1
Изобретение относится к области металлургии, а именно к разливке спокойной стали в изложницы, уширенные кверху.
В настоящее время в металлургической практике для разливки спокойной стали наибольшее распространение получили уширенные кверху изложницы с квадратным (блюминговые) или прямоугольным (слябинговые) сечением. Одним из важных факторов, способствующих увеличению склонности слитков к,образованию трещин, является наличие разгаров внутренних граней поверхности изложниц. Разгары образуются под влиянием напряжений в поверхностном слое изложниц и развиваются наиболее интенсивно в центре граней изложниц. По этой причине изложницы часто выходят из строя. С другой стороны, металл заполняя углубления, образовавшиеся при разгаре, оказывает при кристаллизации отливок торможение усадки, что приводит к образованию на слитках трещин.
Известна изложница с покрытием на рабочей поверхности, в состав которого входит .металлическая дробь 1. В этом случае толщина закристаллизовавшейся корочки в начал1 ный момент кристаллизации уве-личивается, что резко снижает ск.юнность
слитков к образованию трещин. Кроме того, металлическая дробь эфс ективно защищает внутреннюю поверхность изложниц от раз- . гаров.
Недостатком таких изложниц является чрезвычайная сложность приготовления и нанесения покрытий, необходимость использования дефицитных и дорогостоящих металлических порошков, большой расход крепителей, что может вызвать пораженность поверхности слитков газовыми пузырями.
Известна также изложница с металлическим покрытием на рабочей поверхности в виде закрепленных по высоте каждой грани металлических пластин 2. Однако указанные пластины предназначены для создания плакирующего слоя стального слитка и не обеспечивают рациональной защиты изложницы от разгаров.
Целью изобретения является уменьшение разгаров граней и образование горячих трещин в слитках.
Это достигается тем, что металлические пластины закреплены по серединам каждой грани, при этом ширина их составляет 0,15- 0,5 ширины соответствующей грани.
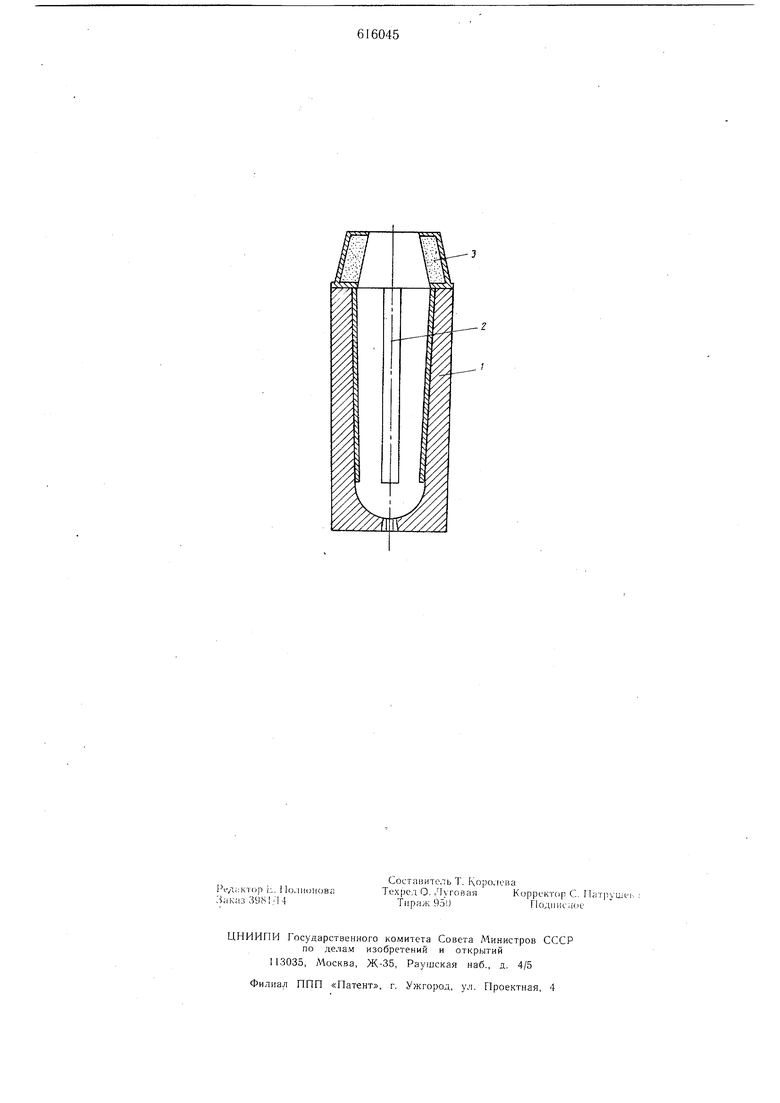
На чертеже изображена изложница с 25 прибыльной надставкой, продольный разрез. Изложница состоит из корпуса 1, по центру одной или нескольких внутренних граней подвешены стальные защитные листы 2 толщиной 0,05-5 iMM и шириной 0,15-0,5 ширины соответствующей грани. На изложницу сверху установлена прибыльная надставка 3, которая удерживает стальные, листы 2 на гранях изложницы. Сталь заливают в изложницу и в начальный момент затвердевания жидкий металл в центре граней частично или полностью расплавляет металлический лист. Толщина закристаллизовавшегося слоя по центру граней увеличивается, а температура уменьшается. Перепад температур металла в углу слитка и по центру границ снижается. Все это способствует снижению пораженности слитков горячими трещинами. Стальной лист выполняет защитную функцию - защищает поверхность изложниц от разгаров B aij6oлее опасном месте - по центру граней. Гладкий металлический лист также успешно отражает брызги металла, особенно если покрыть его смазкой с внутренней стороны. Для выбора оптимальных размеров стальной полосы проведены опыты, в результате которых было установлено, что толщина полосы должна гарантировать удаление ее после нагрева слитков в нагревательных колодцах с окалиной. Это необходимо для того, чтобы предотвратить химическую и физическую неоднородности на поверхности слитков. При нагревании в колодцах блю.минга слитков крупного и среднего развесов в окалину удаляется слой слитка толщиной около 5 мм. Если учесть, что часть полосы по толщине оплавится, верхний предел толщины полосы-5 мм будет гарантировать ее удаление после нагрева слитков в колодцах. Для слитков различного развеса толщину- полосы следует подбирать непосредственно в заводских условиях с учетом окислительной способности местных нагревательных колодцев. Минимальная толщина слоя 0,5 м.м определена с учетом того, что при дальнейшем снижении ее, даже при отливке слитков малого развеса (I - 1,2 т), это не приведет к снижению пораженности слитков горячими трещинами. Ширину полосы выбирают с учетом ширины зоны интенсивного разгара на излож ницах, которая после 60-80 наливов составляет 0,1-0,4 ширины грани изложницы. Поэтому ширина стальных полос должна быть несколько больше и составляет 0,15- ,0,5 ширины соответствующих граней :и ложницы. Рационально по мере эксплуатации постепенно увеличивать ширину стальных полос. Стальные полосы целесообразно подвешивать на всю высоту изложницы (без учета сферической части), крайнем случае - в средней части изложницы (зона наибольшего разгара). Изложница с металлическими полосами прошла промышленные испытания на Енакиевском металлургическом заводе. Отливали уширенные кверху слитки из низкои среднеуглеродистой стали массой 8 т. В опытах использовали стальную полосу толшиной 3-5 мм, шириной 100-150 мм ( т. е. 0,2-0,25 ширины грани). Крепление осуществлялось двумя способами: загибанием стальной полосы на торец изложницы и загибанием на торец алюминиевой проволоки, закрепленной в отверстиях стальной полосы. Испытания показали высокую стойкость опытных изложниц. Трещины на опытных cлиJкax, в отличие от обычных, практически Отч:утствовали. Ожидаемый экономический эффект составил 0,5-0,9 руб/т. Стальные полосы предохраняли зоны наиболее вероятного разгара изложниц. Более предпочтительный второй способ крепления полос - при помощи проволоки, загибаемой на торец изложницы. При загибании стальной полосы на торец изложниц слитки нодвисают и на них появляются трещины. Намечено широкое опробование изложниц с защитными металлическими полосами. Формула изобретения Изложница, преимущественно для разливки спокойной стали, имеющая многогранную рабочую поверхность, на гранях которой по их высоте закреплены металлические пластины, отличающаяся тем, что, с целью у.меньшения разгаров граней и образования горячих трещин в слитках, металлические пластины закреплены по серединам каждой грани, при этом ширина их составляет 0,15- 0,5 ширины соответствующей грани. Источники информации, принятые во внимание при экспертизе: J. Патент Франции № 2209622, кл. В 22 С 1/00, 1974. 2. Патент Бельгии № 758744, кл. В 22 D, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для слитков | 1977 |
|
SU728982A1 |
| Устройство для разливки стали сверху | 1990 |
|
SU1787661A1 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| Изложница для слитков | 1977 |
|
SU740388A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1990 |
|
RU2007259C1 |
| Прибыльная надставка | 1986 |
|
SU1435383A1 |
| Способ производства стальных слитков | 1988 |
|
SU1666266A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| УТЕПЛЯЮЩАЯ НАДСТАВКА ДЛЯ ПРИБЫЛЬНОЙ ЧАСТИ СЛИТКА | 2007 |
|
RU2368455C2 |