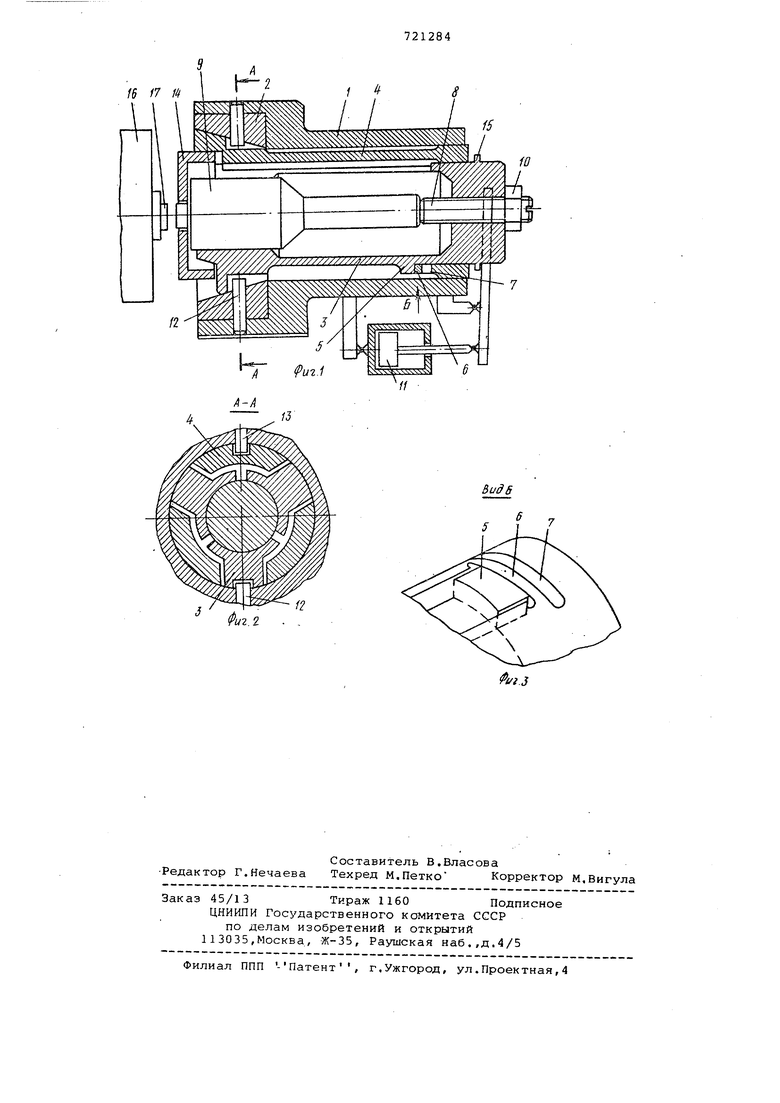
Изобретение относится к сварке трением и может быть использовано в машинах для сварки трением для зак репления двух неподвижных деталей, соединяемых с третьей деталью сваркой трением. Известно зажимное устройство, предназначенное для закрепления неподвижной детали, подвергаемой сварке трением 1, Однако такое устройство не позволяет закреплять одновременно две детали. Наиболее близким к предлагаемому по технической суп1ности является зажимное устройство машины для сварки трением, содержащее две соосные и связанные с общим приводом зажимны цанги и передающую зажимное усилие конусную втулку 2. В этом устройстве для последовательного зажима цангами двух различ ных деталей используются две разные пружины, а для разжима - пневмоцилиндр. Последовательный зажим и разжим двух деталей происходит за счет того, что наружная цанга удлин ,на и при зажиме освобождается пнев моцилиндром в первую -очередь, а при Ьазжиме - наоборот. Применение тако то устройства обеспечивает закрепление двух деталей и изготовление сваркой трением узЛа из трех деталей, Однако конструкция этого устройства сложна, так как имеется два пружинных привода зажимных цанг. Диаметральный габарит устройства увеличен нз-за наличия пружин. Из-за того, что пружины теряют свою эластичность, усилие зажима, передающееся цангам, мало для надежного закреплений деталей . Цель изобретения - уменьшение габарутов конструкции, повышение ее надежности и упрощение процесса зажатия деталей. Это достигается тем, что в предлагаемой конструкции на наружной цанге выполнены поперечные упругие перемычки, расположенные в продольных пазах, а лепестки внутренней цанги снабжены выступами, размещенными в пазах наружной цанги с возможностью взаимодействия С упругимиперемычками. На фиг.1 показано предлагаемое зажимное устройство, продольный разрез; на фиг.2 - то же, разрез по
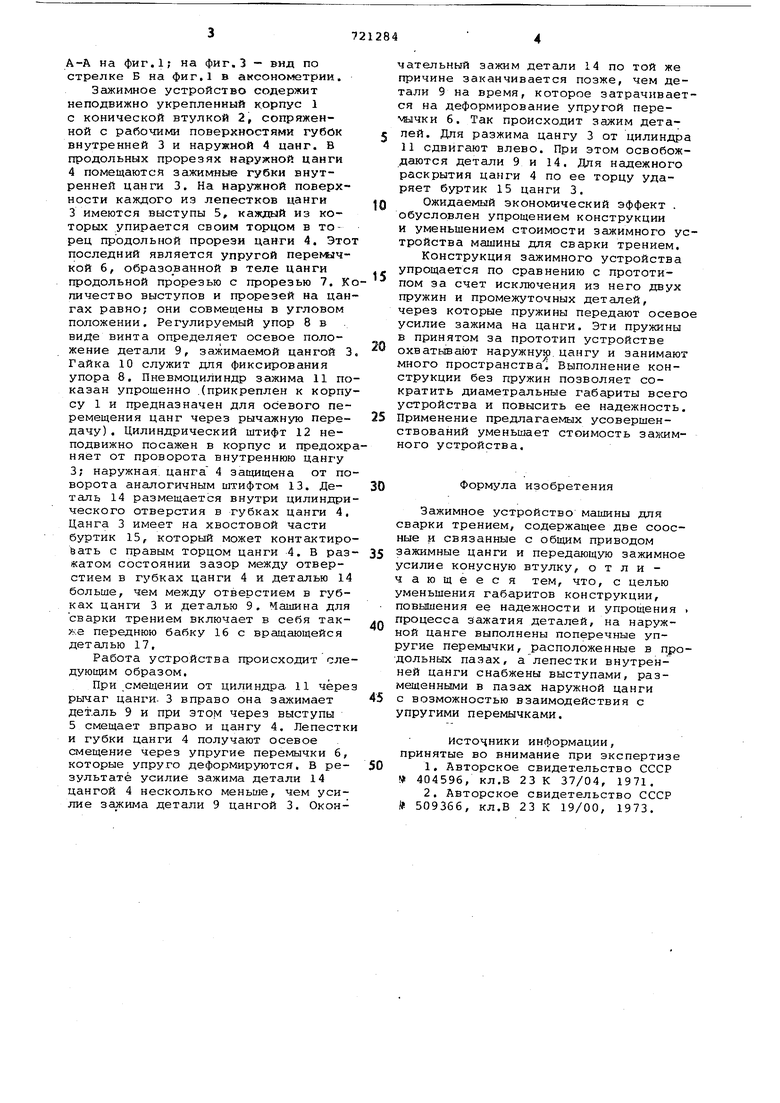
А-А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.1 в аксонометрии.
Зажимное устройство содержит неподвижно укрепленный корпус 1 с конической втулкой 2, сопряженной с рабочими поверхностями губок внутренней 3 и наружной 4 цанг. В продольных прорезях наружной цанги 4 помещаются зажимные губки внутренней цанги 3. На наружной поверхности каждого из лепестков цанги 3 имеются выступы 5, каждый из которых упирается своим торцом в торец продольной прорези цанги 4. Этот последний является упругой nepeNbt4кой 6, образованной в теле цанги продольной прорезью с прорезью 7. Количество выступов и прорезей на цангах равно; они совмещены в угловом положении. Регулируемый упор 8 в виде Винта определяет осевое положение детали 9, зажимаемой цангой 3. Гайка 10 служит для фиксирования упора 8. Пневмоцилиндр зажима 11 показан упрощенно .{прикреплен к корпусу 1 и предназначен для осевого перемещения цанг через рычажную передачу) . Цилиндрический штифт 12 неподвижно посажен в корпус и предохраняет от проворота внутреннюю цангу 3; наружная цанга 4 защищена от поворота аналогичным штифтом 13. Деталь 14 размещается внутри цилиндрического отверстия в губках цанги 4. Цанга 3 имеет на хвостовой части буртик 15, который может контактировать с правым торцом цанги 4. В разжатом состоянии зазор между отверстием в губках цанги 4 и деталью 14 больше, чем между отверстием в губках цанги 3 и деталью 9. Машина для сварки трением включает в себя также переднюю бабку 16 с вращающейся деталью 17,
Работа устройства происходит следующим образом.
При смещении от цилиндра- 11 через рычаг цанги. 3 вправо она зажимает дет.аль 9 и при этом через выступы 5 смещает вправо и цангу 4. Лепестки и губки цанги 4 получают осевое смещение через упругие перемычки б, которые упруго деформируются, в результате усилие зажима детали 14 цангой 4 несколько меньше, чем усилие зажима детали 9 цангой 3. Окончательный зажим детали 14 по той же причине заканчивается позже, чем детали 9 на время, которое затрачивается на деформирование упругой пере «лчки 6. Так происходит зажим деталей. Для разжима цангу 3 от цилиндра 11 сдвигают влево. При этом освобождаются детали 9 и 14, Для надежного раскрытия цанги 4 по ее торцу ударяет буртик 15 цанги 3. Ожидаемый экономический эффект . обусловлен упрощением конструкции и уменьшением стоимости зажимного устройства машины для сварки трением. Конструкция зажимного устройства
упрощается по сравнению с прототипом за счет исключения из него двух пружин и промежуточных деталей, через которые пружины передают осевое усилие зажима на цанги. Эти пружины в принятом за прототип устройстве
охватывают наружную, цангу и занимают много пространства Выполнение конструкции без пружин позволяет сократить диаметральные габариты всего устройства и повысить ее надежность.
Применение предлагаемых усовершенствований уменьшает стоимость заясимного устройства.
Формула изобретения
Зажимное устройство машины для сварки трением, содержащее две соосные и связанные с общим приводом зажимные цанги и передающую зажимное усилие конусную втулку, отличающееся тем, что, с целью уменьшения габаритов конструкции, повышения ее надежности и упрощения
процесса зажатия деталей, на наружной цанге выполнены поперечные упругие перемычки, расположенные в продольных пазах, а лепестки внутренней цанги снабжены выступами, размещенными в пазах наружной цанги с возможностью взаимодействия с упругими перемычками.
Исто ники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 404596, кл.В 23 К 37/04, 1971,
2. Авторское свидетельство СССР If 509366, кл.В 23 К 19/00, 1973,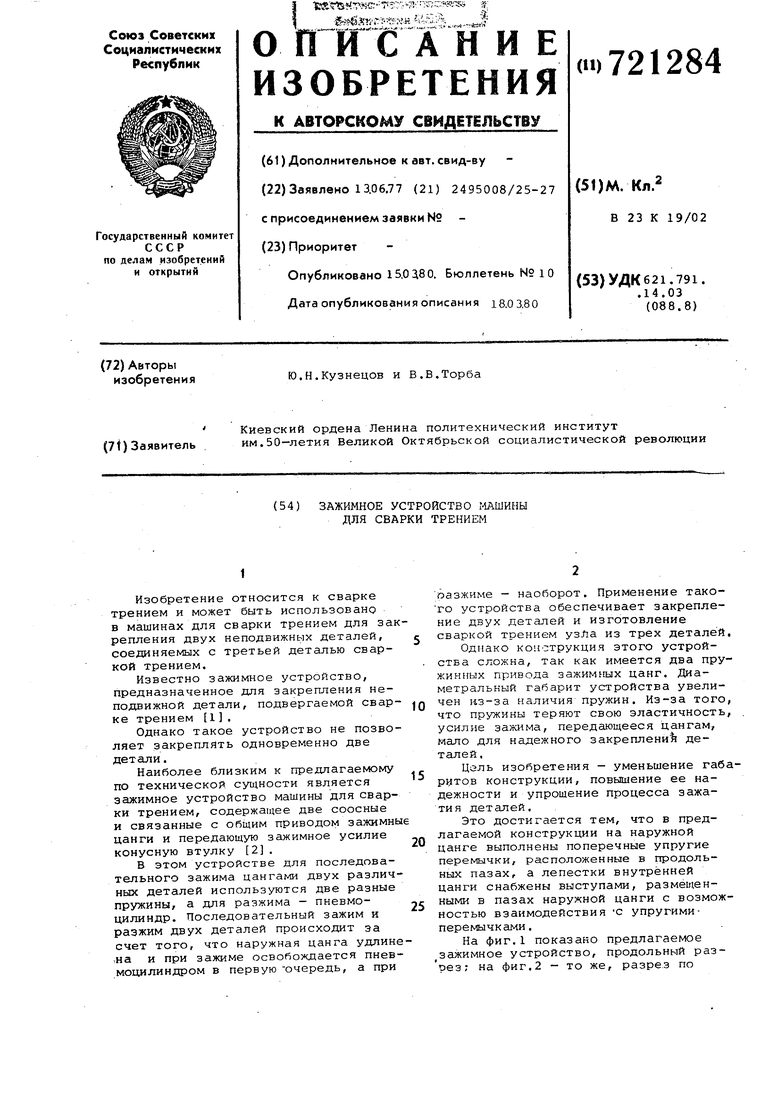
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1985 |
|
SU1284724A1 |
| Цанговый патрон | 1990 |
|
SU1787699A1 |
| Машина для сварки трением | 1982 |
|
SU1092023A1 |
| Цанговый патрон | 1985 |
|
SU1298001A1 |
| Патрон | 1979 |
|
SU806278A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Цанговый патрон | 1983 |
|
SU1142230A1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Цанговый патрон | 1985 |
|
SU1366310A1 |