(54) ЭЛЕКТРОД - ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1973 |
|
SU561649A1 |
| Способ электрохимической размерной обработки металлов и сплавов | 1990 |
|
SU1761394A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ электроэрозионного прошивания глубоких отверстий | 1984 |
|
SU1407711A1 |
| Контактный узел с жидкометаллическим контактом | 1987 |
|
SU1420622A1 |
| Способ импульсно-циклической электрохимической обработки | 2018 |
|
RU2701909C1 |
I
Изобретение относится к электрофизическим и электрохими1ёским методам обработки, и, в частности, касается электрохимической обработки деталей имеющих сложно фасонные поверхности.
Известен дйектрод-инструмент, исполь- зуемый цля реализации способа размерной электро симической обработки, выполненный с возможностью свободного перемещения в направлении перпендикулярном обрабатываемой поверхности под действием . электромагнитных сил, возникающих з процессе обработки. Электрод и деталь подсоецинены к источнику тока гак, что токи в них параллельны и направлены встреч- но 1..
Однако этот электрод-инструмент не обеспечивает устойчивость процесса обработки при работе на межэлектродных зазорах (МЭЗ) менее 0,2 мм. Это связано с тем, что при возникновении коротких замыканий (КЗ) в местах, близких к токоподводам, ток локализуется между гокоподводом и точкой КЗ и из-за малой пло-
щадн электромагнитного взаимодействия сала отталкивания электрода мала и не .устраняет КЗ.
Цель изобретения - повышение устойчивости электрохимической размерной обработки (ЭХРО) при работе на малых МЭЗ.
Поставленная цель достигается- ом, что электрод-инструмент для ЭХРО, выполненный с возможностью свободного перемещения под действием электромагнитных сил, возникающих во время обработки, снабжен токопроводом с изоляцией, расположенным параллельно рабочей поверхности электрода и имеющим электрическое сопротивление, близкое к сопроти - лению электрода, причем токопровод включен в электрическую цепь между источни- кся«1 тока и электродом так, что токи в них имеют одно направление.
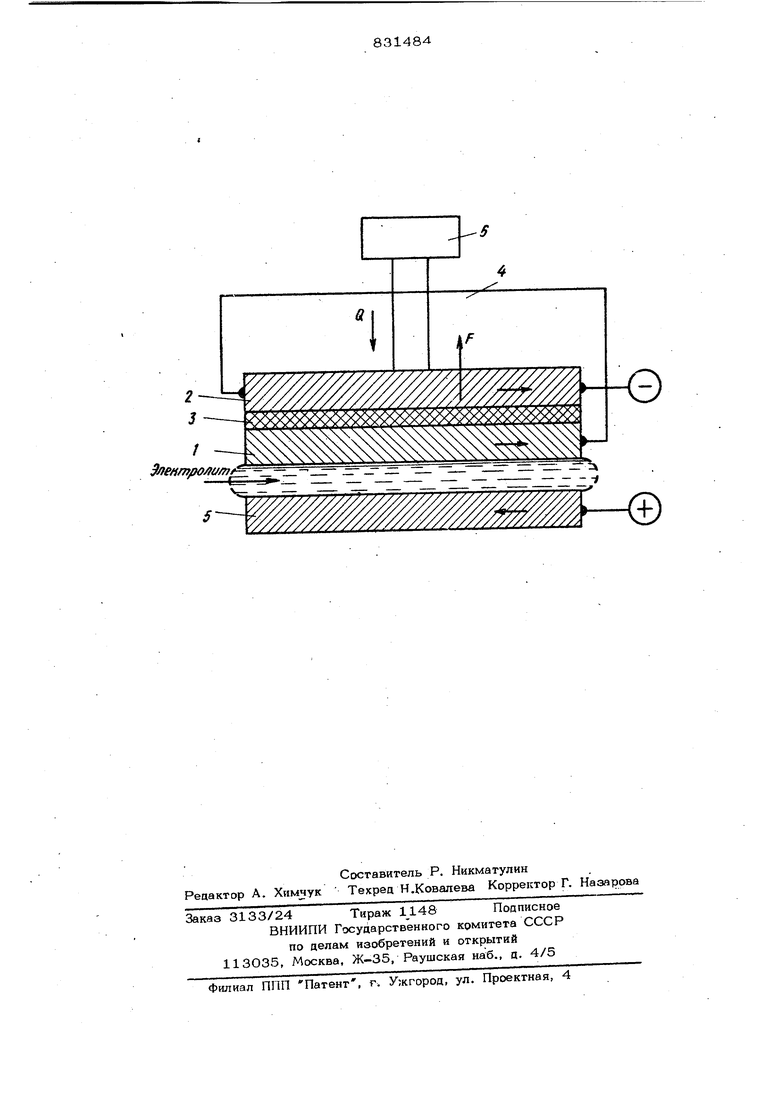
На чертеже изображено предлагаемое устройство.
Устройство содержит электрод 1, токопровод 2, подсоединенный к отрицательному полюсу источника тока, электроизоляцию 3, шину 4 электрического соеаине ния токопровода с электродом, обрабатываемую деталь 5, подсоединенную к поло жительному полюсу источника тока и механизм 6 свободного перемещения злектро- да-инструмента, создающий силу Q прижима электрода-инструмента к детали.
ПодБод тока к детали 5, .электроду 1 и токопроводу 2 осуществляется так, что векторы взаимодействующих токов в ник. квазипараллельны между собой и обрабатываемой поверкностью и имеют в электроде и токопроводе одинаковое, а в детали противоположные направления.
Электрод-инструмент работает следую- щим образом.
JCнaчaлa в МЭЗ подают электролит, затем убирают силу прижима Q, чем устанавливают гарантированный от короткого замыкания МЭЗ и включают ток. Далее к электроду прикладывают постоянную силу прижима Q , обеспечивающую заданны МЭЗ. За счет электромагнитного взаимодействия токов, протекающих встречно в детали и электроде-инструменте, между деталью и электродом-инструментом возникает сила отталкивания F , которая возрастает с увеличением тока и уменьшением МЭЗ. Сила F , действуя на электрод-инструмент, перемещает его вверх, увеличивая МЭЗ;. При определенном МЭЗ сила F уравновешивает силу Q и устанавливается динамическое равновесие, поддерживающее постоянный МЭЗ.
При обработке с помощью предлагаемого электрода-инструмента перед коротким замыканием или в момент его происходит усиление тока, которое резко увеличивает силу F , что ведет к увеличению МЭЗ и . прекращению короткого замыкания. При . коротком замыкании ток в электроне и детали локализуется в основном между токопроводом и местом возникновения короткого замыкания, поэтому, чем ближе место КЗ к токоподводу, тем меньше площадь взаимодействия токов, и соответственно меньше сила F . Поэтому при отсутствии токопровода в электроде-инструменте КЗ устраняется только в точках достаточно удаленных от токоподводе. Наличие в электроде-инструменте токопровоца увеличивает силу F , что уменьшает зону вероятного КЗ.
Проведено испытание предлагаемого злектрода-инструмента. Электрод изготовлен в виде диска из титана диаметром ЗОмм толщиной 0,5 мм, в качестве токопровода используют медный диск диаметром 50мм и толщиной 0,5 мм, отделенный от электрода электроизоляцией толщиной О,1 мм,
Электролит - 10%-ный МаСб поступает через центр диска. Рабочий ток подводят к центру диска токопровода, снимают с его периферии и подают в центре диска электрода. Величина тока 400-60ОА. При работе с МЭЗ 0,1-О,2 мм следов КЗ в МЭЗ практически не наблюдается.
Полученные данные показывают, что предложенное устройство позволяет повысить устойчивость процесса при работе на
малых МЭЗ.А обработка деталей на малых МЭЗ повышает производительность и точность обработки.
Формул изобретения
Электрод-инструмент для электрохимическбй обработки сложных фасонных поверхностей, . отличающийся тем; что, с целью повышения устойчивости процесса работе на малых межэлектрод- ных зазорах, он снабжен токопроводом с изоляцией,, расположенным параллельно . рабочей поверхности электрода и имеющим Q электрическое сопротивление, близкое сопротивлению электрода.
Источники информации, принятые во внимание при экспертизе
M 561$49, кл. В 23 Р 1/04, 1973.
1
--- 00 ХХХХХХ $ ббб лГУ XX X V N ХХХ V V упент/ю/и//п/ - - - - -- - -
