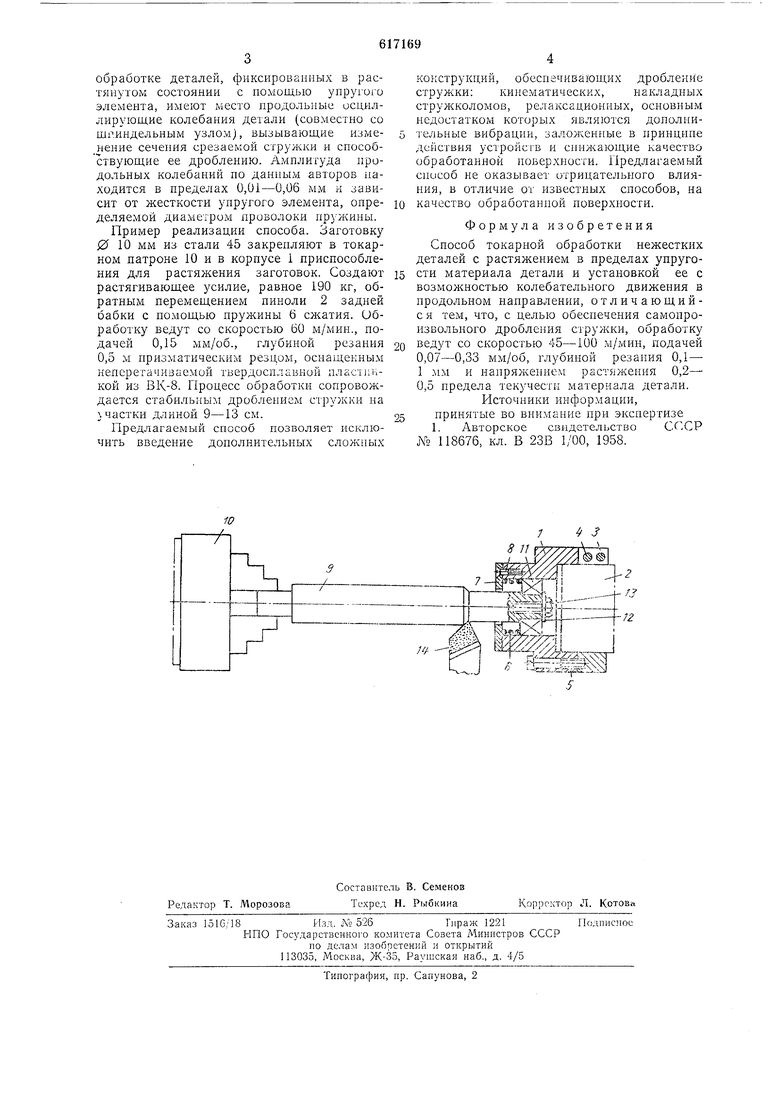
Изобретение относится к области технологии машиностроения и может быть использовано при токарной обработке нежестких металлических деталей - тел вращения, имеющих отнощение длины к диаметру не менее 20, на станках токарного типа. Известен способ токарной обработки нежестких деталей с растяжением в пределах упругости материала детали и установкой ее с возможностью колебательного движения в продольном направлении 1. Цель изобретения - обеспечение самопроизвольного дробления стружки. Для этого обработку ведут со скоростью 45-100 м/мин, подачей 0,07-0,33 мм/об, глубиной резания 0,1-1 мм и напряжением растяжения 0,2-0,5 предела текучести материала детали. На чертеже схематически изображено устройство для реализации предлагаемого способа токарной обработки. ;/стройство состоит из корпуса 1, закрепленного на пиноли 2 задней бабки посредством кольца 3 и винтами 4 и 5. В корпусе 1 установлен упругий элемент - пружина 6 сжатия, ход которой ограничен крыщкой 7, прикрепленной к корпусу винтами 8. Обрабатываемая деталь 9 центрирующим пояском устанавливается одним концом в патроне 10, а другим - во внутреннем кольце радиально-упорного подшипника 11. Во избежание осевого перемещения внутреннего кольца подшипника il, последний зафиксирован шайбой 12 и болтом 13 ло резьбе в детали 9. Обработку ведут резцом 14. Устройство работает следующим образом. Вращением маховика задней бабки (на чертеже не показан) перемещают пиноль 2 вправо. Наружное кольцо подщипника 11 скользит по посадочной поверхности корпуса 1, оставаясь на месте. 5 пругий элемент D сжимается, значение растягивающего усилия определяется величиной хода последнего. После растялсения деталь У обрабатывается по наружному диаметру резцом 14. Г) процессе обработки с растяжением облегчаются условия пластического дeqк)IJMирования материала детали, происходит более интенсивный наклеп струлски, резкое изменение структуры в срезаемом металле стружки, что является причиной возникновения значительных внутренних напряжений, неустойчивости ловерхносгной сгруктуры и, соответственно, появления в струлчке трещин, приводящих к самопроизви.аьному дроблению на отдельные участки разной длины (от 2 до 30 см). Кроме того, при
обработке деталей, фиксированных в растянутом состоянии с помондью ynpyroio элемента, имеют место нродольные осцнллирующие колебания детали (совместно со Ш1.индельным узлом, вызывающие изме нение сечения срезаемой стружки и способствующие ее дроблению. Амплитуда продольных колебаний по данным авторов находится в пределах 0,01-0,06 мм и зависит от жесткости упругого элемента, определяемой диаметром нроволоки пружины.
Пример реализации способа. Заготовку 0 10 мм из стали 45 закрепляют в токарном патроне 10 и в корпусе 1 приспособления для растяжения заготовок. Создают растягивающее зсилие, равное 190 кг, обратным перемещением пиноли 2 задней бабки с помощью 6 сжатия. Обработку ведут со скоростью 60 м/мин., подачей 0,15 мм/об., глубиной резания 0,5 м призматическим резцом, оснащенным неперетачизаемой твердосплавной пластинкой из ВК-8. Процесс обработки сопровождается стабильным дроблением стружки на }частки длиной 9-13 см.
Предлагаемый способ позволяет исключить введение дополнительных сложных
конструкций, обеспечивающих дробление стружки: кинематических, накладных стружколомов, релаксационных, основным недостатком которых являются дополнительные вибрации, заложенные в принципе действия ус1ройсгв и снижающие качество обработанной поверхности. Предлагаемый сниеоб не оказывает отрицательного влияния, в отличие от известных способов, на качество обработанной поверхности.
Формула изобретения
Способ токарной обработки нежестких деталей с растяжением в пределах упругости материала детали и установкой ее с возможностью колебательного движения в продольном направлении, отличающийс я тем, что, с целью обеспечения самопроизвольного дробления стружки, обработку ведут со скоростью 45-100 м/мин, подачей 0,07-0,33 мм/об, глубиной резания 0,1 - 1 мм и напряжением растяжения 0,2- 0,5 нредела текучести материала детали.
Источники информации, принятые во внимание нри экспертизе 1. Авторское свидетельство СССР N° 118676, кл. В 23В 1/00, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки нежестких деталей | 1977 |
|
SU639648A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Устройство для растяжения нежестких деталей при токарной обработке | 1987 |
|
SU1512706A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Способ обработки нежестких заготовок | 1978 |
|
SU679319A1 |
| Способ токарной обработки нежестких деталей | 1977 |
|
SU674830A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Способ механической обработки нежестких деталей | 1977 |
|
SU686821A1 |
| Устройство для зажима и растяжения нежестких деталей | 1986 |
|
SU1335378A1 |
..
--irz z.,i. :p5;-x:;:; S
