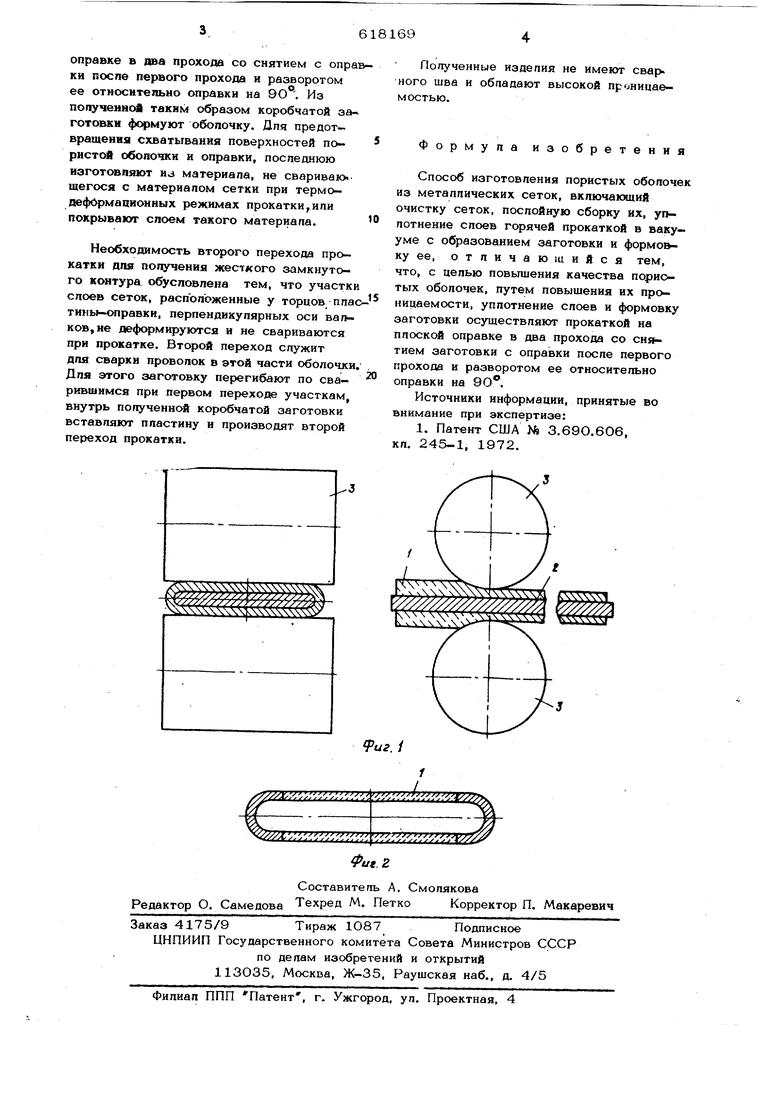
Изобретение относится к способам попу ченИя пористых обопочек и может быть использовано при изготовлении фильтрующих элементов и секций пористого охлаж дения энергетических устройств. Известен способ изготовления пористы обопочек из металлических сеток, включающий очистку сеток, послойную сборку их, уплотнение слоев горячей прокаткой в вакууме с образованием заготовки и формовку ее. Наличие в структуре технологического цикла нескольких операций прокатки и длительных переходов спекания в защитной среде или в вакууме определяет низкую производительность процесса. Кроме того, примене ие сварки обуславливает наличие непроницаемой области в зоне шва, ЧТО непопусгимо для оболочек, используемых в секциях пористого охлаждения, работающих в условиях высоких тепловых нагрузок. В случае использования оболочек в качестве фильтроэлеме,.гов сварка приводит к уменьшению эффективной повер ности фильтрации и увеличению гидравлического сопротивления. Целью изобр етения явпяется повышение качества пористых оболочек путем повышения их проницаемости. Для этого уплотнение слоев и формовку заготовки осуществляют прокаткой на плоской оправеВ два прохода со снятием заготовки с оправки после первого прохода и разворотом ее относительно onpai ки на 90 . На фиг. 1 изображена схема соединения сетокJна фиг. 2 - сечение заготовки коробчатой формы перед втор IM переходом прокатки. Сетки 1 намотаны на пластину 2 и прокатываются гладкими валками 3. Пунктирными линиями на фиг. 1 и 2 показаны несваренные зоны. Способ изготовления пористых обопочек из металлических сеток включает очистку их, после чего очищенные сетки собирают в пакет путем навивки по спи- рапи в несколько слоев и уплотняют его горячей прокаткой в вакууме на плоской оправке в ова прохода со снятием с опра ки после первого прохода и разворотом ее относительно оправки на 9О , Из попученной таким образом коробчатой за готовки формуют обопочку. Для предотвращения схватывания поверхностей по ристов оболочки и оправки, последнюю изготовляют из материала, не свариваю. щегося с материалом сетки при термодефОрмационных режимах прокатки,ипи покрывают слоем такого материала. Необходимость второго перехода прокатки для получения жесткого замкнутого контура, обусловлена тем, что участк слоев сеток, расположенные у торцов, пла тины-оправки, перпендикулярных оси вапков,ие деформируются и не свариваются при прокатке. Второй переход служит для сварки проволок в этой части оболочки Для этого заготовку перегибают по сварившимся при первом переходе участкам, внутрь полученной коробчатой заготовки вставляют пластину и производят второй переход прокатки. Попученные изделия не имеют свар него шва и обладают высокой проницаемостью. Формула изобретения Способ изготовления пористых оболочек из металлических сеток, включающий очистку сеток, послойную сборку их, уплотнение слоев горячей прокаткой в вакууме с образованием заготовки и формо1 ку ее, отличающийся тем, что, с целью повышения качества пористых оболочек, путем повышения их проницаемости, уплотнение слоев и формовку заготовки осуществляют прокаткой на плоской оправке в два прохода со снятием заготовки с оправки после первого прохода и разворотом ее относительно оправки на 90. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 3.690.606, кл. 245-1, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пористых бесшовных оболочек из металлической сетки | 1978 |
|
SU743833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ЛИСТА | 1996 |
|
RU2089306C1 |
| Способ изготовления изделий из волокнистой массы и устройство для его осуществления | 1982 |
|
SU1048015A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2008 |
|
RU2398644C1 |
| КОМБИНИРОВАННЫЙ ПОРИСТЫЙ ФИЛЬТРОМАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2006353C1 |
| Способ изготовления тепловых труб | 1979 |
|
SU829282A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СОТОВЫХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ЛИСТОВОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК | 2000 |
|
RU2187392C1 |
