Изобретение относится к холодной обработке металлов давлением, а точнее, к способам и устройствам для правки длинномерных цилиндрических деталей типа валов, осей, штанг, штоков и т.д.
Известны способы правки знакопеременных изгибов через систему косо- и параллельно расположенных роликов [1].
Известен способ правки прутков растяжением [2, 3]. Но этими способами нельзя добиться качественной стабильной правки, особенно для изделий, получивших холодную пластическую деформацию. Это связано с остаточными напряжениями, которые в процессе правки не только не устраняются, но иногда их величина превышает исходные значения.
Наиболее близким техническим решением является способ правки металлических изделий нагружением [4], заключающийся в том, что изделие пропускают через систему цилиндрических роликов, оси которых смещены друг относительно друга в шахматном порядке до выправления, после снятия усилий, прикладываемых в направлении, перпендикулярном продольной оси, к прокату дополнительно прикладывают продольное сжимающее усилие, создающее в материале напряжение, равное пределу текучести.
Известный способ правки имеют следующие недостатки. Так как оси деформирующих роликов расположены перпендикулярно оси заготовки, то, следовательно, расстояние между опорными точками роликов зависит от их диаметра. При увеличении расстояний между осями роликов снижается радиальное усилие, необходимое для правки прутков, но резко теряется устойчивость при действии осевой сжимающей нагрузки. Таким образом, возникает ситуация, для решения которой необходима иная компоновка расположения роликов. Необходимо отметить также, что осевое усилие сжатия прикладывается после того, как снята радиальная нагрузка, и чтобы создать пластическое состояние во всем объеме прутка, требуется осевое усилие значительной величины, а это, как указывалось выше, отрицательно сказывается на устойчивости стержня.
Известная правильная машина [5], содержащая два ряда правильных роликов, установленных на станине в шахматном порядке, применяется для правки изделий различной толщины. Основным недостатком устройства является его кинематическая сложность, а для обеспечения прочности составляющих звеньев необходимы значительные по размерам поперечные сечения. Остаточные напряжения при использовании такой машины практически не снижаются.
Известное устройство для обработки валов поверхностным пластическим деформированием [6] состоит из станины, нижних опорных роликов и верхнего нажимного ролика. Недостатком устройства является то, что длина ролика намного меньше длины детали, и поэтому при обработке необходима последовательная деформация участков вала, что приводит к низкому качеству поверхности заготовки и результату правки.
Известна установка ударного действия для правки прутков [7], содержащая станину, опоры, выполненные в виде призм, на рабочих поверхностях которых расположены в шахматном порядке выступы. Основной недостаток установки заключается в том, что конструкция призм не обеспечивает достаточную жесткость и устойчивость концевых участков заготовки при осевом сжатии. Это приводит к низкому качеству правки.
Известна правильная машина [8], выбранная в качестве прототипа заявляемого устройства, содержащая станину, приводной патрон, выполненный в виде цилиндра с центральным отверстием, верхние деформирующие и нижние опорные элементы.
Недостатком известной правильной машины является низкое качество правки и отсутствие гарантии стабильности геометрических форм изделий. Основная причина заключается в том, что деталь выправляется за счет деформации изгиба, при этом остаточные напряжения обычно только перераспределяются. Опорные ролики повреждают поверхность детали. Низкая жесткость системы приводит к неравномерной деформации и снижению качества правки.
Изобретение направлено на устранение указанных недостатков за счет повышения качества правки и снижения остаточных напряжений.
Техническая задача и достигаемые при ее решении технические результаты заключаются в том, что в известном способе правки длинномерных изделий, при котором к заготовке прикладывают статическое усилие радиального обжатия до выпрямления в нижних опорных и верхних деформирующих элементах, расположенных в шахматном порядке, и осевое сжимающее усилие до напряжения, соответствующего пределу текучести материала заготовки, осевое усилие сжатия прикладывают, не снимая усилия радиального обжатия.
Техническая задача и достигаемые при ее решении технические результаты заключаются в том, что одновременно с приложением к заготовке осевого усилия сжатия производят ее скручивание относительно продольной оси.
Техническая задача и достигаемые при ее решении технические результаты заключаются в том, что одновременно с приложением к заготовке осевого усилия сжатия производят ее вращение относительно продольной оси.
Техническая задача и достигаемые при ее решении технические результаты заключаются в том, правильная машина, содержащая смонтированные на станине верхние деформирующие и нижние опорные элементы и приводной патрон в виде цилиндра с центральным отверстием, отличающаяся тем, что она снабжена дополнительным приводным патроном, выполненным аналогично основному, двумя цангами и тремя парами гидроцилиндров, основной и дополнительный патроны установлены соосно с возможностью возвратно-поступательного вдоль оси и углового перемещения, каждая цанга установлена в отверстии соответствующего патрона и соединена своей хвостовой частью со штоком гидроцилиндра одной пары, каждый патрон снабжен двумя жестко смонтированными на его наружной поверхности и диаметрально расположенными рычагами, соединенными со штоками одной из оставшихся пар гидроцилиндров, а нижние опорные и верхние деформирующие элементы выполнены в виде валков, имеющих по меньшей мере три последовательно расположенных осесимметричных выступа с продольным сечением в форме прямоугольника, причем выступы валков нижних опорных и верхних деформирующих элементов расположены в шахматном порядке.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что осевое усилие сжатия прикладывают, не снимая усилия радиального обжатия; одновременно с приложением к заготовке осевого усилия сжатия производят ее скручивание относительно продольной оси; одновременно с приложением к заготовке осевого усилия сжатия производят ее вращение относительно продольной оси.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Известны технические решения (Ракошиц Г.С. Кузьминцев В.Н. Машинная правка проката, поковок и деталей. -М.: Высшая школа, 1988; а.с. N 258240, способ правки проката растяжением), в которых для правки изделий применяют радиальную статическую нагрузку, но при этом используют жесткое закрепление концов изделия. Однако при указанном способе не только не устраняется, но и усиливается повреждение поверхности, которое в заявляемом техническом решении практически исключается. Это позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Усилия радиального обжатия, передаваемые через рабочие поверхности деформирующих элементов, используются для обеспечения прямолинейного состояния и упругого равновесия изделия в этом положении. Статический характер приложения нагрузки по сравнению, например, с динамической, обеспечивает наряду с выпрямлением деталей сохранение качества исходной поверхности. При этом упрощается конструкция нагружающих устройств, повышается их долговечность и безопасность работы. С помощью статического нагружения проще зафиксировать прямолинейное состояние заготовки, необходимое для последующего осевого нагружения.
Поперечное обжатие в калибрах не обеспечивает формирования необходимых пластических зон, и заготовка подвергается в основном упругому нагружению. Если снять радиальную нагрузку, то произойдет разгрузка и изделие займет почти исходное криволинейное состояние. Остаточные напряжения при этом могут перераспределиться, но не уничтожиться. Для того чтобы металл получил необходимую пластическую деформацию, предлагается дополнительно нагружать изделие в осевом направлении. Расположенное в призме изделие можно, например, растянуть, но в местах захвата образуются глубокие повреждения металла, а кроме того, необходима довольно сложная оснастка и оборудование. Поэтому предлагается нагружать изделие дополнительно в осевом направлении путем центрального сжатия. Причем возникающие при этом напряжения должны превышать предел текучести материала на 1 - 3%, чтобы обеспечить пластическое течение по всему объему изделия. После снятия продольной нагрузки произойдет частичная разгрузка, но уже в осевом направлении.
Наличие новых конструктивных элементов и взаимосвязи между ними свидетельствует о соответствии заявляемого технического решения критерию "новизна". Новые элементы конструкции работают на достижение технического результата, который обусловливает изобретательский уровень заявленного технического решения следующим образом.
Дополнительный приводной патрон необходим для формирования в заготовке заданного напряженного состояния - центрального сжатия либо кручения, либо сложного напряженного состояния. При отсутствии дополнительного приводного патрона заготовка получает деформацию знакопеременного изгиба, которая не устраняет внутренние напряжения. Передать нагрузку заготовке другим способом практически не представляется возможным. Установка приводных патронов с возможностью поворота и продольного перемещения необходима для обеспечения заготовке деформации кручения и центрального сжатия. Если устранить такой характер перемещения, то заготовка будет подвергнута только упругой деформации изгиба и эффекта правки не будет.
Наличие трех пар гидроцилиндров необходимо для формирования силового воздействия на заготовку. Одна пара обеспечивает центральное сжатие, а две других деформацию кручения. При отсутствии гидроцилиндров невозможно обеспечить дополнительную деформацию заготовки. Гидроцилиндры по сравнению с другими силовыми механизмами, например, винтовыми, эксцентриковыми, клиновыми, развивают значительное рабочее усилие при небольших габаритных размерах.
Цанги, расположенные в центральном отверстии цилиндров, используются для передачи крутящего момента заготовке и для центрирования при ее центральном сжатии. Центральное отверстие имеет конусный участок, необходимый для окружного сжатия цанги. При отсутствии такого участка цанга работать не будет. Использование вместо цанги другого центрирующего механизма, например, трехкулачкового или мембранного патрона, экономически и конструктивно нецелесообразно. Соединение хвостовой части цанги со штоком гидроцилиндра необходимо для передачи осевого усилия на заготовку. Отсутствие такого соединения приведет к невозможности передачи поворота и продольного перемещения заготовке.
На наружной поверхности цилиндров жестко смонтированы два диаметрально расположенных рычага, которые передают силовую нагрузку от гидроцилиндров к заготовке, обеспечивая ей деформацию кручения. Рычаги расположены на наружной поверхности цилиндра, что позволяет создать крутящий момент большей величины. Расположение рычагов внутри цилиндра конструктивно нецелесообразно. Жесткое закрепление рычагов необходимо для передачи крутящего момента, в противном случае будем иметь механизм, а не рычажную систему. Диаметральное расположение рычагов позволяет создать симметричную пару силовых моментов, необходимых для равномерной деформации заготовки. В противном случае возникает сложное сопротивление в виде изгиба и кручения, отрицательно влияющее на работоспособность правильной машины. Соединение рычагов с гидроцилиндрами необходимо для обеспечения передачи крутящего момента на заготовку.
Нижние опорные и верхние деформирующие элементы выполнены в виде валков, что позволяет равномерно деформировать заготовку по всей длине. Предлагаемое конструктивное решение позволяет выполнять процесс правки без продольного перемещения заготовки. Использование вместо валков других конструктивных элементов, например жестких опор, не обеспечивает равномерной деформации заготовки.
Осесимметричные выступы и углубления прямолинейной формы, расположенные в шахматном порядке, в принципе обеспечивают необходимое качество правки. Осесимметричная форма обусловлена геометрией валков, а выступы и углубления прямолинейной формы, с одной стороны, обеспечивают обработку деталей малых поперечных сечений, а с другой стороны, такая форма является равнопрочной и экономичной. Расположение выступов и углублений в шахматном порядке, во-первых, необходимо для сближения центральных осей валков, а во-вторых, позволяет обрабатывать ступенчатые детали.
Если же валки изготавливать другой формы, например, гладкими, то для обработки деталей небольших поперечных сечений необходимы и соответствующие размеры валков. Конструктивно такие валки будут представлять элементы малой жесткости, непригодные для обеспечения процесса правки. Количество выступов и углублений на валках должно быть не меньше трех, так как только при таком их числе возможен эффективный процесс правки. Валки с тремя выступами представляют модель двухопорной балки, нагруженной сосредоточенной силой. Такая схема является классической для правки деталей изгибом. При использовании валков, например, с двумя выступами, получить качественный процесс правки практически невозможно.
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной и смежных областях техники позволило выявить техническое решение, содержащее признак, сходный с признаком, отличающим заявляемое техническое решение от прототипа - использование механизма, содержащего станину, опорные валки, центральный вал, исполняющий роль заготовки, причем валки и центральный вал имеют чередующиеся выступы и впадины прямоугольной формы. В известном решении (Крайнев А.Ф. Словарь-справочник по механизмам. - М.: Машиностроение, 1987, 560 с.) планетарная винтовая передача, включающая перечисленные элементы, применяется для преобразования вращательного движения в поступательное.
Технический результат изобретения заключается в повышении качества правки цилиндрических деталей за счет формирования пластической деформации во всем объеме выправляемой детали. Достигается такой эффект тем, что правильная машина снабжена двумя приводными патронами, установленными с возможностью продольного перемещения и поворота в противоположных направлениях. Использование цанг, расположенных в центральном отверстии каждого цилиндра, позволяет передавать заготовке необходимую деформацию. Два жестко смонтированных и диаметрально расположенных на наружной поверхности цилиндра рычага обеспечивают усилие исходной нагрузки и передачу крутящего момента заготовке. Выполнение нижних опорных и верхних деформирующих элементов в виде валков позволяет равномерно обкатывать заготовку без использования осевого перемещения. Осесимметричные выступы и углубления прямоугольной формы, расположенные в шахматном порядке, обеспечивают обработку небольших маложестких деталей с использованием двух пар валков.
Совокупность деталей и механизмов правильной машины обеспечивает новое свойство, не присущее планетарной винтовой передаче, а именно - обеспечение высокоточной правки деталей машины без повреждения поверхностей.
Таким образом, новый механизм взаимодействия деталей и узлов обуславливает новое свойство заявляемого устройства: выполнение высококачественной правки за счет удаления остаточных напряжений и отсутствия повреждения поверхности. Это позволяет признать предложенное решение соответствующим критерию "изобретательский уровень", поскольку в объекте, к которому относится решение, проявляется новое свойство, обеспечивающее достижение нового технического результата.
На фиг. 1 представлена схема предлагаемого способа правки; на фиг. 2 - схема правильного калибра; на фиг. 3 - принципиальная схема правильного калибра; на фиг. 4 - схема расположения правильных валков; на фиг. 5 - механизм для скручивания заготовки.
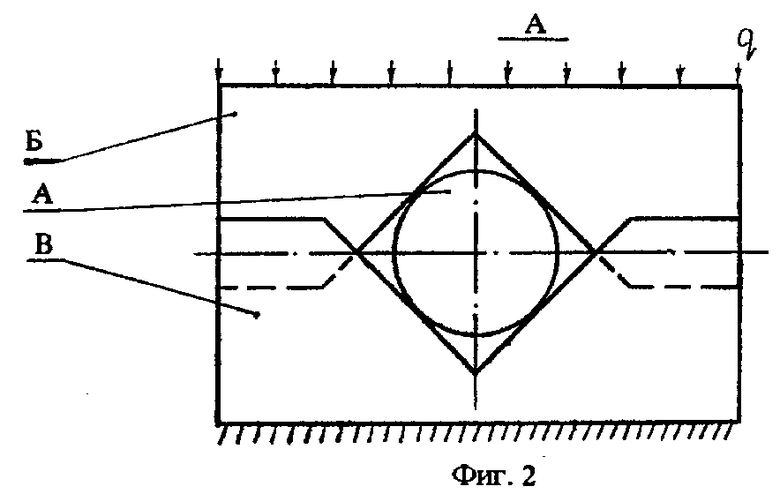
На фиг. 1, 2 представлена схема правки длинномерных изделий по предлагаемому способу с помощью призм, имеющих выступы и расположенных в шахматном порядке. Способ осуществляется в следующей последовательности. Деталь A устанавливается в калибр, образуемый призмами Б и В, выступающие поверхности которых расположены в шахматном порядке. Поскольку исходная поверхность детали искривлена, т.е. ее ось непрямолинейна, то необходима операция правки. Для этого изделие нагружают в радиальном направлении с помощью статического воздействия на призмы до тех пор, пока все выступы призм, образующие калибр, коснутся образующей поверхности детали, т.е. до ее выправления. В этом прямолинейном положении изделие фиксируется, а затем сжимается в осевом направлении силами F до напряжения, соответствующего пределу текучести материала или превышающего его на 1 - 3%. Сжимающее усилие F определяется по формуле
F > K•σт•A,
где
K - коэффициент, учитывающий трение в зоне контакта детали с выступами призмы;
A - площадь поперечного сечения детали;
σт - предел текучести материала.
Предлагаемый способ правки длинномерных изделий осуществляют следующим способом. Для правки использовали горячекатаные цилиндрические прутки из стали A12 диаметром 16 мм и длиной 600 мм. Призмы изготовлены из закаленного дюралюминия Д16 и закреплены на массивных стальных плитах-опорах. Ширина опорных поверхностей призм 30 мм. Статическая нагрузка в поперечном направлении изделия создается с помощью стяжных болтов и гаек. Величина сжимающей статической нагрузки фиксируется с помощью динамометрического ключа. Установив деталь в призмы, ее сжимают в радиальном направлении с помощью болтов до выпрямления, которое фиксируется индикаторами часового типа. После этого деталь с призмами в собранном виде устанавливают вертикально в рабочую зону гидравлической разрывной машины ГМС-20 и медленно нагружают до предела текучести материала. В наших опытах это соответствовало нагрузке 7800 кгс. При этом исходная величина стрелы прогиба уменьшилась с 2,3 до 0,05 мм.
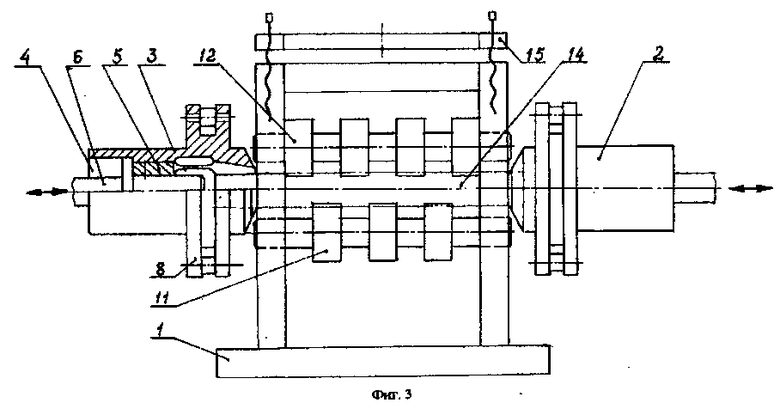
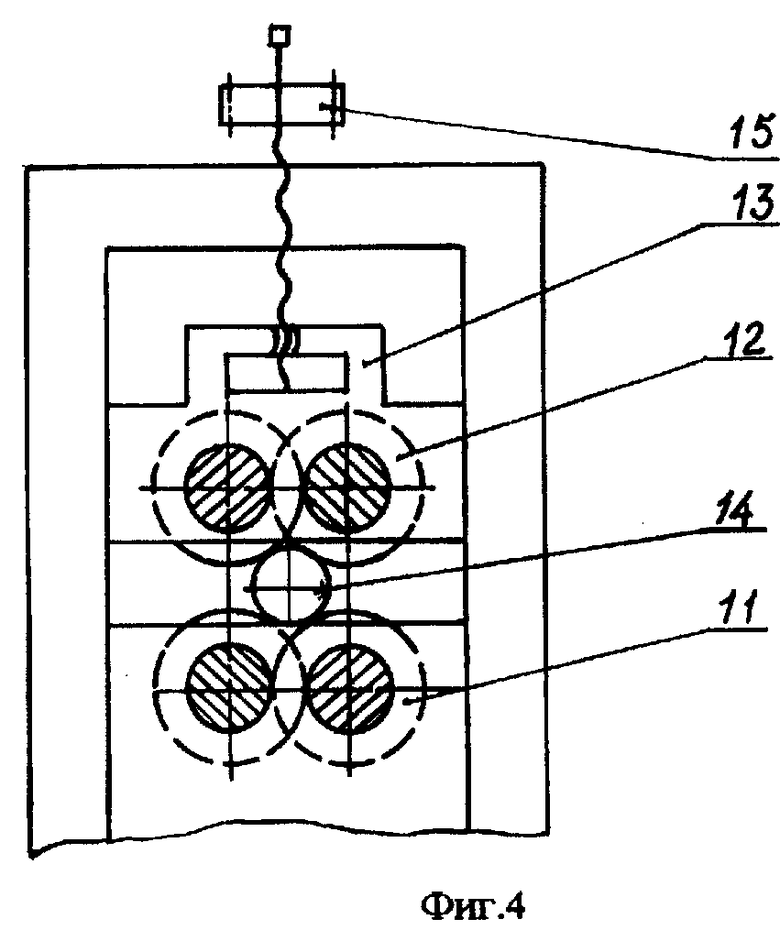
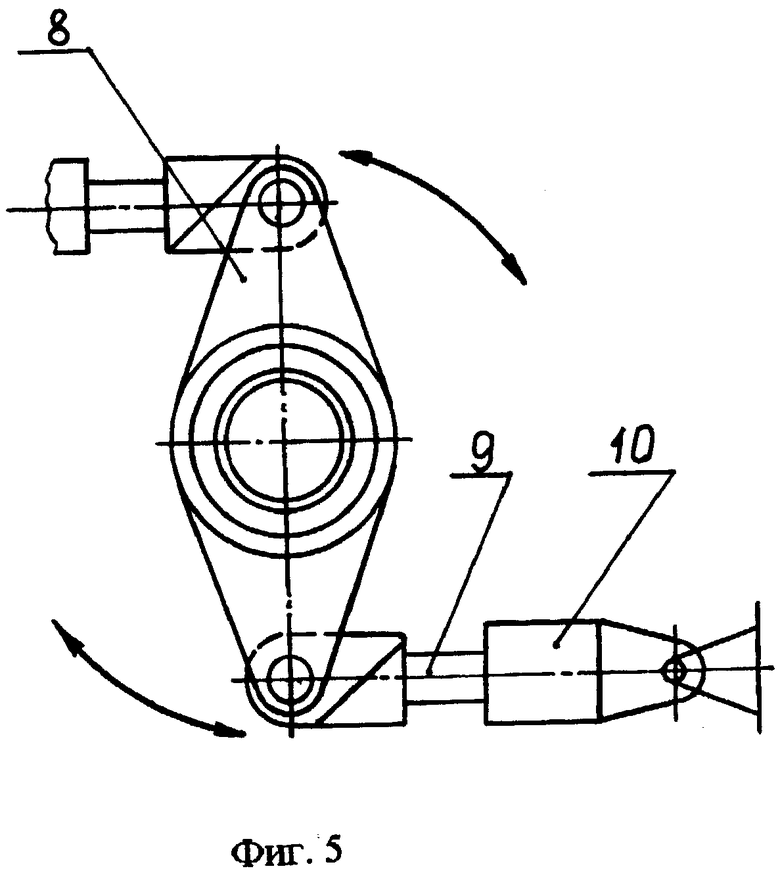
Правильная машина состоит из станины 1 с расположенными на ней двумя приводными патронами 2, установленными с возможностью поворота и продольного перемещения и выполненными в виде цилиндров 3 с центральными отверстиями 4. Внутри отверстий размещены цанги 5, которые хвостовой частью соединены со штоками 6 одной из пар гидроцилиндров 7. На наружной поверхности каждого из цилиндров 3 жестко закреплено по два диаметрально расположенных рычага 8, соединенных со штоками 9 других пар гидроцилиндров 10, расположенных с обоих сторон заготовки. Нижняя пара валков 11 стационарно смонтирована на станине 1, а верхняя 12, находящаяся в обойме 13, установлена с возможностью перемещения относительно валков 11 и заготовки 14 от винтовой передачи 15.
Правильная машина работает следующим образом.
При помощи винтовой передачи 15 обойма 13 вместе с верхними валками 12 перемещается вверх. Заготовка 14 кладется на нижние валки 11 и прижимается верхними валками 12 до выправления. Одновременно включается привод (на фиг. 1 не показан) нижних валков 11, и заготовка 14 получает вращение относительно собственной оси. После этого включаются в работу две пары гидроцилиндров 7 и 10. От гидроцилиндров 7 усилие передается через штоки 6 на цанги 5, которые упираются в конусный участок центральных отверстий 4. При этом заготовка 14 проходит через центральные отверстия цанг 5 и упирается в штоки 6 гидроцилиндров 7. От другой пары гидроцилиндров 10 усилие передается через штоки 9 на рычаги 8, которые поворачивают корпуса цилиндров 3 приводных патронов 2, цанги 5 и заготовку 14. Таким образом, заготовка 14 вначале выправляется и обкатывается в валковой обойме, а затем получает дополнительную деформацию центрального сжатия и кручения для того, чтобы напряжение в материале заготовки превысило предел текучести на 1 - 3%. После этого производится медленная разгрузка материала за счет снижения давления в гидроцилиндрах. Для извлечения заготовки 14 необходимо поднять обойму 13 вверх.
Изобретение позволяет повысить качество правки длинномерных изделий за счет удаления остаточных напряжений и обеспечить стабильность их форм. Использование предлагаемого способа правки по сравнению с существующими способами дает следующие преимущества:
практически снимаются остаточные напряжения, что оказывает положительное влияние на сохранение стабильности формы изделия;
устраняются повреждения концов изделия, поэтому способ можно использовать для правки готовых деталей;
нагружение изделия до предела текучести обеспечивает повышение предела упругости материала, а следовательно, и некоторых эксплуатационных характеристик материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ СЖАТИЕМ | 2008 |
|
RU2388563C1 |
| МАШИНА ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2146598C1 |
| Способ стабилизации параметров цилиндрических деталей | 2015 |
|
RU2626703C2 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| Устройство для стабилизации параметров цилиндрических деталей | 2015 |
|
RU2626701C2 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1997 |
|
RU2123899C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2014 |
|
RU2595076C2 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2124431C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2581692C1 |
Изобретения могут быть использованы для правки, обкатки и снижения остаточных напряжений в длинномерных цилиндрических изделиях малой жесткости. К заготовке прикладывают статическое усилие радиального обжатия до выпрямления в нижних опорных и верхних деформирующих элементах и осевое сжимающее усилие. Последнее прикладывают до создания в заготовке напряжения, соответствующего пределу текучести ее материала, не снимая усилия радиального обжатия. Одновременно с приложением осевого сжимающего усилия могут производить скручивание или вращение заготовки относительно продольной оси. Правильная машина состоит из станины с расположенными на ней двумя приводными патронами, установленными с возможностью поворота и продольного перемещения и выполненными в виде цилиндров с центральными отверстиями. Внутри отверстия размещена цанга, которая хвостовой частью соединена со штоком одной из пар гидроцилиндров. На наружной поверхности цилиндров жестко смонтированы два диаметрально расположенных рычага, соединенных со штоками других пар гидроцилиндров. Нижняя пара валков стационарная и приводная, а верхняя, находящаяся в обойме, может перемещаться относительно валков и заготовки при помощи винтовой передачи. 2 с. и 2 з.п. ф-лы, 5 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Современное оборудование для правки металла в СССР и за рубежом | |||
| НИИНФ ОРМТЯЖМАШ | |||
| - М.: Металлургия, 1969, с.58 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Слоним А.З., Сонин А.Л | |||
| Правк а листового и сортового проката | |||
| - М.: Металлургия, 1981, с.231 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, ав торское свидетельство 138212, B 21 D 3/12, 1961 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетел ьство, 1148663, B 21 D 3/00, 1985 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 618158, B 21 D 3/02, 1978 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| SU, авторское свидетельство, 421480, B 24 B 39/04, 1974 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| SU, авторское свидетельство, 410851, B 21 D 3/10, 1974 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Ракоши ц Г.С., Кузьминцев В.Н | |||
| Машинная правка проката, поковок и деталей | |||
| - М.: Высшая школа, 1988, с.199. | |||
