1
Изобретение относится к машиностроению и может быть иснользовано в узлах машин, содержаш,их несуш,ие осесимметричные детали типа пальцев и штифтов, к которым пред1 являются новышенные нрочиостные требования.
Повышение жесткости указанных деталей достигают изменением соотношения их геометрических размеров или констрзкции.
Известен, например, упругий цилиндрический штифт с прорезями со стороны каждого из торцов, выполненными наклонно к его оси и параллельно друг другу, а между прорезями, перпендикулярно к их плоскости, выполнены сквозные назы, образующие в поперечном сечении средней части штифта квадрат и два сегмента 1.
Недостатки известного устройства состоят в его ограниченной эффективности.
Известен также валопровод для передачи крутящих моментов, заполненный сыпучим материалом, выполненный с навитой на эластичную оболочку проволокой под углом к оси 2.
Недостатки этого устройства состоят в необходимости изменения конструкции узла в целом, повышении металлоемкости и габаритов детали. При этом повышение Жесткости стальных деталей ограничено известными пределами для стали.
Существенное повышение жесткости (например, на 30%) достигается в детали, выполненной из двухкомпонентной заготовки (материал - сталь и высокомодульный материал, например молибден, вольфрал или их сплав) без изменения конечных геометрических размеров детали.
Известен также цилиндрический штифт, вынолненный в виде многожильного провода, заключенного в капсулу, обжатую с торцов и по диаметру; с целью предотвращения выпадания жил капсула запаяна 3. Данное устройство по своей технической
сущности и достигаемому эффекту наиболее близко к изобретенному.
Недостатки этого известного устройства состоят в том, что для детали, работающей под напряжением, необходима сварка компонентов, которая не лтожет быть достигнута простым обжатием капсулы с торцов и по диаметру. Сечение капсулы с многожильным проводом меньще, чем у монолита и, следовательно, это уменьшит максимально допустимые нагрузки на деталь, работающую под напряжением.
Целью изобретения является получение деталей, материал которых имеет модуль нормальной упругости, более чем в 1,3 раза превыщающий модуль упругости стальных деталей, что повышает жесткость деталей без их конструктивных изменений.
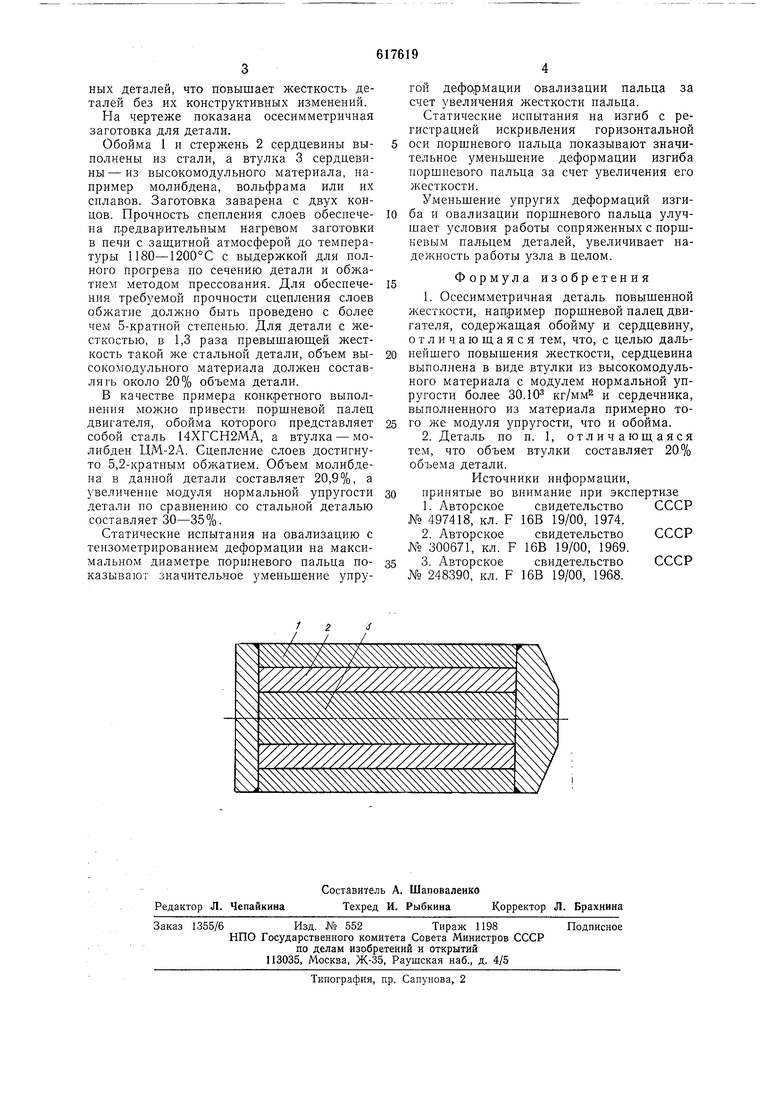
На чертеже показана осесимметричная заготовка для детали.
Обойма 1 и стержень 2 сердпевины выполнены нз стали, а втулка 3 сердцевины-из высокомодульного материала, например молибдена, вольфрама или их сплавов. Заготовка заварена с двух концов. Прочность спепления слоев обеспечепа предварительным нагревом заготовки в печи с защитной атмосферой до температуры 1180-1200°С с выдержкой для полного прогрева по сечению детали и обжатием методом прессования. Для обеспечения требуемой прочности сцепления слоев обжатие должно быть проведено с более чем 5-кратной степенью. Для детали с жесткостью, в 1,3 раза превышающей жесткость такой же стальной детали, объем высокомодульного материала должен составлягь около 20% объема детали.
В качестве примера конкретного выполнения можно привести порщневой палец двигателя, обойма которого представляет собой сталь 14ХГСН2МА, а втулка - молибден ЦМ-2А. Сцепление слоев достигнуто 5,2-кратным обжатием. Объем молибдена в данной детали составляет 20,9%, а увеличение модуля нормальной упругости детали по сравнению со стальной деталью составляет 30-35%.
Статические испытания на овализацпю с тензометрированием деформации на максимальном диаметре поршневого пальца показывают значительное уменьщение упругой деформации овализации пальца за счет увеличения жесткости пальца.
Статические испытания на изгиб с регистрацией искривления горизонтальной осп поршневого пальца показывают значительное уменьшение деформации изгиба порщневого пальца за счет увеличения его жесткости.
Уменьшение упругих деформаций изгиба и овализации поршневого пальца улучшает условия работы сопряженных с порщкевым пальцем деталей, увеличивает надежность работы узла в целом.
Формула изобретения
1.Осесимметричная деталь повыщенной жесткости, например поршневой палец двигателя, содержащая обойму и сердцевину, отличающаяся тем, что, с целью дальнейшего повышения жесткости, сердцевина выполнена в виде втулки из высокомодульного материала с модулем нормальной упругости более 30.10 кг/мм и сердечника, выполненного из материала примерно того же модуля упругости, что и обойма.
2.Деталь по п. 1, отличающаяся тем, что объем втулки составляет 20% объема детали.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 497418, кл. F 16В 19/00, 1974.
2.Авторское свидетельство СССР № 300671, кл. F 16В 19/00, 1969.
3.У вторское свидетельство СССР № 248390, кл. F 16В 19/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| ПОРШЕНЬ | 2000 |
|
RU2208692C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| Способ неподвижного соединения деталей типа вал-втулка | 1991 |
|
SU1834782A3 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
