Изобретение относится к технологии машиностроения, в частности к способам механической обработки нежестких деталей с продольным растяжением, и может быть использовано при обработке на токарных, шлифовальных и других станках. Известен способ токарной обработ ки нежестких валиков с растяжением заготовки в пределах упругости ее материала с помощью обращенных друг к другу токарных патронов 1. Недостатком способа является невысокая точность форки продольного сечения, выраженная в виде изогнутости оси вследствие наличия наклепа и релаксации остаточных напряжений в детали после ее обработки и снятия со станка. Изогнутость оси для деталей, имеющих отношение длины к диаметру , , достигает 0,08 мм, для - 0,045 мм и дл - 0,018 мм (при длине детали равной 160 мм;. Для устранения указанного недостатка требуется дополнительная операция - рихтовка детали. Цель изобретения - повышение точ ности формы продольного сечения за счет снижения остаточных напряжений Это достигается тем, что в известном способе механической обработки нежестких деталей с растяжением в пределах упругости материала после окончания процесса резания деталь с растянутом состоянии дополнительно подвергают низкотемпературному отпуску. Способ может быть реализован на токарном станке IK62. Обработку ведут в обращенных друг к другу токарных патронах, один из которых (установленный на пиноли задней бабки) имеет возможность осевого перемещения. Фиксацию заготовки осуществляют с помощью упругого элемента. По окончании процесса резания производят нагрев обработанной детали до температуры низкого отпуска. При этом происходит релаксация напряжений в детали и значительное снижение искривления оси детали, так как последняя находится в растянутом состоянии на протяжении всего времени нагрева. После остывания детали примерно до 40-50 С ее снимддат со станка. Пример . Заготовку диаметром 10 мм, длиной 200 мм из стали 45 закрепляют в двух патронах и растягивают продольным усилием,равным 220кг.
Обработку ведут при числе с.боротов шпинделя1600 об/мин, глубине 1,5мм, подаче 0,15 мм/об.
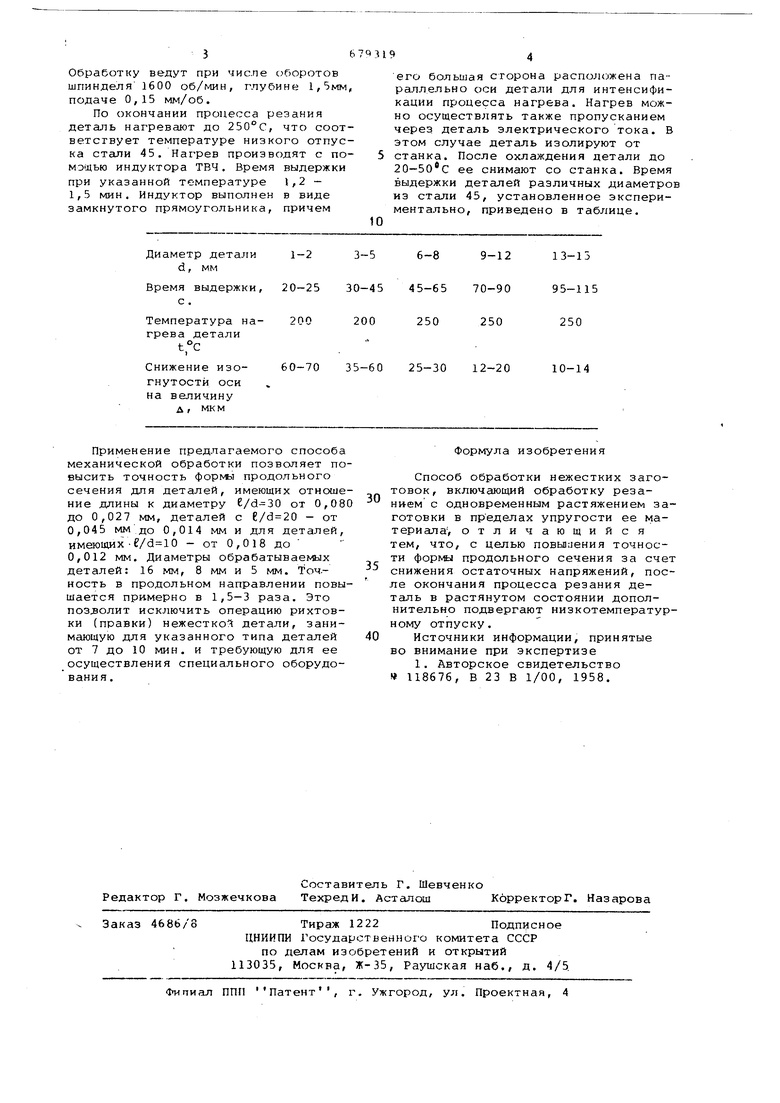
По окончании процесса резания деталь нагревают до 250°С, что соответствует температуре низкого отпуска стали 45. Нагрев производят с помощью индуктора ТВЧ. Время выдержки при указанной температуре 1,2 - 1,5 мин. Индуктор выполнен в виде замкнутого прямоугольника, причем
Диаметр детали d, мм
с .
Температура нагрева детали
60-70
Применение предлагаемого способа механической обработки позволяет повысить точность формы продольного сечения для деталей, имеющих отношение длины к диаметру 6/d-30 от 0,080 до 0,027 мм, деталей с - от 0,045 мм до 0,014 мм и для деталей, имеющих - от 0,018 до 0,012 мм. Диаметры обрабатывае)иых деталей: 16 мм, 8 мм и 5 мм. Точ,ность в продольном направлении повышается примерно в 1,5-3 раза. Это позволит исключить операцию рихтовки (правки) нежесткой детали, занимающую для указанного типа деталей от 7 до 10 мин. и требующую для ее осуществления специального оборудования.
его большая сторона расположена параллельно оси детали для интенсификации процесса нагрева. Нагрев можно осуществлять также пропусканием через деталь электрического тока. В этом случае деталь изолируют от станка. После охлаждения детали до 20-50с ее снимают со станка. Время выдержки деталей различных диаметро из стали 45, установленное экспериментально, приведено в таблице.
35-60 25-30 12-20
10-14
Формула изобретения
Способ обработки нежестких заготовок, включающий обработку резаннем с одновременным растяжением заготовки в пределах упругости ее материала-, отличающийся тем, что, с целью повьпаения точности форлы продольного сечения за счет снижения остаточных напряжений, после окончания процесса резания деталь в растянутом состоянии дополнительно подвергают низкотемпературному отпуску.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство U8676, В 23 В 1/00, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |
| Способ токарной обработки нежестких деталей | 1977 |
|
SU617169A1 |
| Способ механической обработки нежестких пустотелых деталей | 1980 |
|
SU931300A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ НЕЖЕСТКИХ ВАЛОВ НА ТОКАРНОМ СТАНКЕ | 1990 |
|
RU2009830C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Способ механической обработки нежестких деталей | 1976 |
|
SU618195A1 |
| Способ токарной обработки нежестких деталей | 1977 |
|
SU674830A1 |
| Способ стабилизации параметров цилиндрических деталей | 2015 |
|
RU2626703C2 |
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
