9
Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| Оправка | 1988 |
|
SU1602625A1 |
| Цанговый патрон | 1979 |
|
SU848171A1 |
| Пружинно-пневматическое зажимное устройство | 1981 |
|
SU1028462A1 |
| Механизм автоматической смены инструмента станков с ЧПУ | 1988 |
|
SU1620266A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1973 |
|
SU394165A1 |
Изобретение относится к металлообработке и может быть использовано при закреплении деталей. Цель изобретения - повышение точности закрепления посредством выбора зазоров в сопряжении конусной втулки. На поверхности корпуса 1 установлена двусторонняя цанга 2, конусная втулка 3, в отверстии которой установлены кулачки 4, перемещаемые конусными поверхностями пазов 11 штока 5, перемещаемого зажимной гайкой 8. После установки закрепляемой детали, вращая гайку 8, перемещают конусную втулку 3, и шток 5, разжимая цангу 2, выбирают зазоры в сопряжении конусной втулки 3. Происходит закрепление детали. 3 ил.
//7
О Ю
к
а
VI
Ю
ФигЛ
Изобретение относится к области металлообработки и может быть использовано при закреплении деталей.
Цель изобретения - повышение точности закрепления посредством выбора зазоров в сопровождении конусной втулки:
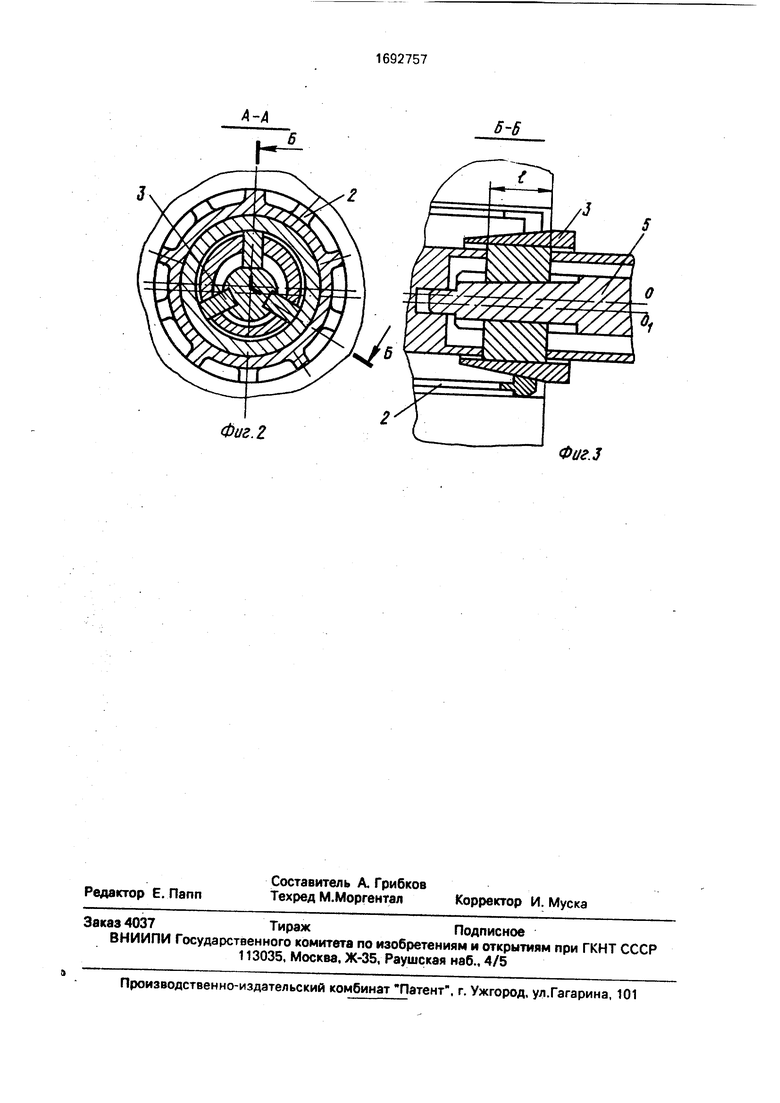
На фиг. 1 представлена оправка, общий Јид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Цанговая оправка состоит из корпуса 1 с конусной поверхностью для разжима двусторонней цанги 2, конусной втулки 3, установленной на поверхности корпуса 1 по Свободной посадке, трех кулачков А, расположенных в пазах корпуса 1, штока 5 с пружиной 6, который размещен в отверстии корпуса 1 и сцентрирован относительно не- го отверстиями в корпусе 1 и направляющей втулке 7, закрепленной в корпусе 1 неподвижно, зажимной гайки 8, в пазу которой размещен установленный в отверстии штока 5 штифт 9, и регулировочной гайки 10.
Шток5 своими конусными поверхностями пазов 11 контактирует с ответными конусными поверхностями кулачков 4, размещенных в пазах корпуса 1 и предназначенных для взаимодействия с внутренней. поверхностью втулки 3.
Цанговая оправка работает следующим образом.
Нападку цанговой оправки производят с целью предварительной регулировки положения штока 5, который фиксируется ре- гулировочной гайкой 10, ограничивающей его осевое перемещение/ .
После регулировки положения штока 5 конусную втулку 3 снимают с корпуса 1 оправки с предварительным снятием штифта 9 и зажимной гайки 8. Затем цангу 2 и код нусную втулку 3 устанавливают на корпус 1, заворачивают зажимную гайку 8 до момента начала разжима лепестков цанги 2, и в зтсм положении штифт 9 устанавливают в отверстие зажимной гайки 8 и штока 5.
После наладки цанговую оправку устанавливают в шпиндель станка, слегка освобождают зажимную гайку 8 и отводят конусную втулку 3.
Для закрепления детали конусную втулку 3 перемещают зажимной гайкой 8 в направлении выдвижения кулачков 4, которое осуществляется за счет перемещения штока 5 посредством установленного в нем штифта 9, упирающегося в торец внутренней канавки зажимной гайки 8 и пружины 6.
Перемещением конусной втулки 3 разжимаются лепестки цанги 2 и деталь закрепляется. При этом регулировочная гайка 10 упирается в торец корпуса 1, положение которого отрегулировано в процессе наладки. Одновременно с перемещением конусной втулки 3 зажимной гайкой 8 перемещается шток 5, равномерно разжимая кулачки 4 и выбирая все зазоры. Конец штока 5 сопрягается с центрирующим отверстием в корпусе 1 и в направляющей втулке 7, обеспечивая равномерный разжим кулачков 4
относительно оси оправки.
Для разжима цанги 2 кРснятия обрабатываемой детали необходимо слегка отвернуть зажимную гайку 8, и при последующем отворачивании зажимной гайки 8 штифт 9 перемещает шток 5 в сторону разжима кулачков 4. Регулировочная гайка 10 вместе со
штоком 5 отходит от торца корпуса 1. После разжатия кулачков 4 конусная втулка 3 вы- ВОДИТСЯ0ИЗ цанги, и обрабатываемая деталь снимается с оправки,
За счет равномерного выбора зазора в
сопряжении конусной втулки 3 с корпусом 1 происходит центрирование конусной втулки 3 относительно оси оправки и тем самым достигается равномерный разжим цанги 2, обеспечивая высокую точность закрепления
детали.
Предлагаемая конструкция цанговой .оправки обеспечивает точное центрирование обрабатываемой детали, что исключает возникновение погрешностей в виде радиального и торцового биений.
Формула изобретения Цанговая оправка, на поверхности корпуса которой расположены двусторонняя цанга, пружина и подвижная конусная втулка, контактирующая с гайкой, отличающаяся тем, что, с целью повышения точности закрепления, оправкь снабжена штоком с конусными пазами и отверстием, установленным в выполненных в корпусе
отверстиях, и кулачками, расположенными в выполненных в корпусе пазах и предназначенными для взаимодействия с одной стороны с внутренним отверстием конусной втулки, а с другой - с конусными пазами
штока, гайка выполнена с внутренней проточкой, предназначенной для размещения введенного в оправку штифта, закрепленного в отверстии штока, а пружина расположена между штифтом штока и введенной в
оправку втулкой, закрепленной в корпусе.
А-А
Фиг. 2
Фиг.З
| Гаврилов А.Н | |||
| и др | |||
| Альбом приспособлений для металлорежущих станков, применяемых в приборостроении | |||
| - М.: Машгиз, 1963, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
