1
Изобретение относится к области обработки давлением, а именно к способам счета штампуемых деталей на прессах по числу рабочих ходов.
Известен способ счета числа рабочих ходов пресса, при котором выделяют из цикла зону, содержаш.ую время возможного выполнения рабочей операции, получают исходный сигнал в указанной зоне по сопутствующему фактору обработки изделия, получают в режиме настройки и запоминают опорный сигнал, в рабочем режиме получают контрольный сигнал, сравнивают контрольный и опорный сигналы и в случае их соответствия формируют счетный сигнал 1.
Однако в известном способе возможна ошибка в счете рабочих ходов в случае несоответствия величины сигнала, сопутствующего рабочей операции, установленному опорному сигналу.
Целью изобретения является повышение надежности счета и упрощение настройки.
Цель достигается тем, что опорный сигнал получают путем подсчета числа экстремумов исходного сигнала за цикл в указанной зоне в режиме настройки и после его запоминания хранят в режимах настройки и работы и стирают в начале режима настройки, рабочий режим устанавливают после соверщения первого рабочего цикла, режим настройки устанавливают в исходно.м состоянии и в режиме настройки формируют счетный сигнал по окончании цикла.
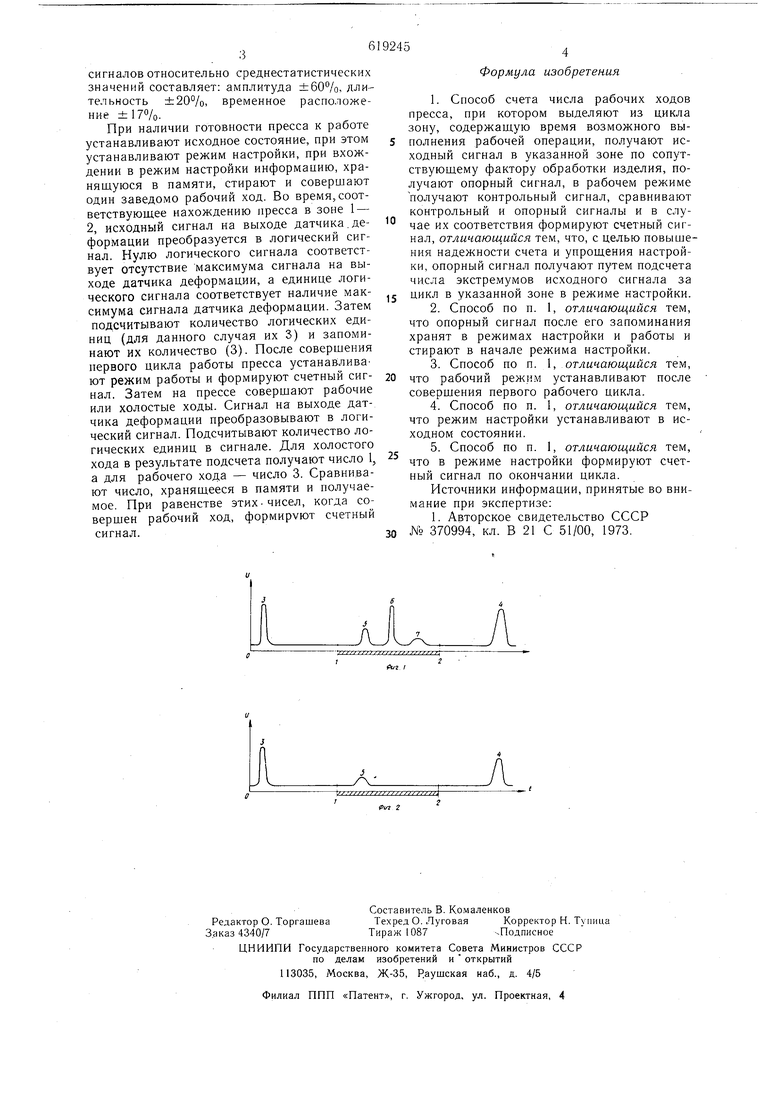
Предлагаемый способ поясняется диаграммами. На фиг. 1 показан пример фор.мы исходного сигнала на рабоче.м ходе; на фиг. 2 - пример формы исходного сигнала на холостом ходе.
Способ осуществляется следующим образом.
Пример. Производят счет рабочих ходов на прессе при совмещенной операции вырубка-гибка. Регистрируют деформацию станины пресса, сопутствующую обработке детали. Исходным сигналом является напряжение на выходе датчика деформации станины пресса.
На фиг. 1 и 2 изображены границы 1 и 2 зоны получения опорного сигнала, содержащей момент возможного совершения операции, сигналы 3 и 4, возникающие в момент пуска и останова пресса, сигнал 5, возникающий в момент вхождения направляющих колонок во втулки штампа, сигнал 6, образующийся в момент совершения операции гибки. Сигнал 7 меньше сигнала 5, сигнал 5 меньше сигнала 6. Разброс параметров
сигналов относительно среднестатистических значений составляет: амплитуда ±60%, длительность ±20%, временное расположение ±17%.
При наличии готовности пресса к работе устанавливают исходное состояние, при этом устанавливают режим настройки, при вхождении в режим настройки информацию, хранящуюся в памяти, стирают и совершают один заведомо рабочий ход. Во время, соответствующее нахождению пресса в зоне 1 - 2, исходный сигнал на выходе датчика.деформации преобразуется в логический сигнал. Нулю логического сигнала соответствует отсутствие максимума сигнала на выходе датчика деформации, а единице логического сигнала соответствует наличие максимума сигнала датчика деформации. Затем подсчитывают количество логических единиц (для данного случая их 3) и запоминают их количество (3). После совершения первого цикла работы пресса устанавливают режим работы и формируют счетный сигнал. Затем на прессе совершают рабочие или холостые ходы. Сигнал на выходе датчика деформации преобразовывают в логический сигнал. Подсчитывают количество логических единиц в сигнале. Для холостого хода в результате подсчета получают число 1, а для рабочего хода - число 3. Сравнивают число, хранящееся в памяти и получаемое. При равенстве этих.чисел, когда совершен рабочий ход, формируют счетный сигнал.
Формула изобретения
1.Способ счета числа рабочих ходов пресса, при котором выделяют из цикла зону, содержащую время возможного выполнения рабочей операции, получают исходный сигнал в указанной зоне по сопутствующему фактору обработки изделия, получают опорный сигнал, в рабочем режиме получают контрольный сигнал, сравнивают контрольный и опорный сигналы и в случае их соответствия формируют счетный сигнал, отличающийся тем, что, с целью повышения надежности счета и упрощения настройки, опорный сигнал получают путем подсчета числа экстремумов исходного сигнала за цикл в указанной зоне в режиме настройки.
2.Способ по п. 1, отличающийся тем, что опорный сигнал после его запоминания хранят в режимах настройки и работы и стирают в начале режима настройки.
3.Способ по п. 1, отличающийся тем, что рабочий режим устанавливают после
соверщения первого рабочего цикла.
4.Способ по п. 1, отличающийся тем, что режим настройки устанавливают в исходном состоянии.
5.Способ по п. 1, отличающийся тем, что в режиме настройки формируют счетный сигнал по окончании цикла.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 370994, кл. В 21 С 51/00, 1973.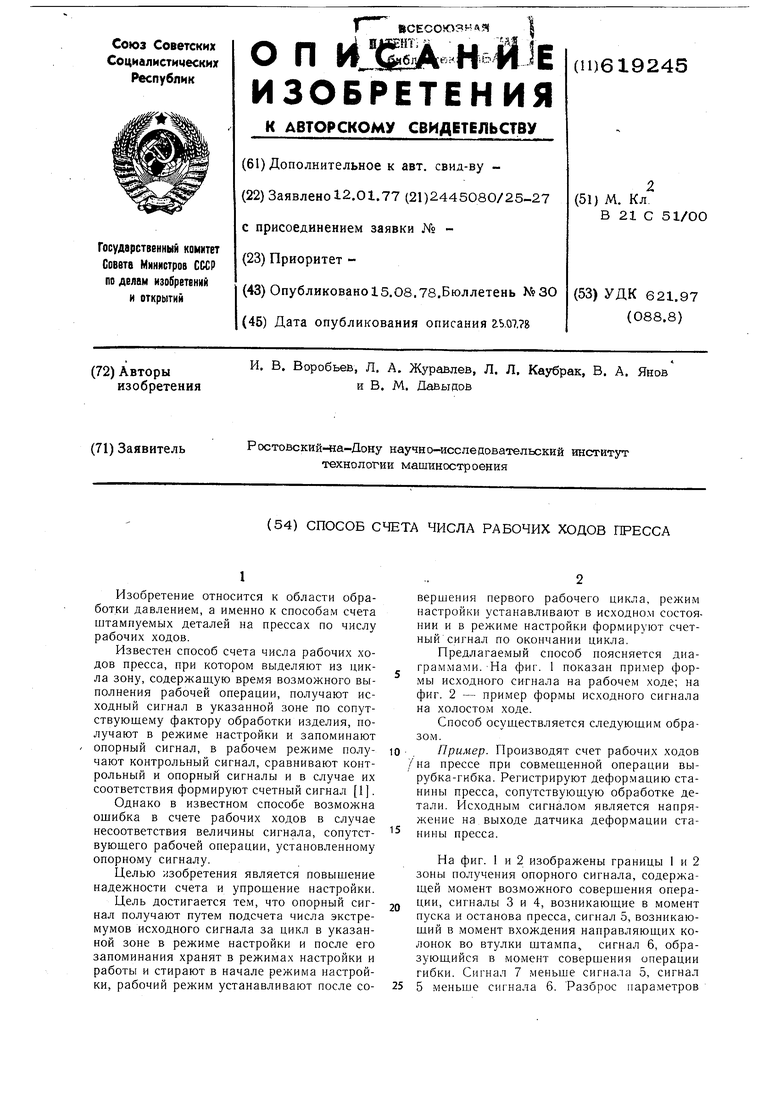
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического счета числа рабочих ходов пресса | 1977 |
|
SU667274A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЧЕТА ЧИСЛА РАБОЧИХ ХОДОВ | 1973 |
|
SU370994A1 |
| Способ автоматического счета числаРАбОчиХ ХОдОВ КузНЕчНО-пРЕССОВОй MA-шиНы | 1979 |
|
SU814511A1 |
| Способ автоматического счета числа рабочих ходов пресса | 1975 |
|
SU532428A1 |
| Брикетный штемпельный пресс | 1988 |
|
SU1574477A2 |
| Устройство для определения разрывной нагрузки волокнистых материалов | 1987 |
|
SU1538121A1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛОВ ТРЕВОЖНОГО ИЗВЕЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2379759C2 |
| Резервированный формирователь импульсов | 1985 |
|
SU1272510A1 |
| Микропрограммное устройство управления | 1981 |
|
SU968814A1 |
| Измеритель мощности | 1980 |
|
SU960556A1 |
