 ширины шва и к узлу 4 измерения ширины шва, усилитель 7 выходного сигнала рассогласования блока 5 сравнения ширины корня шва, узел 8 управления током сварки управляющий источником питания и изменяющий ток сварки в соответствии с выходным сигналом усилителя 7, блок 9 сравнения отклонений, подключенный своими входами к блоку 5 срав нения ширины шва, вырабатывающий сиг нал изменения конусности шва, усилитель 10 выходного сигнала блока сравнения отклонений, соединенный своим выходом с узлом 11 управления скоростью сварки, управляющий двигателем перемещения сварочной головки Устройство работает следующим образом. Датчики ширины корня шва и ширины шва (например термопары, располагае мые на некотором удалении от шва) у лов 3 и 4 измерения ширины корня шва и измерения ширины шва вырабатывают сигналы, пропорциональные ширине корня- шва и ширине шва соответственно. При наличии отклонения формы шва от номинальной, устанавливаемой заЬатчиками 1 и 2, в блоках 5 и б сравнения появляются сигналы отклонений ширины иша и ширины корня шва. Сигнал отклонения ширины корня шва- (прО плава) ЛЁр усиливается усилителем 7 и управляет током сварки так, что отклонение ширины корня шва (проплава) от заданной величины уменьшается. Например, при увеличении ширины корня шва (проплава) от заданной вырабатывается сигнал на уменьшение тока, и ширина проплава уменьшается. Отклонения ширины шва ДВщ и ширины корня шва (проплава) ЛВ в процессе сварки непрерывно сравниваются в блоке 9 сравнения отклонений. Увеличение скорости сварки приводит к увеличению градиента температур по толщине свариваемого изделия и, соответственно, к увеличению угла наклона изотерм в поперечном сечении шва. При изменении сварочного тока наклон изотерм не меняется. Следовательно, конусность. шва для одной и той же ширины корня шва больше при большей скорости сварки, и изменяя скорость сварки, можно резгулировать конусность шва. При необходимости изменения конусности шва вырабатывается сигнал на изменение скорости сварки дУсе/ который усиливается усилителем 10, и подается в блок 11 управления скоростью сварки, изменяющий скорость сва.рки. Например, при увеличении конусности шва вырабатывается сигнал на уменьшение скорости сварки, что приводит к более равномерному проплавлению. Одновременно с уменьшением скорости сварки уменьшается и ток сварки, так .как уменьшение скорости сварки приводит к появлению сигнала рассогласования на выходе блока 5. Таким образом, по сравнению с известным применение предлагаемого устройства обеспечивает поддержание формы проплавления в заданных пределах, уменьшение вероятности появления дефектов шва, повышение прочностных характеристик шва и, следовательно, более стабильное качество сварных соединений. Формула изобретения Устройство для автоматического управления процессом сварки, содержащее узел измерения ширины корня
шва, задатчик ширины корня шва, блок сравнения ширины корня шва, соединенный с выходами узла измерения ширины шва и задатчика ширины корня шва, усилитель выходного сигнала блока сравнения ширины корня шва и узел управления током сварки, подключенный к выходу указанного усилителя, о тличающееся тем, что, с целью повышения качества сварного соединения путем обеспечения стабильноети формы проплавления шва, в .него дополнительно введены узел измерения ширины шва, задатчик ширины шва, блок сравнения ширины шва, блок сравнения отклонений, усилитель выходного сигнала блока сравнения отклонений и
узел управления скоростью сварки, причем блок сравнения отклонений подключен своими входами к выходам блоков сравнения ширины шва и ширины шва, выход усилителя выходного сигнала блока сравнения отклонений подключен к входу узла управления скоростью сварки, а выходы узла измерения ширины шва и задатчика ширины шва соединены с входами блока сравнения ширины шва.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
612758, кл. В 23 К 9/10, 14.06.76..
2.Патент США 3335254,
кл. 219-60, 08.08.67 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом сварки | 1984 |
|
SU1260130A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Устройство для автоматического управления процессом сварки | 1976 |
|
SU612758A1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1269949A1 |
| Способ регулирования процесса импульсной сварки и устройство для его осуществления | 1989 |
|
SU1676765A1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Система автоматического управления процессом сварки | 1984 |
|
SU1192920A2 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
| Система автоматического управления процессом сварки | 1988 |
|
SU1620236A2 |
