(54) МОДЕЛЬНАЯ КОМПОЗИВДИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ
МОДЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Модельная композиция для изготовления выплавляемых моделей | 1974 |
|
SU688272A1 |
| Композиция для получения моделей | 1981 |
|
SU1057165A1 |
| Композиция для изготовления выплавляемых моделей | 1982 |
|
SU1115840A1 |
| Модельная композиция,используемая в производстве литья по выплавляемым моделям | 1974 |
|
SU467778A1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1995 |
|
RU2088370C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1993 |
|
RU2080204C1 |
| Способ изготовления выплавляемых моделей | 1989 |
|
SU1687358A1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1995 |
|
RU2088371C1 |
| МОДЕЛЬНЫЕ МАССЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫММОДЕЛЯЛ\ | 1967 |
|
SU197119A1 |
| Композиция для изготовления выплавляемыхМОдЕлЕй | 1979 |
|
SU831343A1 |
Изобретение относится к области литейного производства, в частности к точному методу литья по выплавляемым моделям деталей турбомашик. Известен восковой модельный состав, пртменяемый при литье 1Ю вьшлавляемым моделям, включающий буроугольный воск, торфяной воск, парафин и триэтаноламииЕН. Недостаток известного воскового модельно го - неудовлетворительная теплостойкость (30-32°С), большая усадка, малая скорость застьтання и недостаточная чистота повер ности моделей при изготовлении их методом запрессовки. Наиболее близкой по технической сущиоо ти и достигаемому результату является модельная КОМ1ЮЗИЦИЯ, содержащая буроугольный воск и в качестве наполнителя порошок технической мочевины 2. : Эта композиций имеет высокую усаяку и недостаточную прочность. Сложные модели из такого состава при изготовлении и хранении склонны к растрескиванию и короблению, особенно при повышенных температурах и резких перепадах температуры окружающей среды. Целыо изобретения является снижение усадки и повышение, прочности моделей. Это досшгается тем, что модельная композиция в качестве наполнителя .содержит порошок гра4жта и дополнительно церезин и канифоль при следующем соотношении ингредиентОв, ъес.%: БуроугольньА воск27-40 Канифоль30-40 Церезин10-16 ГрафитОстальное. Прим . Для получения модельной композиции приготовляют три состава, содержащие, ъес.%: буроугольный воск до 40; канифоль 35; церезин 13, отлкчюоащеся один от другого содержанием графита, равным в каждом составе соответственно (в вес,%) 10,17 и 30. Берут навески исходных материалов, расплавляют церезин, канифоль и буроугольньда воск при 90-100°С, хорошо перемешивают и вводят предварительно просушенный при 150° С порошок мелкодисперсного малозольного графита с размерами частиц менее 4 мк и тщательно перемешивают до получения однородной массы. При 90-95°С моделиную помпозицию использую для изготсжления моделей. мелкодисперсности используемого порошка графита устойшвость суспензии очень высока, а вследствие его высоких антифрикционных свойств модельная масса отличается выТокой жидкотекучестью при температурах вьпае 90°С, что позволяет изготовление моделей производить на заливочных машинах под давлением, предназначенных для работы с солевыми модельными составами. Возможно также изготовление моделей и методом запрессовки при температуре 85-90°С
9,6
90
оск 35
5,6 90
оск 27
4,1 115
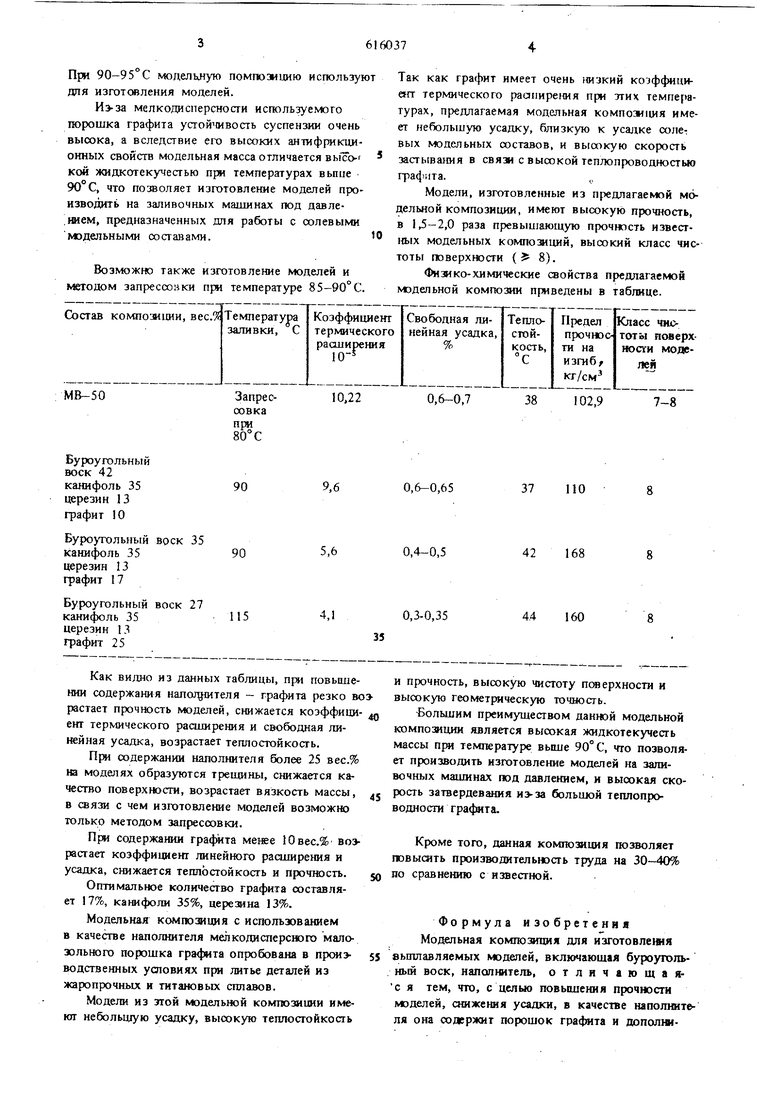
Как видно из данных таблицы, при повьалении содержания нало/ дателя - графита резко во растает прочность моделей, снижается коэффициент термического расширения и свободная линейная усадка, возрастает теплостойкость.
При содержанки наполнителя более 25 вес.% на моделях образуются трещины, снижается качество поверхности, возрастает вязкость массы, в связи с чем изготовление моделей возможно только методом запрессовки.
При содержании графита менее 10 вес.% возрастает козффицнент линейного расширения и усадка, снижается теплостойкость и прочность.
Оптимальное количество графита составляет 17%, канифоли 35%, церезина 13%.
Модельная композиция с использованием в качестве наполнителя мелкодисперсного малоЖ)льного порошка графита опробована в прсж водственных условиях при литье деталей из жаропрочных и титановых сплавов.
Модели из згой модельной композиции имеют небольшую усадку, высокую тегаюстойкосгь
37
0,6-0,65
ПО
42 168
0,4-0,5
44 160
0,3-0,35
и прочность, высокую чистоту поверхности и высокую геометрическую точность.
Большим преимуществом данной модельной композиции является высокая жидкотекучесть массы пр« температуре выше 90° С, что позволяет производить изготовление моделей на заливочных машинах под давлением, и высокая скорость затвердевания большой теплопроводности графита.
Кроме того, данная композиция позволяет гювышть производительность труда на 30-40% по сравнению с известной.
Формула изобретения Модельная композ щия для изготовлетя вьшлавляемых моделей, включающая буроугольный воск, наполш тель, отличающаяс я тем, что, с целью повышения прочности моделей, снижения усадки, в качестве наполнителя она содержит порошок графита и дополниТак как графит имеет очень низкий коэффициагт термического расширения при этих температурах, предлагаемая модельная композмпия имеет небольшую усадку, близкую к у салке селе-: вых модельных составов, и высокую скорость застывания в связи с высокой теплопроводносгыо гра4ята.(, Модели, изготовленные из предлагаемой модельной композиции, имеют высокук) прочность, в 1,5-2,0 раза превышающую прочность известных модельных композиций, высокий класс чистоты поверхности ( 8). Физико-химические свойства п{)едлагаемой модельной композии приведены в таблице. тепьно канифоль и церезин при следующем со отношении ингредаенюв, вес.%:. Буроугопьный воск27-40 Канифоль30-40 Церезин10-16 ГрафитОстальное Источники информации, пришпые во внимание при экспертизе: 1. Шкленник Я. И. Литье по выплавляемым. моделям. М., Мшяиностроение, 1971, с. 132, 2. Литейное произдодство, N 7, 1971, с. 4.
