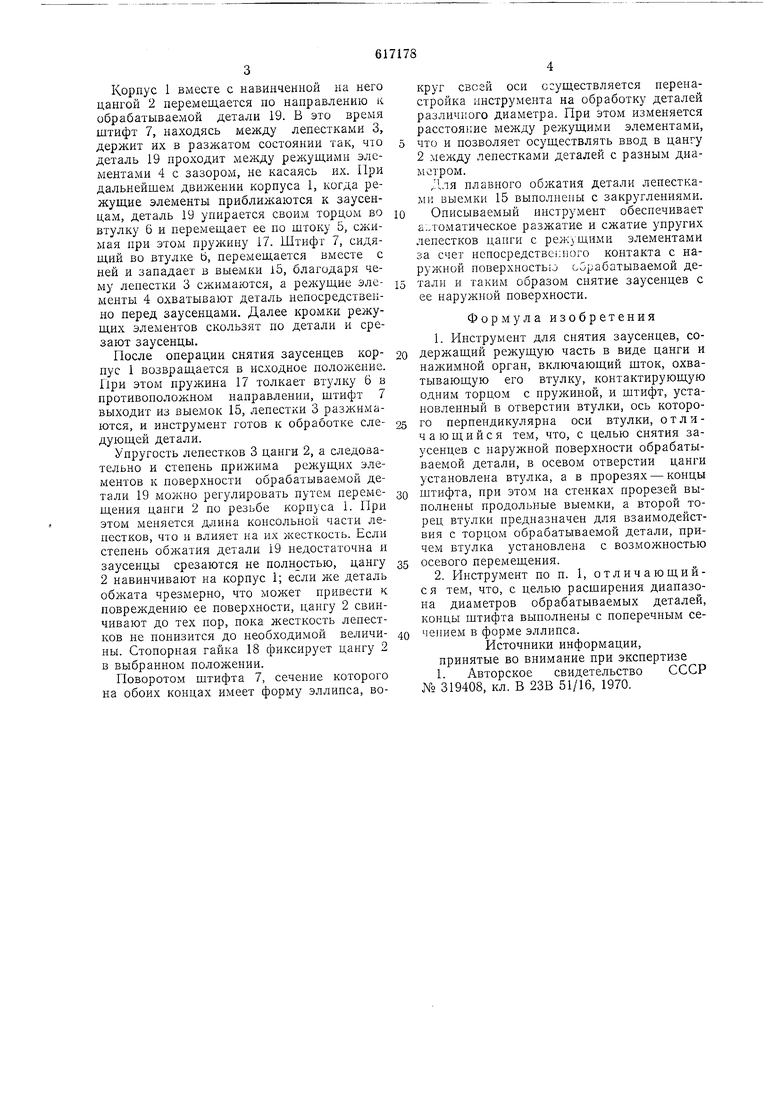
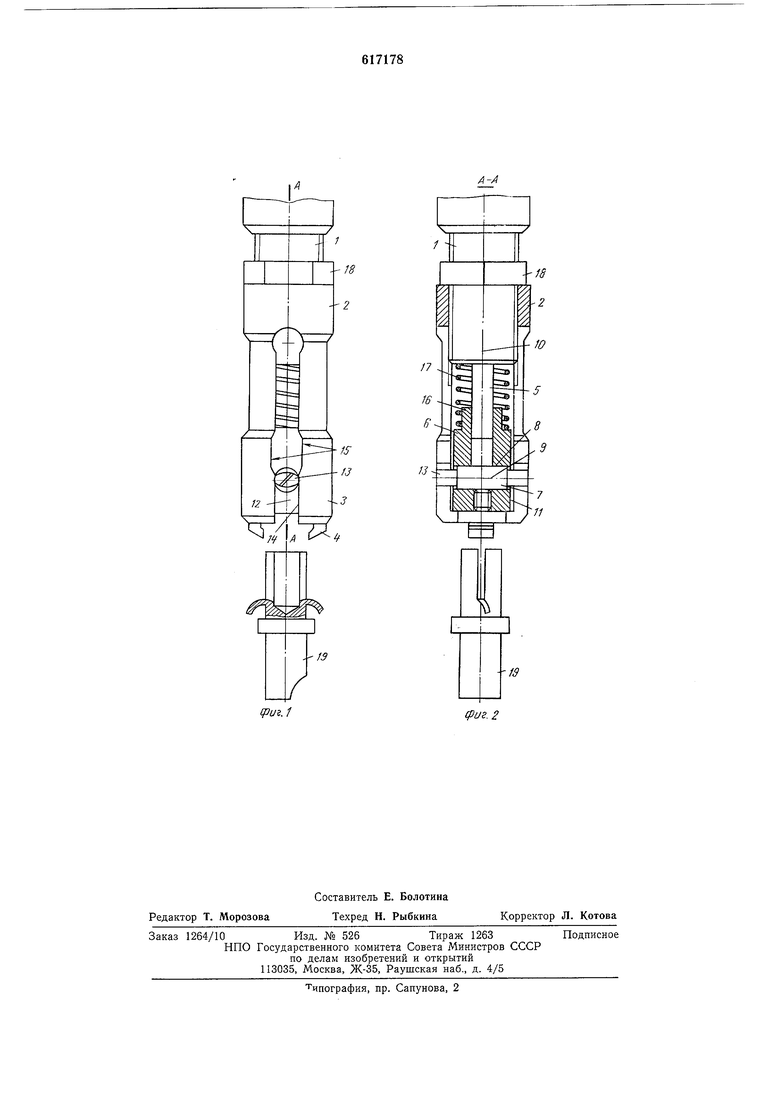
Корпус 1 вместе с навинченной на него цангой 2 перемещается по направлению к обрабатываемой детали 19. В это время штифт 7, находясь между лепестками 3, их в разжатом состоянии так, что деталь 19 проходит между режущими элементами 4 с зазором, не касаясь их. При дальнейшем корпуса 1, когда режущие элементы приближаются к заусенцам, деталь 19 упирается своим торцом во втулку 6 и перемещает ее по штоку 5, сжимая при этом пружину 17. Штифт 7, сидящий во втулке Ь, перемещается вместе с ней и западает в выемки 15, благодаря чему лепестки 3 сжимаются, а режущие элементы 4 охватывают деталь непосредственно перед заусенцами. Далее кромки режущих элементов скользят по детали и срезают заусенцы.
После операции снятия заусенцев корпус 1 возвращается в исходное положение. При этом пружина 17 толкает втулку 6 в противоположном направлении, штифт 7 выходит из выемок 15, лепестки 3 разжимаются, и инструмент готов к обработке еледующей детали.
Упругость лепестков 3 цанги 2, а следовательно и степень прижима релсущих элементов к поверхности обрабатываемой детали 19 можно регулировать путем перемещения цанги 2 по резьбе корпуса 1. При этом меняется длина консольной части лепестков, что и влияет на их жесткость. Если степень детали 19 недостаточна и заусенцы срезаются не полностью, цангу 2 навинчивают на корпус 1; если же деталь обжата чрезмерно, что молсет привести к повреждению ее поверхности, цангу 2 свинчивают до тех пор, пока жесткость лепестков не понизится до необходимой величины. Стопорная гайка 18 фиксирует цангу 2 в выбранном положении.
Поворотом штифта 7, сечение которого на обоих концах имеет форму эллипса, вокруг свсги оси осуществляется перенастройка инструмента на обработку деталей различного диаметра. При этом изменяется расстояние между режущими элементами, что и позволяет осуществлять ввод в цангу 2 между лепестками деталей с разным диаметром.
Для плавного обжатия детали лепестками выемки 15 выполнены с закруглениями.
Описываемый ппструмент обеспечивает а./соматическое разжатие и сжатие упругих лепестков цанги с режущими элементами за счет непосредствеьиого коптакта с нарул ной поверхность;; обрабатываемой детали и таким образом снятие заусенцев с ее нарул ной поверхности.
Формула изобретения
1.Инструмент для снятия заусенцев, содержащий режущую часть в виде цанги и нажимной орган, включающий щток, охватывающую его втулку, контактирующую одним торцом с пружиной, и щтифт, установленный в отверстии втулки, ось которого перпендикулярна оси втулки, отличающийся тем, что, с целью снятия заусенцев с наружной новерхности обрабатываемой детали, в осевом отверстии цанги установлена втулка, а в прорезях - концы штифта, при этом на стенках прорезей выполнены продольные выемки, а второй торец втулки предназначен для взаимодействия с торцом обрабатываемой детали, причем втулка установлена с возможностью осевого перемещения.
2.Инструмент по п. 1, отличающийся тем, что, с целью расширения диапазона диаметров обрабатываемых деталей, концы штифта выполнены с поперечным сечением в форме эллипса.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 319408, кл. В 23В 51/16, 1970.
-/ -/J
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для снятия заусенцев | 1978 |
|
SU1134302A1 |
| Инструмент для снятия заусенцев | 1978 |
|
SU901000A2 |
| Инструмент для снятия заусенцев | 1990 |
|
SU1771889A1 |
| ПРЯМОЙ НАКОНЕЧНИК | 1982 |
|
RU1138973C |
| Цанговая оправка | 1989 |
|
SU1692757A1 |
| Зажимное устройство машины для сварки трением | 1977 |
|
SU721284A1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| УСТРОЙСТВО для снятия ЗАУСЕНЦЕВ С ТОРЦОВ ЗАКРУГЛЕННЫХ ЗУБЬЕВ ЗУБЧАТЫХ ИЗДЕЛИЙ | 1973 |
|
SU368945A1 |
| ЦАНГОВОЕ СОЕДИНЕНИЕ ДЛЯ ВАЛОВ ЭЛЕКТРОЦЕНТРОБЕЖНЫХ ПОГРУЖНЫХ НАСОСОВ | 2014 |
|
RU2607927C1 |
| Дорн для образования регулярных микрорельефов внутренних цилиндрических поверхностей | 2022 |
|
RU2806749C1 |
cpuz.1
(риг. 2
