Изобретение относится к устройствам для изготовления и налаживания электронных узлов и может быть использовано при изготовлении радиоэлектронной аппаратуры.
Цель изобретения повышение производительности устройства.
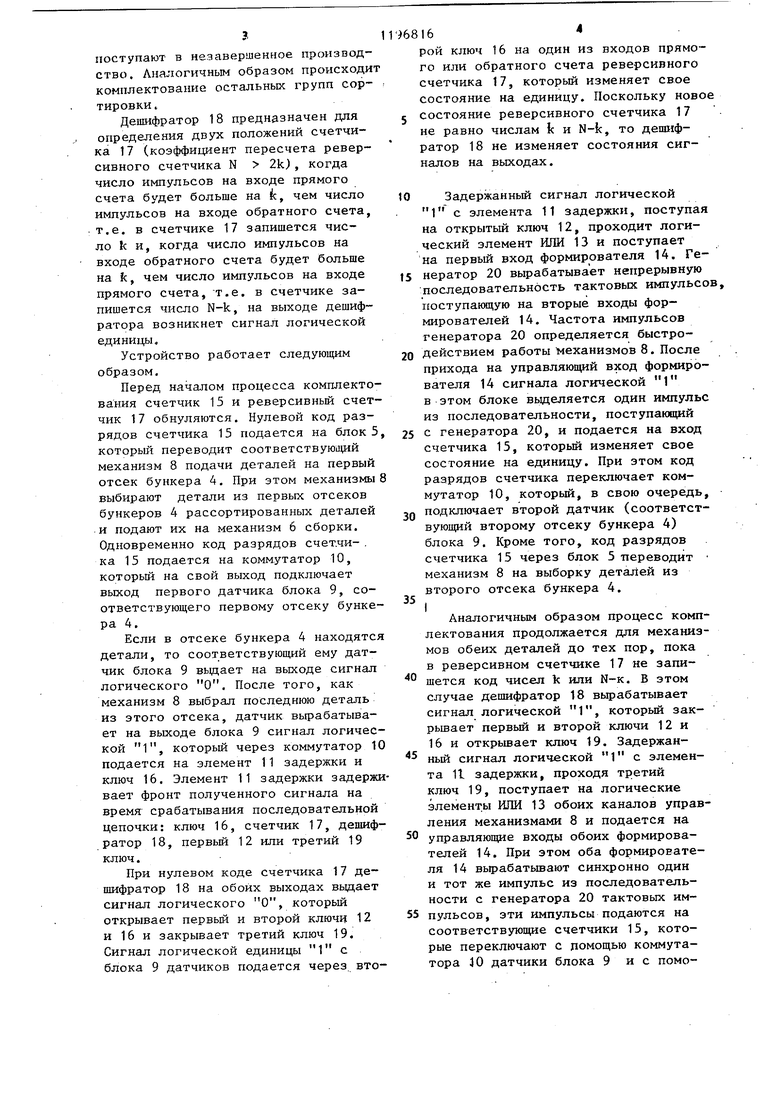
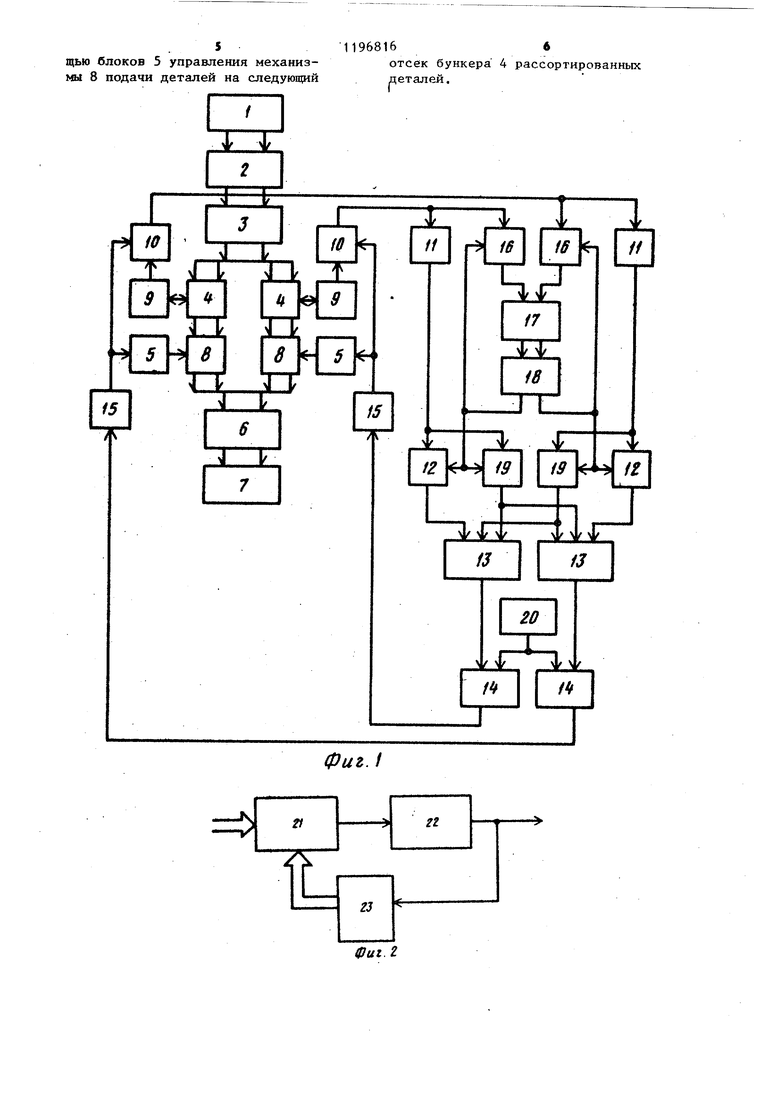
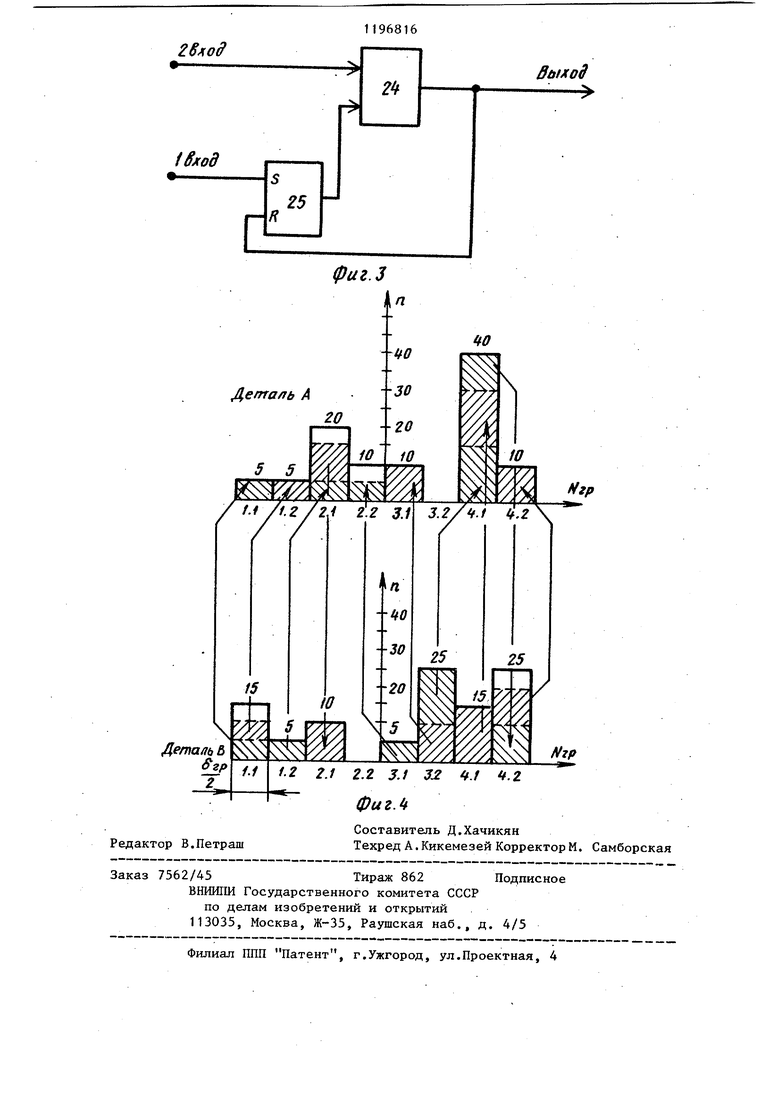
На фиг. 1 представлена функциональная схема устройства на фиг. 2структурная схема блока управленияJ на фиг. 3 - структурная схема формироваТеля импульса; на фиг. 4 гистограмма распределения партий деталей.
Устройство содержит механизм 1 загрузки, блок 2 измерения параметров -деталей, . блок 3 сортировки, бункеры 4 рассортированных деталей, блоки 5 управления, механизм6 сборки, бункер 7 готовых изделий, механизмы 8 подачи деталей, блок 9 датчиков наличия деталей, коммутатор 10, элемент 11 задержки, первый ключ 12, элемент ИЛИ 13, формирователь 14 импульса, счетчик 15, второй ключ 16, реверсивный счетчик 17, дешифратор 18, третий ключ 19, генератор 20 тактовых импульсов, схему 21 разности, ждущий мультивибратор 22, счетчик 23, элемент И 24, RS-триггер 25, п количество деталей в группе сортировки номер группы сортировки i S р- ширина группы сортировки.
Сверху под столбцами гистограммы приведены численные значения количества деталей в группе. Стрелками показан порядок комплектовки. Заштрихованные области гистограмм показывают объем собираемости деталей, а незаштрихованные области - объем незавершенного производства.
Сущность изобретения заключается в следующем. Детали, поступая на механизм 1 загрузки, ориентируются и направляются в блок 2 измерения параметров деталей, где измеряются определяющие параметры деталей (например, сопротивления резисторов делителей). После этого детали, в соответствии с результатами измерения, сортируются на группы в блоке 3 сортировки и складируются в соответствующих отсеках бункеров 4 рассортированных деталей.. Ширина групп сортировки в предлагаемом устройстве в k раз меньше, чем максимально возможная в известном устройстве, и, следовательно, количество групп
сортировки в k раз больше, чем в известном устройстве. В Отличие от известного устройства, где порядок процесса комплектования осуществляется жестко, т.е. каждой группе рассортированных деталей одного типа ставится в соответствие определенная группа рассортированных деталей другого типа, в предлагаемом устройстве ширина группы в k раз меньше, поэтому условия собираемости деталей i-й группы сортировки будут выполняться с группами деталей другого типа, номера которых находятся в интервале i-k+1, ... i, ..,,i+k-lj. Следовательно, существует несколько различных вариантов комплектования, и детали, оставшиеся от комплектования двух групп различных деталей, могут быть скомплектованы с деталями соседних групп сортировки.
Процесс комплектования (фиг. 4) в предлагаемом устройстве (при k 2) осуществляется путем комплектования деталей из крайних групп (группы 1.1) до исчерпания деталей меньшей по численности группы (группы 1.1, детали А). После этого оставшиеся детали большей по численности группы (группа 1.1, детали В) комплектуются с деталями соседней группы (i pynna 1,2, детали А, показано стрелками). Комплектование деталей В группы 1.1 с деталями А группы 2.1 уже невозможно. Поэтому оставшиеся детали В группы 1.1 будут отправлены в незавершенное производство.
Далее комплектуются детали В группы 1.2 с деталями А группы 2.1. Количество деталей В в группе 1.2 равно пять, а количество деталей А в группе 2.1 равно 20. При комплектовании деталей этих групп получается пять комплектов для сборки узлов. Оставшиеся детали А группы 2.1 будут комплектоваться с деталями В группы 2.1. После этого комплектования составшиеся пять деталей А группы 2.1 могут быть скомплектованы с деталями В группы 2.2. Однако в этой группе не оказывается деталей и оставшиеся 5 деталей А поступают в незавершенное производство. В дальнейшем комплектование производится между группами 2.2 детали А и 3.1 детали В. При этом пять деталей А группы 2./
3
поступают в незавершенное производство. Аналогичным образом происходи комплектование остальных групп сортировки.
Дешифратор 18 предназначен для определения двух положений счетчика 17 (коэффициент пересчета реверсивного счетчика N 2k), когда число импульсов на входе прямого счета будет больше на fe, чем число импульсов на входе обратного счета, т.е. в счетчике 17 запишется число k и, когда число импульсов на входе обратного счета будет больше на fc, чем число импульсов на входе прямого счета, т.е. в счетчике запишется число N-k, на выходе дешифратора возникнет сигнал логической единии ы.
Устройство работает следующим образом.
Перед началом процесса комплектования счетчик 15 и реверсивный счетчик 17 обнуляются. Нулевой код разрядов счетчика 15 подается на блок 5 который переводит соответствуюирй механизм 8 подачи деталей на первый отсек бункера 4. При этом механизмы выбирают детали из первых отсеков бункеров 4 рассортированных деталей и подают их на механизм 6 сборки. Одновременно код разрядов счет.чи- . ка 15 подается на коммутатор 10, который на свой выход подключает выход первого датчика блока 9, соответствующего первому отсеку бункера 4.
Если в отсеке бункера 4 находятся детали, то соответствующий ему датчик блока 9 выдает на выходе сигнал логического О. После того, как механизм 8 выбрал последнюю деталь из этого отсека, датчик вьфабатывает на выходе блока 9 сигнал логической 1, который через коммутатор 10 подается на элемент 11 задержки и ключ 16. Элемент 11 задержки задерживает фронт полученного сигнала на время срабатывания последовательной цепочки: ключ 16, счетчик 17, депшфратор 18, первьш 12 или третий 19 ключ.
при нулевом коде счетчика 17 дешифратор 18 на обоих выходах вьщает сигнал логического О, который открывает первьш и второй ключи 12 и 16 и закрывает третий ключ 19. Сигнал логической единицы 1 с блока 9 датчиков подается через вто-
)6816
рой ключ 16 на один из входов прямого или обратного счета реверсивного счетчика 17, который изменяет свое состояние на единицу. Поскольку новое с состояние реверсивного счетчика 17 не равно числам fc и N-k, то деш1фратор 18 не изменяет состояния сигналов на выходах.
to Задержанный сигнал логической
1 с элемента 11 задержки, поступая на открытый ключ 12, проходит логический элемент ИЛИ 13 и поступает на первый вход формирователя 14. ГеtS нератор 20 вырабатывает непрерывную последовательность тактовых импульсов, поступающую на вторые входы формирователей 14. Частота импульсов генератора 20 определяется быстродействием работы механизмов 8. После прихода на управляющий вход формирователя 14 сигнала логической 1 в этом блоке выделяется один импульс из последовательности, поступаюпщй
25 с генератора 20, и подается на вход счетчика 15, который изменяет свое состояние на единицу. При этом код разрядов счетчика переключает коммутатор 10, который, в свою очередь,
2Q подключает второй датчик (соответствующий второму отсеку бункера 4) блока 9. Кроме того, код разрядов счетчика 15 через блок 5 переводит механизм 8 на выборку деталей из второго отсека бункера 4.
I
Аналогичным образом процесс комплектования продолжается для механизмов обеих деталей до тех пор, пока в реверсивном счетчике 17 не запи40шется код чисел k или N-K. В этом случае дешифратор 18 вырабатывает сигнал логической 1, который закрьшает первый и второй ключи 12 и 16 и открьшает ключ 19. Задержанный сигнал логической 1 с элемента 11 задержки, проходя третий ключ 19, поступает на логические элемент.ы ИЛИ 13 обоих каналов управления механизмами 8 и подается на
50 управляющие входы обоих формирователей 14. При этом оба формирователя 14 вырабатьшают синхронно один и тот же импульс из последовательности с генератора 20 тактовых импульсов, эти импульсы подаются на соответствующие счетчики 15, которые переключают с помощью коммутатора 10 датчики блока 9 и с помощью блоков 5 управления механизмы 8 подачи деталей на следующий 1196816 отсек бункера 4 рассортированных деталей.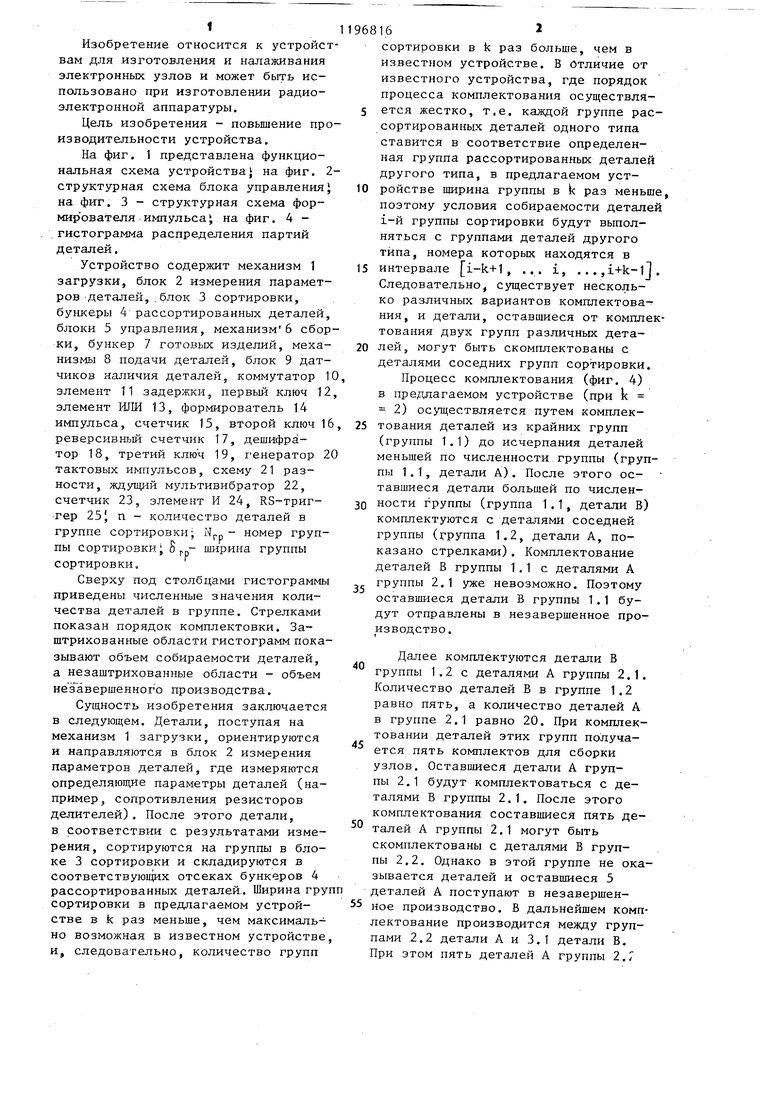
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на группы | 1977 |
|
SU745554A1 |
| Устройство для сортировки деталей на группы | 1974 |
|
SU618142A1 |
| Устройство для сортировки | 1989 |
|
SU1661756A1 |
| Устройство для обработки информации о комплектовании партий деталей | 1984 |
|
SU1245355A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для сортировки двоичных чисел | 1982 |
|
SU1049900A1 |
| Устройство для обработки информации о комплектовании пар деталей | 1982 |
|
SU1080150A1 |
| Устройство для сортировки | 1986 |
|
SU1322319A1 |
| СИСТЕМА АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ | 1991 |
|
RU2006896C1 |
УСТРОЙСТВО ДЛЯ СБОРКИ И КОНТРОЛЯ ЭЛЕКТРОННЫХ УЗЛОВ, содержащее механизм загрузки, связанный механически через блок измерения параметров деталей и блок сортировки с двумя i бункерами рассортированных деталей, два блока управления, механизм сборки, соединенный механически с бункером готовых изделий, о тличающееся тем, что, с целью повьшения производительности устройства, в него введены два механизма подачи деталей, реверсивный счетчик, дешифратор, генератор тактовых импульсов, два канала управления механизмами подачи деталей, каядщй из которых содержит коммутатор, элемент задержки, три ключа, Элемент ИЛИ, формирователь импульса, . счетчик, блок датчиков наличия деталей, соединенный входами с отсеками соответствующего бункера рассортированных деталей, выходгсми - с информационными входами коммутатора. ЬИМ1ИО.л связанного выходом с информационным входом второго ключа и входом элемента задержки, подключенного выходом к информационным входам первого и третьего ключей, соединенных выходами с первым и вторьм входами , элемента ИЛИ, подключенного выходом к управляющему входу формирователя импульса, выходом соединенного с входом счетчика, подключенного выходом к управляющему входу коммута-; тора и входу Соответствующего блока управления, соединенного с управляющим входом соответствующего механизма подачи деталей, связанного механически с соответствующим бункером рассортированных деталей и (Л механизмом сборки, причем выходы вторых ключей первого и второго каналов управления механизмами подачи деталей соединены соответственно с суммирующим и вычитающим входами реверсивного счетчика, подключенного разрядными выходами к входу дешифратора, соединенного :о выходами с управляющими входами первого, второго и третьего ключей X двух каналов управления механизмами подачи деталей, выход третьего ключа первого канала управления механизмом подачи деталей соединен также с третьим входом элемента ИЛИ второго канала управления механизмом подачи деталей, выход третьего ключа второго канала управления - с третьим входом элемента ИЛИ первого канала управления, тактовые входы формирователей импульса подключены к выходу генератора тактовых импульсов.
Фи1.г
фиг.З
ffttixod
| Буловскйй П.И., Крылов Г.В., Лопухин В.А | |||
| Автоматизация селективной сборки приборов | |||
| Л.,: Машиностроение, 1978 | |||
| Устройство для сборки и контроля радиоэлектронных блоков | 1974 |
|
SU535762A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
