Изобретение относится к измерительной технике и может быть использсжано для сортировки деталей электрических узлов и получения заданных законов распределения параметров сортируемых даталей при селективной сборке.
Известно устрсйство селективного комплектования, включающее загрузочный механизм, узел контроля и сортировки деталей на группы, бункер рассортирован-, ных деталей, блок управления, вычислительный блок, накопитель предварительно рассортированных деталей и транспортёр
ИНаиболее близким по технической сущности к изобретению является устройство для автоматической сортировки радиоизделий, содержащее последовательно соединенные загрузочное устройство, блок сортировки и рабочий бункер, а также блок управления, связанный с загрузочным устройством и блоком сортировки 2.
Недостатком известных устройств является невозможность формирования
заданного закона распределения в группах рассортированных деталей.
.Цель изобретения - формирование числа деталей в группах сортировки
в соответствии с заданным законом распределения.
Эта цель достигается тем, что в уст ройство введен блок хранения гистограмм, вход которого подключен ко второму выходу блока управления, а выход - ко второму входу элемента сравнения, первый вход которого подключен к выходу счет но-нормирующего блока, вход которого подключен ко второму выходу блока сортировки, выход элемента сравнения через исполнительный блок подключен к механизму транспортировки деталей, выходами соединенного с рабочим бункером и с бункером запасных деталей.
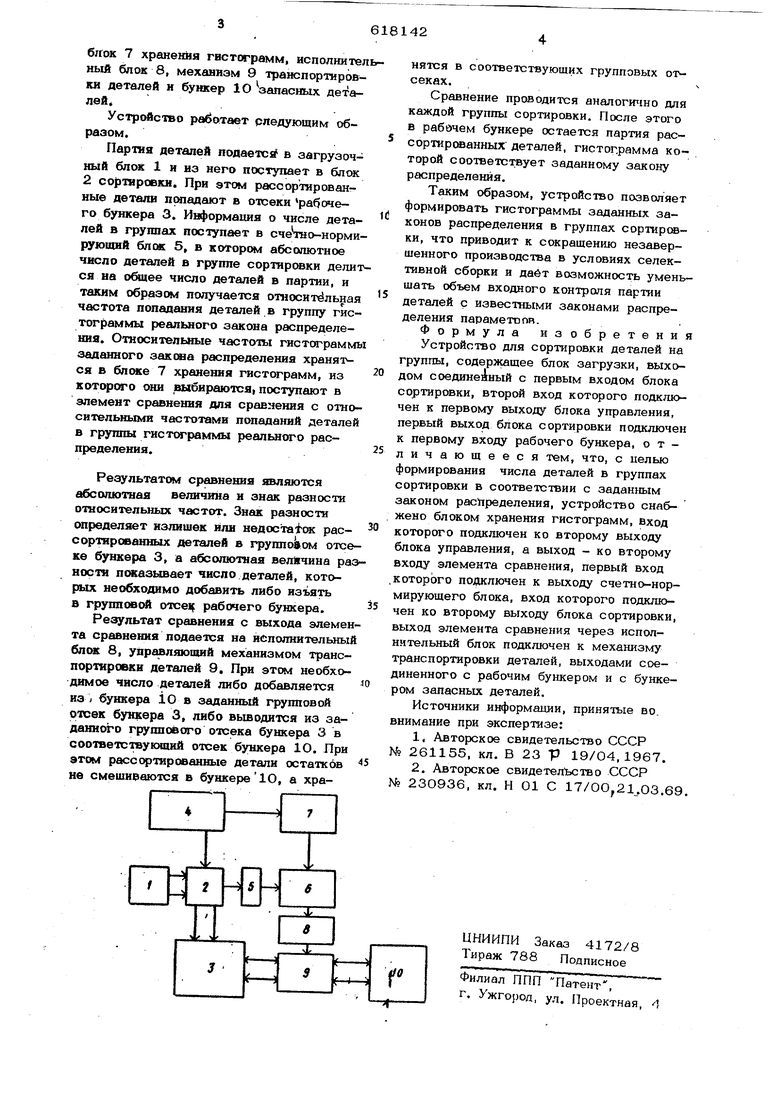
На чертеже приведена структурная схема предлагаемого устройства.
Устройство содержит загрузочный блок 1, блок 2 сортировки, рабочий бункер 3, блсж 4 управления, счетно-нормирующий блок 5, элемент 6 сравнения, блок 7 хранения гвстогрвмм, исполнител ный блок 8, механизм 9 транспортировки деталей и бункер 10 запасных деталейУстройство работает рпедующим образом. Паршя деталей подаетсг в загрузочный блок 1 и из него поступает в блок 2 сортировки. При этом рассортированные детали попадают в отсеки рабочего бункера 3. Информация о числе деталей в группах поступает в сче тно-норми рующий блсж 5, в котором абсслютиое число деталей в группе сортирсфки дели ся на общее число деталей в партии, и таким образом получается относительная частота попадания деталей в группу гистограммы реального закона распределения. Относительные частоты гистограммы заданного закона распределения хранятся в блоке 7 хранения гистограмм, из которого они .выбираются, поступают в элемент сравнения для сравнения с отно сительными частотами попаданий деталей в группы гистограммы реального распределения. Результатом сравнения являются абсолютная величина и знак разности относительных частот. Знак разности определяет излишек или недоста сж рассортированных деталей в групповом отсе ке бункера 3, а абсолютная величина ра ности псжазывает число деталей, которых необходимо добавить либо изъять в группсюой oTceif рабочего бункера. Результат сравнения с выхода элемен та сравнения подается на исполнительны блсж 8, управляющий механизмом транспортировки деталей 9. При этом необходимое число деталей либо добавляется из ; бункера 1О в заданный групповой отсек бункера 3, либо выводится из заданного группового отсека бункера 3 в соответствующий отсек бункера 1О. При этом расс(тированные детали остатков не смешиваются в бункере1О, а храНЯТСЯ в соответствующих групповых 01 Сравнение проводится аналогично для каждой группы сортировки. После этого в рабочем бункере остается партия рассортированных деталей, гистограмма которой соответствует заданному закону распределения. Таким образом, устройство позволяет формировать гистограммы заданных законов распределения в группах сортирсшки, что приводит к сокращению незавершенного производства в условиях селективной сборки и дает возможность уменьшать объем входного контроля партии деталей с известными законами распределения параметоой. Формула изобретения Устройство для сортировки деталей на группы, содерзкащее блок загрузки, выходом соединенный с первым входом блока сортировки, второй вход которого подключен к первому выходу блока управления, первый выход блока сортировки подключен к первому входу рабочего бункера, отличающееся тем, что, с целью формирования числа деталей в группах сортировки в соответствии с заданным законом распределения, устройство снабжено блоком хранения гистограмм, вход которого подключен ко второму выходу блока управления, а выход - ко второму входу элемента сравнения, первый вход которого подключен к выходу счетно-нормирующего блока, вход которого подключен ко второму выходу блока сортировки, выход элемента сравнения через исполнительный блок подключен к механизму транспортировки деталей, выходами соединенного с рабочим бункером и с бункером запасных деталей. Источники информации, принятые во. внимание при экспертизе: 1,Авторское свидетельство СССР № 261155, кл. В 23 р 19/04,1967. 2.Авторское свидетельство СССР № 23О936, кл. Н 01 С 17/00,21.03.69,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на группы | 1977 |
|
SU745554A1 |
| Устройство для сборки и контроля электронных узлов | 1983 |
|
SU1196816A1 |
| Устройство для сборки гибридных интегральных микроузлов | 1979 |
|
SU879680A1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| Устройство для сортировки деталей на группы | 1980 |
|
SU912304A1 |
| Устройство для автоматической селективной сборки деталей типа "валвтулка | 1975 |
|
SU559806A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ И УСТРАНЕНИЯ АНОМАЛЬНЫХ ИЗМЕРЕНИЙ | 2016 |
|
RU2616568C1 |
| Устройство для размерной сортировки изделий | 1974 |
|
SU667258A1 |
| Устройство для управления автоматической сортировкой деталей | 1983 |
|
SU1136184A1 |
