Изобретение относится к области машиностроения и может быть использовано при обработке деталей типа лопаток лопаточных машин, ковочных штампов.
Известно, что при электрохимической размерной обработке с малыми неэлектродными зазорами возникает пульсирующее движение электролита с длительной остановкой потока и прекращением съема материала в застойной зоне.
Недостатком такого способа является появление дефектов по точности и качеству поверхности типа приведенного в (Основы повышения точности электрохимического формообразования. / Петров Ю.Н., Корчагин Г.Н., Зайдман Г.Н., Саушкин Б.П. Кишинев: Изд. "Штиинца", 1977, 152 с.).
Способ обработки с пульсацией потока за счет вибрации инструмента с частотой 50 Гц использован в станках АГЭ-10 (Электрохимическая размерная обработка деталей сложной формы. / Головачев В.Ф. и др. - М.: Машиностроение, 1969, 198 с.).
Недостатком способа является возможность появления застойных зон на участках, где электрод имеет колебания в направлении, близком к образующей профиля.
Известен способ обработки секционным инструментом (Основы повышения точности электрохимического формообразования. / Петров Ю.Н., Корчагин Г.Н., Зайдман Г. Н., Саушкин Б.П. Кишинев: Изд. "Штиинца", 1977, 152 с.), имеющим жесткую конструкцию, разделенную изоляторами с индивидуальным подводом тока.
Недостатком способа и секционного инструмента является возможность образования застойных зон на секциях под током, недостатком инструмента является жесткая связь между отдельными секциями, что делает режим течения электролита неуправляемым.
Известен способ (А.с. 323243, МКИ В 23 Р 1/04. Способ размерной электрохимической обработки. / Дмитриев Л. Б. и др. Б.и. 1, 1972), по которому пульсирующее движение жидкости достигается за счет принудительного циклического перемещения жесткого инструмента.
Недостатком способа является существенное различие условий течения рабочих сред в МЭЗ, что приводит к появлению застойных зон, особенно при возрастании размеров обрабатываемых поверхностей и их количества.
Известен способ и самонастраивающийся инструмент для обработки, принятый за ближайший аналог (Лившиц А.Л., Алексеев Г.А., Настасий В.К. Регулирование процесса ЭХО деталей типа штампов на станках копировально-прошивочных / размерная электрохимическая обработка деталей машин. ч. 1. Тула: Изд-во ТПИ, 1975, с. 140-142), при котором цельный электрод при перемещении изменяет величину зазора в направлении импульсно-циклической подачи инструмента с созданием пульсаций потока и изменением электрического режима по сигналам датчика состояния электролита.
Недостатком способа и устройства является воздействие перемещения на весь инструмент, что приводит к ошибкам в регулировании МЭЗ, появлению зон, где поток электролита длительное время не движется, а положение секции не позволяет иметь стабильные параметры пульсации потока. Это вызывает наличие локальных участков с высокой погрешностью и низким качеством поверхности.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в обеспечении стабильного съема материала со всех участков сложнопрофильных деталей без появления застойных зон электролита, снижении погрешности и повышении качества обработки, а также в снижении трудоемкости обработки.
Технический результат достигается тем, что в способе электрохимической размерной обработки сопряженных поверхностей секционным электродом-инструментом, включающем обработку в проточном электролите, в процессе работы, при запирании межэлектродного зазора и остановке газожидкостной среды, по меньшей мере, в одной секции электрода-инструмента, подают дополнительно электролит в данную секцию с давлением выше давления в межэлектродном зазоре и прекращают дополнительную подачу электролита после начала движения газожидкостной среды.
Электрод-инструмент для осуществления способа состоит из секций, установленных подвижно друг относительно друга на упругих элементах, которые снабжены датчиками перемещения, связанными с регулятором давления электролита на входе в секцию, в каждой секции выполнен канал подвода электролита.
Сущность изобретения поясняется чертежом, где:
1 - верхняя секция электрода-инструмента; 2 - нижняя секция электрода-инструмента; 3 - корпус; 4, 5 - упругие элементы; 6, 7 - направляющие; 8-11 - границы секций; 12, 13 - места сопряжения участков обрабатываемой детали; 14, 15 - датчики перемещений секций 1 и 2; 16 - регулятор давления; 17, 18 - каналы для подачи электролита в межэлектродный зазор; 19 - уплотнение.
Электрод-инструмент состоит из верхней и нижней частей, при этом верхняя часть состоит из отдельных секций 1, а нижняя часть состоит из отдельных секций 2. Количество секций 1 и 2 зависит от формы обрабатываемой поверхности. Секции 1 и 2 соответственно верхней и нижней частей электрода-инструмента установлены на упругих элементах 4, 5 с возможностью перемещения друг относительно друга посредством направляющих 6, 7, расположенных в корпусе 3. Границы 8-11 секций 1 устанавливаются таким образом, что они совпадают с местами сопряжения 12, 13 участков обрабатываемой детали. На концах направляющих 6, 7 размещены датчики перемещений 14, 15 секций, передающие сигнал на регулятор давления 16, в который подается от насоса электролит под давлением Р, поступающий в каждую секцию под давлением P1, P2 в секции 1 верхней части электрода-инструмента через каналы 17, в секции 2 нижней части через каналы 18, которые разделены в межэлектродном зазоре уплотнением 19.
Способ осуществляют следующим образом.
Перед началом обработки устанавливают МЭЗ в каждой секции 1, 2 соответственно верхней и нижней частей электрода-инструмента путем их перемещения по направляющим 6 и 7. Подают на вход регулятора 16 электролит под давлением Р от насоса и за регулятором 16 под секции 1 и 2 с единым давлением. По датчикам перемещений 15, 14 устанавливают одновременность начала перемещения секций 1, 2, при необходимости регулируют упругость элементов 4, 5. Фиксируют заданное в технологии давление на выходе из регулятора 16 и включают рабочее напряжение на деталь (плюс) и секции 1, 2 электрода (минус). Начинается анодное растворение металла детали внутри межэлектродного зазора во всех секциях. Образуется газожидкостная смесь, которая приводит, в зависимости от размеров и профиля сопряженных поверхностей, к перекрытию потока электролита, возрастающего давления внутри межэлектродного зазора одной или нескольких секций, сжатию упругих элементов и поступлению сигнала на один или несколько датчиков 14, 15. Сигнал поступает на регулятор 16, по команде которого на вход в межэлектродный зазор через каналы 17, 18 подается электролит под давлением P1, P2.
Автономное давление в межэлектродном зазоре поддерживается за счет разделения потока электролита по секциям уплотнением 19. В межэлектродном зазоре секции (или секций), где газожидкостная смесь перестала перемещаться, по команде регулятора 16 давление электролита на входе в межэлектродном зазоре плавно возрастает до возобновления движения среды, что снижает давление в межэлектродном зазоре такой секции, после чего упругий элемент возвращает секцию в исходное положение, сигнал с датчика перемещения прекращается, регулятор начинает подавать в межэлектродный зазор секции электролит под начальным давлением. Время срабатывания регулятора 16 незначительно и съем металла в секции при кратковременной остановке газовой смеси не прекращается, поэтому отсутствуют локальные необработанные участки, вызывающие погрешности формы и размеров детали. Последующая пульсация газожидкостной среды в секции способствует появлению импульса тока и снижению высоты неровностей, глубины растравливания до среднего уровня по детали.
Инструмент для осуществления способа работает следующим образом: каждая секция 1, 2 с границами 8, 9, 10, 11, совпадающими с местами сопряжения 12, 13 поверхностей детали, может автономно перемещаться вдоль направляющих 6, 7, которые могут автономно перемещаться в корпусе 3 и регулировать МЭЗ при настройке каждой секции 1, 2. При этом расстояние между секциями и корпусом 3 остается без изменения за счет упругих элементов 4, 5 и ограничителей на направляющих со стороны торцов. Упругость элементов регулируют. Величина давления на входе в межэлектродный зазор берется из заданных технологических режимов процесса обработки. Из (Основы повышения точности электрохимического формообразования. / Петров Ю.Н., Корчагин Г.Н., Зайдман Г.Н, Саушкин Б.П. Кишинев: Изд. "Штиинца", 1977, 152 с.) известно, что остановка газожидкостной среды начинается на выходе из секции, поэтому регулировка упругих элементов 6 и 7 по давлению электролита не вносит существенных погрешностей при попадании во время работы в электролит газообразных продуктов анодного растворения. За счет возможности автономного перемещения секций 1, 2 и изменения давления регулятором 16 по сигналам датчиков 14, 15 на входе в МЭЗ, разделенный уплотнениями 19, пульсация потока не создает длительной задержки движения газожидкостной среды и не вызывает большой разницы в скорости съема припуска с сопряженных поверхностей, а возможность регулирования МЭЗ по секциям выравнивает условия обработки, что повышает точность, снижает шероховатость и глубину микрорастравливаний, припуск на последующую обработку и трудоемкость таких операций.
Пример осуществления способа показан для турбинной лопатки со сверхзвуковым профилем пера. Лопатка из жаропрочного сплава ЖС6, который не поддается обработке лезвийным инструментом, обрабатывалась на станке ЭГС-10А по принятому и предлагаемому способу обработки. Визуальное наблюдение за выходом из зоны обработки газожидкостной среды при применении способа показывало, что имеет место пульсация среды с интервалом 0,5-10 секунд. Учитывая, что количество сопряженных поверхностей лопатки с замком и бандажной полкой составляет 6, имеется возможность прекращения процесса до одной минуты.
Исследование обработанной лопатки показало, что неравномерность съема не связана с исходным припуском и составляет на отдельных участках 0,3-0,35 мм при локальной шероховатости 2,5-3 мкм. На последующую обработку абразивным инструментом назначается припуск 0,4-0,5 мм. Трудоемкость операции составляла 40 минут. По предлагаемому способу использовался инструмент с двумя секциями. Давление электролита на входе в регулятор составляло 0,5 МПа, начало сжатия упругих элементов - 0,3 МПа. Выполнена обработка лопаток со скруглением между сопряженными поверхностями радиусом 0,35 мм. Начальный зазор составлял 0,25 мм, U=12 В. Наблюдение за положением датчиков давления 14 и 15 показало, что интервал их срабатывания при пульсирующем движении среды не превышал 2 секунды. Все детали после обработки имели погрешность в пределах допуска (±0,15 мм), шероховатость 0,63-1,25 мкм. Допуск на последующую безразмерную полировку был снижен до 0,02 мм, что сокращало трудоемкость этой операции до 8 минут.
Таким образом, предлагаемое изобретение позволяет обеспечить стабильный съем материала со всех участков сложнопрофильных деталей, снизить погрешность и повысить качество обработки, снизить трудоемкости обработки, что позволит повысить экономичность процесса обработки сложнопрофильных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СБОРНЫЙ ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАЛМАЗНОЙ РЕЗКИ | 2010 |
|
RU2432240C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Способ электрохимической обработки кромок лопаток, моноколес, лопастей и электрод-инструмент для осуществления способа | 2019 |
|
RU2738939C2 |
Изобретение с относится к области машиностроения и может быть использовано при обработке деталей типа лопаток лопаточных машин, ковочных штампов. В способе электрохимической размерной обработки в процессе работы, при запирании межэлектродного зазора и остановке газожидкостной среды, по меньшей мере, в одной секции электрода-инструмента, подают дополнительно электролит в данную секцию с давлением выше давления в межэлектродном зазоре и прекращают дополнительную подачу электролита после начала движения газожидкостной среды. Электрод-инструмент состоит из отдельных секций, которые установлены на упругих элементах, с возможностью перемещения друг относительно друга посредством направляющих. На концах направляющих размещены датчики перемещений секций, передающие сигнал на регулятор давления, в каждой секции выполнен канал для подвода электролита. Использование изобретения обеспечивает стабильный съем материала со всех участков сложнопрофильных деталей. 2 с. и 1 з.п. ф-лы, 1 ил.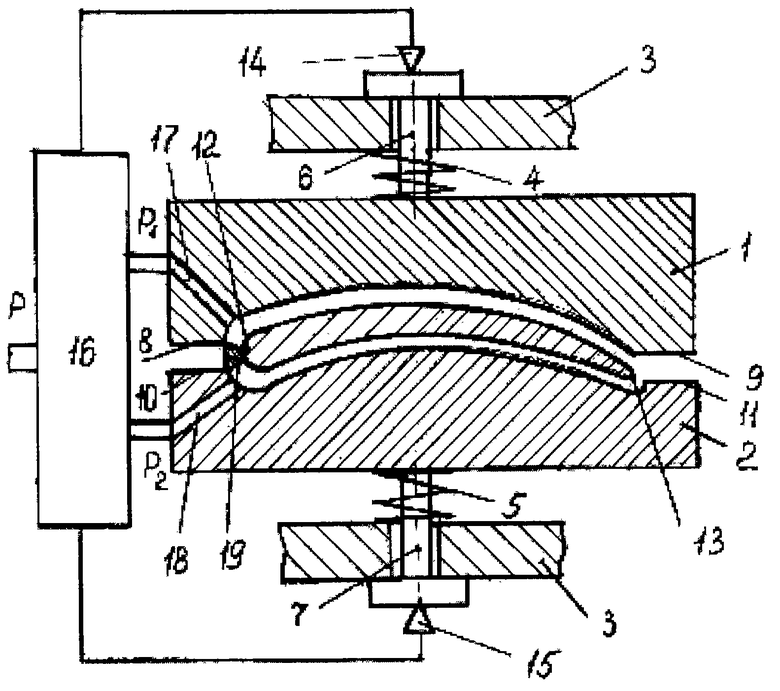
| ЛИВШИЦ А.Л | |||
| и др | |||
| Регулирование процесса ЭХО деталей типа штампов на станках копировально-прошивочных /размерная электрохимическая обработка деталей машин, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Тула: ТПИ, 1975, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU323243A1 |
| Устройство для электрохимической обработки | 1977 |
|
SU703286A1 |
| ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU298455A1 |
| Устройство для размерной электрохимической обработки | 1968 |
|
SU246998A1 |
| Устройство для размерной электро-ХиМичЕСКОй ОбРАбОТКи | 1969 |
|
SU812496A1 |
| RU 2055708 C1, 10.03.1996 | |||
| RU 2058863 C1, 27.04.1996. | |||

