I
Изобретение относится к устройствам для измерения и индикации электрических величин, распределения и сортировки твердых материалов и может быть ис пользовано для сортировки деталей и получения заданных законов распределения параметров сортируемых деталей.
Известно устройство для автоматической сортировки радиодеталей, содержащее последовательно соединенные загрузочное устройство, блок сортировки и рабочий бункер, а также блок управления, связанный с загрузочным устройством и блоком сортировки fl3 . Известно также устройство для сортировкв деталей на группы, включающее загрузочный блок, ок контроля, стат- анализатор и блок-схему разности, соеаиненные последовательно, а также блок хранения гистограмм, блок сортировки, рабочий бункер и механизм транспортировки деталей Г2 .
Недостатком известных устройств является невозможность формирования
заданного закона распределения в группах рассортированных деталей и наличие большого объема незавершенного производства.
Целью изобретения является повышение эффективности сортировки путем сокращения незавершенного производства.
Это достигается тем, что предлагаемое устройство снабжено регистрами ресурса и дефицита деталей, матрицей
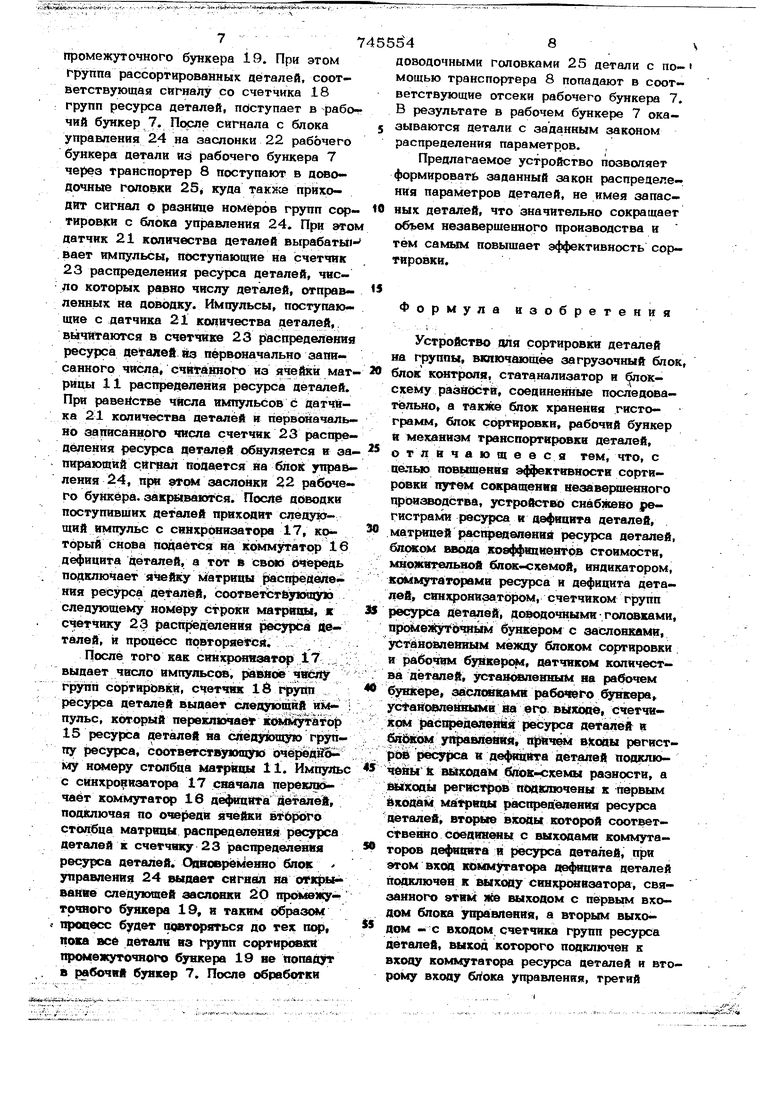
10 распределения ресурса деталей, блоком ввода коэффициентов стоимости, множительной блок-схемой, индикатором, коммутаторами ресурса и дефицита деталей, синхронизатором, счетчиком групп ресур15са деталей, доводочными головками, промежуточным бункером с заслонками, установленным меткду блоком сортировки в рабочим бункером, датчиком количества деталей, установле ным на рабочем бун20кере, заслонками рабочего бункера, установленными на его выходе, счетчиком распределения ресурса деталей и блоком управления, причем входы регистров .. 3 ресурса и дефицита деталей подключены к выходам блок-схемы разности, а выхоДь регистров подключены к первым входам матрицы распр еделения ресурса деталей, вторые входы которой соединены соответственно с выходами коммутаторов дефицита и ресурса деталей, при этом вход коммутатора дефицита деталей подключен к выходу синхронизатора, связанного этим же выходом с первым входом блока управления, а вторым выходом - с входом счетчика групп ресурса деталей, выход которого подключен к входу коммутатОра р § реа аеталей и вт рому входу блока управления, третий вход которого подключен к счетчику распредёлшгйя ресурсе |етапей, вкоды кото- ррго соединены с датчиком количества цё-галей и первым выходом матрицкг paicпределения ресурса деталей, втб1р6й выхо которой через множительную блок- ;хему связан с блрком ввода коэффициентов сто имости и индикатором, а выходы блока управления подкачены сс отвётствеото к заслонка и промежуточного и рабочего бункеров и к дсюодочным головкам, соединенным через механизм трааспортировки с заслонками рабочего бункера. На фиг. 1 изображена структурная Ч схема устройства для Ьб|: йрШ1йдетале на группы; на фиг. 2 - прнйёр: с йоэмож ньтми законами расгфеделения. параметро деталей, сортируемых на 12 , где а - гистрограмма заданного закона рвспределенйя;б - гистрограмма полученного закона {Распределения; в - гистограмма разности законов распределения; г- график ресурса деталей; д - график дефицита деталей; е - наборное поле распределения дет/алей с вариантом возможного распределения деталей из групп ресурса в группы дефицита. Устройство содержит загрузочный блок 1, предйазЁгаченный дляпоДа чи и ориентации сортируемых деталей, соединенных через блок контроля 2, контроли рующий детали, с блрком сортировки 3, сортирующим детали на заданное число групп; статанализатор 4, служащий для определения количества деталей в группах coptHpoBKH и построения гистограмм распределений сортируемых деталей; бло хранения гистрограмм 5, служащий для ввода и хранения гистрограмм требуемо го закона распределения, один выход ко 544 торого подключен к блоку контроля 2; блок-схема разности 6, предназначенная для сравнения количества деталей в группах гистрограмм требуемого и получаемых законов распределения деталей, пер-вый вход которой подключен через статанализатор 4 к выходу блока контроля 2, второй вход - к выходу блока хранения гистограмм 5, рабочий бункер 7, предназначенный для отбора групп рассортированных деталей; транспортер 8, предназначенный для перемещения деталей от рабочегй бункера 7, а также регистры 9 и Ю ресурса и дефицита деталей, предназначенные для хранения численных сшач:ений избытка или недостатка деталей в группах полученного закона по отношению к требуемому закону распределения, бходы которых подключены к выходам блок-схемы разности 6j матрица 11 распределения ресурса деталей, распределяю1ааядёт 1Н групп ресурса между группами дефицита, входы которой соединены с выходами регистров 9 и 1О ресурса и дефицита деталей; блок, 12 ввода коэффициентов стоимости, служащий для установки напряжений, пропорциональных коэффициентам стоимости довЬдкИ одной детали из одной группы в другие группы; femo-i жительная блок-схема 13, соединенная с блоком 12 ввода коэффициентов стоимости и с матрицеfl| 11 распределения ресурса деталей,, служащая для стоимости веЬх перевс)димых из групп в группы деталей; индикатор 3.4, соединенный с множительной блсж-схемой 13, служащий для визуального контроля оператором стоимости доводки выбранного варианта распределения групп ресурса между группами дефицита, а также для индикации ресурса и дефицита деталей в собтветствующих группах; коммутаторы 15 и 16 ресурса и дефвдита деталей , предназначенные для выбора ячеек матрицы 11 распределения ресурса деталей, в которых записано количество деталей, необходимых для формирования заданно-; го закона расгфеделения путем их доводки, при этом выходы коммутаторов ресурса и дефицита деталей подсоединены к матрице распределения ресурса деталей; синхронизатор 17, служащий для выработки импульсов, синдронизирующих считьгеание ячеек по группам дефицита деталей, выход которого подключен к входу коммутатора 16 дефицита деталей, счетчик 18 групп ресурса деталей, предназначенный для синхронизации считывания групп ресурса деталей, включенный между синхронизатором 17 и коммутатором 15 ресурса деталей, промежуточный бункер 19 с установленными на не заслонками 20, служащий для промежуточного хранения рассортированных деталей и передачи их по группам в рабочий бункер 7, датчик 21 количества деталей, служащий для выдачи сигнала о количестве деталей, выданных из рабочего бункера на доводку, соединенный с рабочим бункером 7, заслонки 22 рйбо- чего бункера , установленные на рабочем бункере, служащие для выдачи деталей на транспортер 8, счетчик 23 распределения ресурса деталей, служащий для определения соответствия количества деталей групп ресурса количеству деталей, выданных из рабочего бункера на доводку, два вкода которого подключены к выходу датчика 21 количества деталей и к выходу матрицы 11 распределения ресурса деталей, блок управления 24, предназначенный йля управления заслонками промежуточного и рабочего бункеров, три входа которого подключены к вы ходам синхронизатора 17, счетчика 18 групп ресурса деталей и счетчика 23 распределения ресурса деталей, доводочные головки 25, предназначенные для доводки поступающих с транспортера 8 деталей, соединенных с блоком управления 24. Устройство работает следующим образом. Партия деталей поступает из загрузочного блока 1 через блок контроля 2 в блок сортировки 3, где сортируется на группы, а затем поступает в промежу точный бункер 19. Перед началом работы
оператором в блок хранения гистограмм 5 -ВВОДИТСЯ гистограмма требуемого закона распределения, а в блоке 12 ввода коэффициентов стоимости устанавливаются напряжения, пропорциональные затратам на доводку одной детали из одной группы в другие группы распределения. Информация о параметрах сортируемых деталей из блока контроля 2 поступает на статанализатор 4, где строится гистограмма полученной партии деталей. В блок-схеме разности 6 гистограммы полученного и заданного законов fiacпpeдeления сравниваются. Положительная и отрицательная разницы частот попадания параметров в группах гистограмм запо- минаются соответственно в регистрах 9 и 10 ресурса и дефицита деталей. На
ния ресурса деталей, поступают на кОм, мутатор 16 дефицита деталей и через счетчик 18 групп ресурса деталей, выдающий импульсы, соответствующие номерам 45 столбцов матрицы распределения ресурса деталей - на коммутатор 15 ресурса деталей. С помощью коммутаторов 15 и l6 ресурса и дефицита деталей ячейки матрицы 11 распределения ресурса аеталей после- - .- . .,.,.-.- ,-.;.,.-..,.,-,..... ,.-. ..;.....,.р 54.6 наборном поле матрицы 11 распределения ресурса деталей, которая представляет собой запоминающее устройство с возможностью и вывода численных значений выбранного варианта распределения, причем ячейки памяти, располо- , женные по строкам матрицы, подключены к вйходам pierHCTpa 9 ресурса деталей, а ячейки, расположенные по столбцам матрицы, подключены к выходам регистра 10 дефицита деталей, оператор устанавливает вариант распределения деталей групп ресурса между группами дефицита согласно информации с индикатора. Для индикации стоимости доводочных работ при выборе варианта распределения деталей из групп ресурса в группы дефицита информация о количестве раСпределенных деталей поступает через множительную блок-схему 13 на индикаттор 14. В множительной блок-схеме количество деталей умножается на соответствующие коэффициенты стоимости. Если суммарная стоимость доводочных работ не удовлетворяет оператора, он может набрать и оценить другой вариант распредёленигя деталей из групп ресурса в группы дефицита. Для формирования заданного закона при выбранном варианте распределения деталей .синхронизатор 17 вырабатывает синхронизирующие импульсы для считывания из ячеек матрицы распределения ресурса деталей количества деталей, необходимого для отправки на доводку из соответствующей груцпы ресурса в соответствующую группу дефицита. Импульсы с синхронизатора 17, соответствующие номерам строк матрицы 11 распределедовательно подключаются к счетчику 23 распределения ресурса деталей, в котором записывается число деталей, предназначенное для перевод з путем доводки групп ресурса в соответствующие группы дефицита. Одновременно сигналы с синхронизатора 17 и счетчика 18 ресурса деталей поступают на блок управления 24, который открывает заслонки промежуточного бункера 19. При этом группа рассортированных деталей, соответствующая сигналу со счетчика 18 групп ресурса деталей, поступает в -рабо НИИ бункер 7. После сигнала с блока управления 24 на заслонки 22 рабочего бункера детали из рабочего бункера 7 через транспортер 8 поступают в аово дочные Головки 25 куда такхсе приходит сигнал о разнице номеров групп сор тировки с блока уп1М1вления 24. При это датчик 21 количества деталей вырабаты вает импульсы, поступающие на счетчик 23 распределения ресурса деталей, число которых равно числу деталей, отправ- ленных на доводку. Импульсы, поступающие с датчика 21 количества деталей,. вычитаются в счетчике 23 : аспределения ресурса деталей из первоначально записанного числа, считайного из ячейки мат рйцы 11 распределения ресурса деталей. При равенстве числа импульсов с датчика 21 количества деталей и первоначаль но зацисаниого числа счетчик 23 распре деления ресурса деталей обнуляется и за пираютий сигнал подается йа блок управ ления 24, при эт(4 заслонки 22 рабочего бункера, закрываются. После доводки поступивших деталей приходит следующий импульс с синхронизатора 17, который снова подаётся на коммзпгатрр 16 дефицита деталей, а тот 6 свсяо imiepeab подключает матрицы р аспрецвления ресурса деталей, соответстбукияз следующему номеру строки матриоы, к счетчику 23 расп(еаеления p ecypcai ае- талей, и процесс повторяемся. - . После того как синхронизатор 17 .., выдает число импульсов, рёвйбв чвслу групп сортирьвкй, счетчик 1И 1фупп ресурса деталей выдает слеау1Ьщйй им пульс, который перевлючаёт k H iii iito| 15 ресурса деталей на следующую группу ресурса, соответствующук очёр ёдШму номеру столбца матрицы 11. ИмПуЯь с синхронизатора 17 сначала перёкть- чает коммутатор 16 дефицита дётаЛей, подключая по очереди ячейки втбро О столбца матрицы распределения ресурса деталей к счетчяку 23 распределения ресурса деталей. Оавоврёменно блок управления 24 выдает сигнал на arK{Hii ванив следующей заслонки 2 О прбмежу- точного бункера 19, и таким образе процесс бупет 11(овторяться до тех пока всё детали из групп сортировки промежуточного бункера 19 не попадут в рабочий бункер 7. После обработки
8 ДОВОДОЧНЫМИ головками 25 детали с по- мощью транспортера 8 попадают в соответствующие отсеки рабочего бункера 7. В результате в рабочем бункере 7 оказываются детали с заданным законом распределения параметров. Предлагаемое устройство позволяет формировать заданный закон распределения параметров деталей, не имея запасных деталей, что значительно сокращает объем незаверщенного производства и тем самым повыщает эффективность сортировки. Формула изобретения Устройство Ш1Я сортировки деталей на группы, включающее загрузочный блок, блок контроля, статанализатор и блоксхему развйстй, соединенные последовательно а также блок хранения гистограмм, блок сортировки, рабочий бункер И механизм транспортировки деталей, о тли чающееся тем, что, с целью повышения эффективности сортировки путём сокращения неза;ве|миенного производства, устройство снабжено регистрами ресурса и дефицита деталей, матрицей распределения ресурса деталей, блсжом шюда коаффициёнтов стоимости, множительной блок-схемой, индикатором, кой мутаторами ресурса и дефицита деталей, синхронизатором, счетчиком групп ресурса деталей, доводочными головками, прснмех утдчяым бункером с заслонками, уСТ|е1НОвлёняым между блоком сортировки и рабочим бункере, датчиком количества деталей, установленным на pa€fO4eM бункере, загслонкамн рабочего бункера, уста1{овле1)выми ш его выхопё, счетчикфл |ра1С1федвпё11 й ресурса деталей и 6я(омг угфавлеайя, в)соды регистрам ресурса и де охвта деталей пощкпю чёвык Е1Ё1ходам блюк-схемы разности, а вцлкоаы регистров п одйзпочены к -первым Входам матрицы распреаёления ресурса деталей, вторые входы которой соответственно соедияеты с выходами коммутаторов дефицита я ресурса деталей, при этом вхоа коммутатора дафицита деталей подключен к выхоАусинхрсмизатора, связанного этим Hie выходом с первым входом блока управления, а вторым выходом - с входом, счетчика групп ресурса деталей, выход которого подключен к входу коммутатора ресурса деталей и второму входу блока управления, третий 97 вход которого подключен к счетчику распределения ресурса деталей, вкоды которого соеди1 ены с датчиком количества деталей и первым выходом матрицы распределения ресурса деталей, второй выход которой через множительную блокскему связан с блоком ввода коэффициентов стоимости и индикатором, а выходы блока управления подключены соответственно к заслонкам промежуточного и рабочего бункеров и к доводочным голов- 410 кам, соединенным через механизм транспортировки с заслонками рабочего бункера. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 23О936, кл. И 01 С 17/ОО, 1969. 2.Авторское свидетельство СССР по заявке № 2062166/12, кл. В 07 С 5/О8, 1974 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на группы | 1983 |
|
SU1100014A1 |
| Устройство для сборки гибридных интегральных микроузлов | 1979 |
|
SU879680A1 |
| Устройство для считывания осциллограмм | 1980 |
|
SU879611A2 |
| Устройство для сортировки деталей на группы | 1974 |
|
SU618142A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РАСПРЕДЕЛЕНИЯ РАВНОМЕРНО ЦЕЛОЧИСЛЕННЫХ ПСЕВДОСЛУЧАЙНЫХ ВЕЛИЧИН | 1990 |
|
RU2042187C1 |
| Устройство для сборки и контроля электронных узлов | 1983 |
|
SU1196816A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ЗАБОЛЕВАНИЙ | 1969 |
|
SU251937A1 |
| Устройство для определения закона распределения случайной величины | 1986 |
|
SU1425713A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| Устройство для сортировки чисел | 1985 |
|
SU1332333A2 |
