Предлагаемый способ относится преимущественно к машиностроению и может быть применен, например, для сварки металлических деталей, собираемых в любом пространственном положении.
Известен способ сварки с активирующим флюсом (Патент РФ №2164849 от 10.04.2001 г., МКИ 7 В 23 К 35/362). Он содержит, мас. доли, %:
Тугоплавкое соединение из группы:
По данному способу сварки активирующий флюс в виде спиртового раствора порошка флюса тонким слоем наносят на свариваемые кромки. После испарения спирта производят сварку по этому слою. Данный флюс обеспечивает высокую адгезию с поверхностью металлической детали и стабильность формирования сварного шва. Однако при нагреве свариваемых металлических деталей содержащаяся в составе флюса хлористая соль кальция испаряется быстрее, чем гексафторалюминат лития, что снижает эффективность данного способа. Интенсивному испарению хлористой соли кальция способствует ее более низкая температура кипения и высокая теплопроводность свариваемых металлических деталей. В составе флюса имеются гигроскопичные компоненты, которые поглощают влагу и способствуют образованию газовых пор в сварных соединениях. При сварке используется средняя часть слоя флюса и после сварки около 50% флюса остается в виде несгоревших остатков по краям сварного шва, что увеличивает расход флюса.
Известен способ сварки открытой дугой (Авторское свидетельство №1692783, МКИ В 23 К 9/14 от 23.11.91 г.), при котором в дугу вводят оксид кальция совместно с полиэтиленом или фторопластом. Данный способ позволяет увеличить ударную вязкость и пластичность сварного шва за счет удаления азота, водорода и кислорода из сварочной ванны. Однако известный способ разработан применительно для сварки и наплавки голой электродной проволокой и не позволяет увеличить проплавляющую способность дуги. Кроме того, порошкообразные компоненты при введении в дугу рассеиваются потоком защитного газа, что снижает эффективность способа.
Известен способ дуговой сварки с активирующим материалом (Авторы Паршин С.Г., Казаков Ю.В. RU 2209714 С2, В 23 К 9/16, 35/02 от 12.10.01 г.), который принят за прототип. При данном способе сварку производят по стекловолокнистой ленте, которая выполнена в виде полого шнура, в полость которого помещают активирующий флюс. Данный способ позволяет увеличить проплавляющую способность дуги и экономично расходовать флюс. Однако стекловолокнистые материалы изготавливают путем переплетения отдельных волокон и нитей (см. Материалы в машиностроении. Неметаллические материалы. Справочник. Т.5. Под ред. Попова В.А. и др. М.: Машиностроение, 1969 г., 644 с.). Порошок флюса размещается в отдельных ячейках между нитями, поэтому при деформации ленты флюс может высыпаться из ячеек, что снижает эффективность известного способа. Кроме того, при длительном хранении ленты гигроскопичные компоненты активирующего флюса насыщаются влагой, что способствует возникновению пор в сварном шве.
Техническим результатом предлагаемого способа сварки является увеличение производительности процесса сварки, качества сварного шва и экономии активирующего флюса путем рациональной подачи в зону дуги смеси активирующего флюса с полимером.
Сущность предлагаемого способа заключается в том, что в зону горения дуги при сварке подается активирующий флюс. В отличие от прототипа в зону горения дуги подается лента, изготовленная из нейтрального материала по отношению к свариваемому металлу, на которую наносят покрытие, состоящее из смеси активирующего флюса и полимера. В качестве нейтрального материала может служить лента, изготовленная из кремнеземного или каолинового волокна. Ленту из нейтрального материала пропитывают раствором мелкодисперсных порошков активирующего флюса и полимера. После расплавления полимера на поверхности стержня образуется влагонепроницаемое покрытие, содержащее частицы флюса. Готовый активирующий материал в виде ленты подают в зону горения дуги.
При нагреве дугой полимерная оболочка разлагается с образованием углерода, фтора и фторуглеродов: CF, CF2, CF3, CF4 (см. Справочник по пластическим массам. Т.2. Под ред. Катаева В.М., Попова В.А., Сажина Б.И. М.: Химия, 1975 г., 568 с.). Фтор и фториды углерода способствуют увеличению проплавляющей способности дуги. Частицы углерода распределяются по поверхности сварочной ванны и при высокой температуре восстанавливают оксиды с образованием летучих соединений СО, CO2. Большое количество галогенидов в зоне горения дуги уменьшает содержание водорода в металле сварочной ванны за счет образования летучих соединений HF, HCl, HBr.
При нагревании дугой лента и слой флюса на ней расплавляются, сгорают и выделяют галогены, которые воздействуют на дуговой разряд, увеличивая его проплавляющую способность (см. Островский О.Е., Крюковский В.Н., Бук Б.Б. и др. Влияние активирующих флюсов на проплавляющую способность сварочной дуги и концентрацию энергии в анодном пятне. // Сварочное производство, 1977 г., №3, с.3-4). Неметаллическая лента имеет низкую теплопроводность, поэтому содержащиеся на ленте компоненты флюса сгорают одновременно, что увеличивает эффективность предлагаемого способа сварки. В отличие от прототипа предлагаемый способ обеспечивает защиту гигроскопичных компонентов флюса от влаги за счет обволакивания частиц флюса пленкой связующего полимера и позволяет автоматически регулировать количество подающегося в зону дуги активирующего флюса в зависимости от толщины свариваемых деталей.
Технология нанесения активирующего флюса на ленту выполняется известными в технике способами и заключается в следующем. Смесь порошка активирующего флюса и полимера разводят в воде или спирте. Ленту толщиной 0,1...10 мм, изготовленную из нейтрального материала по отношению к свариваемому металлу, погружают в раствор порошка активирующего флюса и мелкодисперсного полимера. В качестве полимера можно применять политетрафторэтилен, который выпускается промышленностью (см. Справочник по пластическим массам. Т.2. Под ред. Катаева В.М., Попова В.А., Сажина Б.И. М.: Химия, 1975 г., 568 с.).
После пропитки активирующим раствором лента поступает в сушильную камеру, где просушивается при температуре 100...280°С в течении 10...15 минут. При высокой температуре полимер расплавляется и образует на поверхности ленты прочную газонепроницаемую оболочку, содержащую частицы активирующего флюса. При этом количество полимера по отношению к активирующему флюсу составляет 20...95%. При содержании полимера менее 20% снижается прочность и увеличивается влагонасыщение активирующего покрытия. При содержании полимера более 95% отсутствует воздействие активирующего флюса на дугу. После сушки лента приобретает необходимую гибкость и прочность, что позволяет его наматывать на барабан и автоматически подавать в зону сварки с помощью механизмов.
Предлагаемый способ заключается в том, см. чертеж, что в зону горения дуги 1, которая включает пространство между электродом 2 и сварочной ванной 3, подается лента 4, изготовленная из нейтрального материала по отношению к свариваемому металлу 5, с нанесенным на ленту покрытием, которое состоит из смеси активирующего флюса 6 и полимера 7. Сварочную дугу зажигают на начальном участке свариваемых кромок. После разогрева начала шва в зону дуги подается лента с нанесенным флюсом. При нагреве дугой лента и активирующее покрытие одновременно расплавляются, при этом выделяются пары галогенидов, которые воздействуют на дугу и увеличивают ее проплавляющую способность. Активирующая лента сгорает без остатка, что позволяет сократить расход флюса до 50%.
Примером применения предлагаемого способа может служить сварка пластин размером 250×150 мм с толщиной стенки 6 мм из стали 3 сп. Многожильную ленту толщиной 0,44 мм, состоящую из кремнеземного волокна, пропитывали раствором смеси активирующего флюса состава, мас. доли, %: двуокись кремния - 35; гексафторалюминат лития - 20, двуокись титана - 20, хлорид кальция - 25 (Патент Р.Ф. №2164849 от 10.04.2001 г., МКИ 7 В 23 К 35/362) и фторопласта-4Д (по ТУ П-208-69, см. Справочник по пластическим массам. T.1. Под ред. Катаева В.М., Попова В.А., Сажина Б.И. М.: Химия, 1975 г., 448 с.). Соотношение компонентов составляло: активирующий флюс 60%, полимер 40%. После пропитки ленту нагревали в сушильной камере при температуре 270°С в течение 10 минут. Пластины соединяли без разделки кромок в неповоротном нижнем положении. Дугу зажигали на участке основного металла с неплавящегося вольфрамового электрода диаметром 3 мм при силе тока 100 А прямой полярности. Ленту с флюсом подавали в зону дуги впереди ее движения. Затем дугу перемещали со скоростью 2 мм/с и одновременно подавали ленту и производили сварку. Лента с активирующим покрытием плавилась в зоне дуги и сгорала без остатка, что увеличивало проплавляющую способность дуги в 1,5...1,8 раза, по сравнению со сваркой без активирующего флюса. Расход активирующего флюса сократился на 50% по сравнению со способом сварки (Патент РФ №2164849 от 10.04.2001 г., МКИ 7 В 23 К 35/362). После сварки сварные соединения пластин подвергали ультразвуковому контролю на дефектоскопе УД2-12, который показал отсутствие дефектов в полученных сварных соединениях.
Таким образом, предлагаемый способ обеспечивает технический эффект, выражающийся в увеличении проплавляющей способности дуги и экономии активирующего флюса, и может быть применен с использованием известных в технике средств, следовательно, он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209714C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2188105C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
Изобретение относится к машиностроению и может быть использовано при сварке металлических деталей, собираемых в любом пространственном положении. Способ дуговой сварки с активирующим материалом включает подачу в зону горения дуги ленты, изготовленной из материала, нейтрального по отношению к свариваемому металлу. На поверхность ленты наносят активирующий материал, состоящий из смеси активирующего флюса и полимера, при следующем соотношении компонентов, мас.% доли смеси: активирующий флюс - 5...80, полимер - 20...95. В качестве полимера выбирают политетрафторэтилен. Ленту изготавливают из кремнеземного или каолинового волокна. Это позволит увеличить производительность процесса сварки, улучшить качество сварного шва и обеспечить рациональную подачу в зону дуги активирующего флюса с полимером. 3 з.п. ф-лы, 1 ил.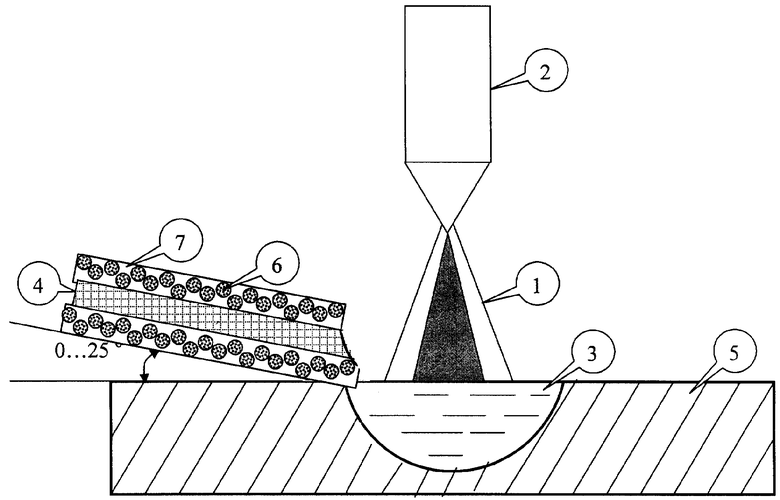
Активирующий флюс 5 - 80
Полимер 20 - 95
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209714C2 |
| АКТИВИРУЮЩИЙ МАТЕРИАЛ ДЛЯ СВАРКИ И НАПЛАВКИ | 2002 |
|
RU2226144C1 |
| Способ сварки стыковых соединений неплавящимся электродом | 1988 |
|
SU1522583A1 |
| Способ дуговой сварки | 1987 |
|
SU1547993A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

