(54) ЭЛЕКТРОД ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штучный покрытый электрод для дуговой сварки | 2016 |
|
RU2627093C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ РЕЗКИ МЕТАЛЛА | 1997 |
|
RU2111841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Способ дуговой сварки штучными покрытыми электродами | 2016 |
|
RU2623533C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2017 |
|
RU2717429C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ ВЕРТИКАЛЬНОГО ШВА МЕТОДОМ "СВЕРХУ-ВНИЗ" | 2004 |
|
RU2288821C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 2006 |
|
RU2334608C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2400341C1 |
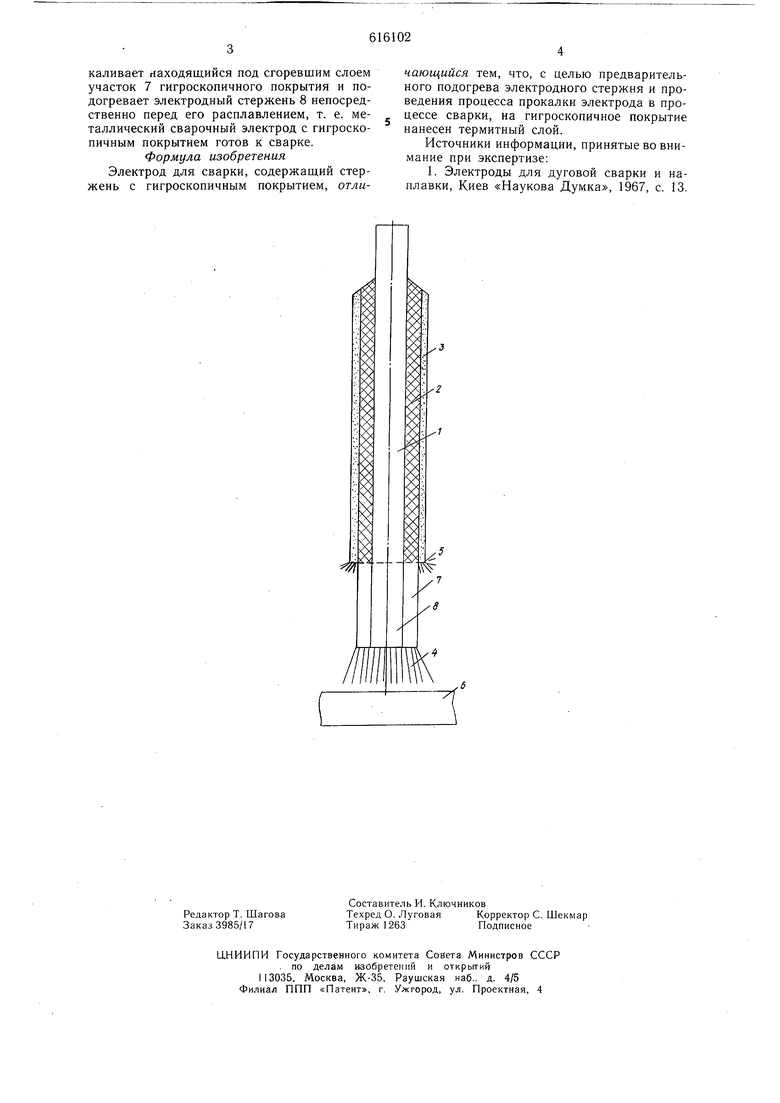
Изобретение относится к подготовке сварочных материалов и сварки, в частности к прокалке перед сваркой покрытых металлических электродов, имеющих гигроскопичное покрытие, и может быть широко использовано в народном хозяйстве при выполнении сварочных и наплавочных работ ручным дуговым способом. Известна подготовка к сварке металлических сварочных электродов с гигроскопичным покрытием, заключающаяся в том, что электроды перед сваркой прокаливают в прокалочных печах или сушильно-прокалочных шкафах 1. Однако прокаленные в печах или шкафах электроды ДОЛЖНЫ использоваться на сварочных работах сразу же после прокалки, в противном случае гигроскопическое покрытие отсыревает, вследствие чего электрод ДЛЯ сварки непригоден и требует повторной прокалки. А так как электроды, поступившие на рабочее место, практически не сжигаются одновременно, некоторая часть из них обязательно требует повторной прокалки, что снижает производительность и качество процесса. Для предварительного подогрева электродного стержня и проведения процесса прокалки электрода в процессе сварки на гигроскопичное покрытие нанесентермитный СЛОЙ. Сжигание термитного слоя в процессе сварки обеспечивает прокалку гигроскопичного покрытия и подогрев электродного стержня непосредственно перед расплавлением электрода, что улучшает качество подготовки электрода к сварке и повышает производительность сварки по сравнению с известным способом в 1,5-2 раза. На чертеже дана конструкция электрода. Пример. Готовят к сварке металлический сварочный электрод типа Э 42, марки УОНИ 13/45, содержащий металлический стержень 1, гигроскопичное- покрытие 2 с нанесенным на него слоем термита 3. Зажигается сварочная дуга 4, воспламеняющая термитный СЛОЙ, после чего дуга прерывается. Когда зона 5 горения перемещается за счет сгорания термитного слоя 3 на расстояние 50 мм от торца электрода, сварочная дуга 4 зажигается повторно и производится сварка детали 6. Так как горение термитного слоя 3 происходит на расстоянии 50 мм от сварочной дуги 4, образовавшееся от горения тепло прокаливает находящийся под сгоревшим слоем участок 7 гигроскопичного покрытия и подогревает электродный стержень 8 непосредственно перед его расплавлением, т. е. металлический сварочный электрод с гигроскопичным покрытием готов к сварке.
Формула изобретения Электрод для сварки, содержащий стержень с гигроскопичным покрытием, отличающийся тем, что, с целью предварительного подогрева электродного стержня и проведения процесса прокалки электрода в процессе сварки, на гигроскопичное покрытие нанесен термитный слой.
Источники информации, принятые во внимание при экспертизе:
