В настоягцее -нремя термическая обрябгупчй vr;) . ;апримср прожекторных и элементных yrjieii. гра(|);ггоиь х каралдялиых стержиеГ и пр. пропг-людптся в c:ieiU a::iii i.:x гп:;м(),;1кмх и дорогостояnuix тепловых агрегатах.
Брак нзлелий от дефорл1аинп и тре1ц;п1, оГ)ус.лО:.еииьп1 ;io ;c; x::ac,liiiiK нагретом мате|:)па.ла, достигнет 31:ач1;те.};1:ых размеров, песм;ггря на длнтель} ые ерокн тепловой обработк::, оп 1еделяемые necKO.nbKiiMii сутками. Прп этом имеет место 6о::ы1ю расхСД тонлппа, а так;ке потребность в значительных цеховых нчтсчдадях, и, кроме того, усложнение технологического процесса и виутрппех.ового транспорта, скяза 1ного с осуществлением раздельных этанов те1;л:;воГ| обрабс-гкн.
В описываемом уетройстве нолная термичеекая обработка угольлых 1 зделий осуществляется непоередственно нос.ге их ;|50)мовки нутем пропускания через нз.;ел11Я пдоль (;ei э.);;чсского т;;ка.
Устройство выпол 1ено в виде трансг10р1ер|;он .пенты (H.iii двух сии.хронпо перемещаемых параллельных лент), снабженной на кромках токоподводящими KOtiTaKTHMH для ук.чадкн на них обжигаемых изделий поперек ленты. С целью устранения ,сф„;:м:1;и1Й издели во время обжига, над транспо1)терной лентой н на 5ал; ельно ей может быть расположена вспомогательная лента, прижимаимдаи электроды к токоподводяп;им контактам. Эта вепомогательная лента может быть выполне а перемеп аемой со скоростью, отличной от скорости транспортерной ленты, с целью вращения изделий в контактах.
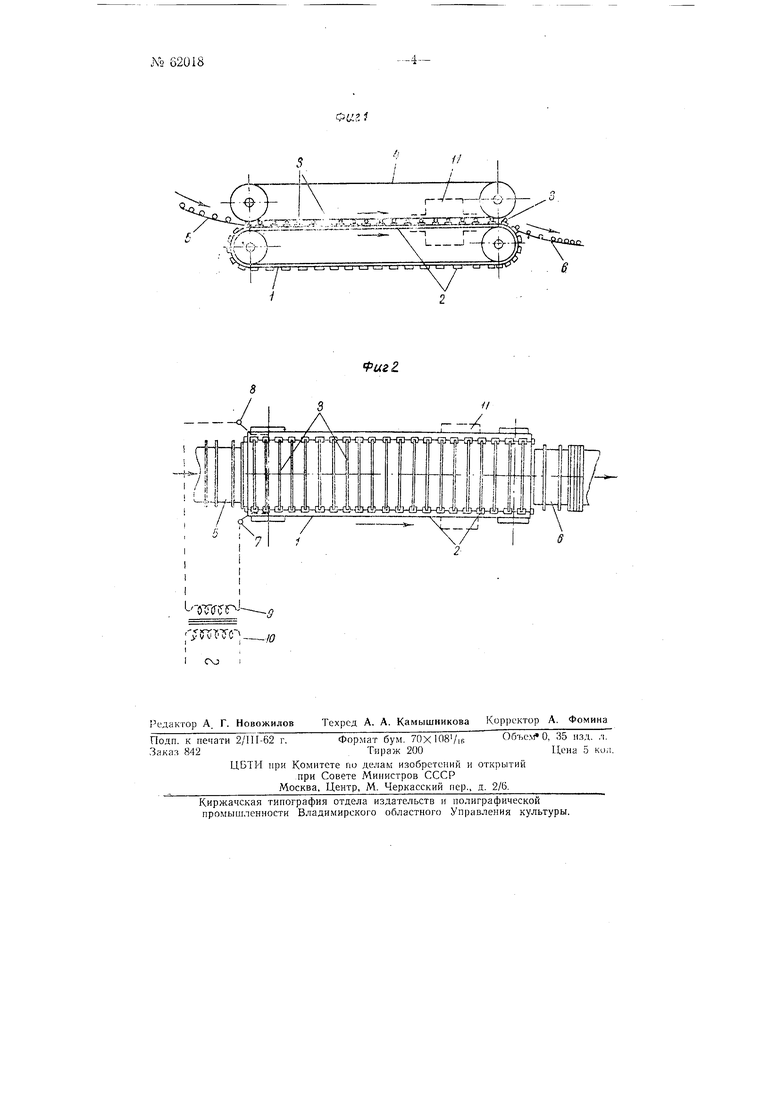
Сущность изобретения поясняется чертежом, па фиг. 1 и 2 которого изображена схематически в двух проекциях одна из возможных конструкций предлагаемого устройства.
На конвейерной ленте / укреплены два ряда контактных приспособлений 2, на которых лежат своими концами обрабатываемые стержни 3. Поатедние поступают на ленту в сырсм няде, нап)имер, по наклонному лотку 5. Ряды контактов соединены посредством щеток 7 ц 8 с источником электрического тока (например, со втор1 чной обмоткой 9 трансфорЛ 62018
матора, первичная обмотка 10 которого включается в сеть перемениого тока с соответствующим напряжением). Цепь вторичной обмотки 9-10 трансформатора замыкается через стержни 3, которые, попадая на , автоматически включаются в эту цепь в параллельном соелииеиии. В некоторых случаях это соел1 неиие может быть изменено иа последовательное. Па фиг. 2 конвейер показан в плане.
Над лентой / мзжет двигаться, как указано на фиг. 1, другая лента 4, предназначеиная лпбо д;1я уплотнения контакта концов стержне -У с контактными прнспособ.теииями 2, .чибо .1,ля осуществления врашелмя стержней с целью устранения их деформации, причем в этом случае контактные приспособления 2 могут быть выполнены в виде непрерывных металлнческих или иных токопроводящих полос.
Кроме того, лента -/ в некоторых случаях может нести систему электрических контактов и;111 15ынолнять функции токоиосителя. Обработанные (например, прои1ед пие обжиг) изделия сиимаются с конвейера посредством наклонного лотка 6.
По ходу движения конвейера может быть установлена закрытая камера //, заполненная еоответствующей газовой средой.
Контактные присиособления 2 могут быть соединены между собой группами с таким расчетом, чтобы п-о ходу движения ленты коивейера они включались м отдельные независимые электрические цепи с разными нараметрами, с целью осуществления еоответствующего методнческо о режима термической обработки изделий по задаииой кривой.
Устройство может быть расположено без обычного теплоизоляционного ограждения в виде печной камеры или туннеля и обжиг может производиться при ко.мнатной или любой другой температуре. Обжиг может осуществляться неносредствеино в воздухе.
Установка может быть выно.тиена как периодического, так и неирерывного действия.
В случае необходимости предотвращения иоверхностного окисления обрабатываемр,1Х изделий, обжиг их может ироизводиться в синеигмеской среде с примеие1п-1ем азота, окиси углерода и т. д.
Термическая обработка изделий естеетвенпо может нроизводитьс/i в среде с иэзыщегшым или пониженным дав,лением но сравиемию с атмосферным.
Последовательно с об кн1ом изделия могут подвергаться термической обработке в атмосфере со взвесью активных вепюств (нап)нмер, жировых), оеаждаемых на иоверхностн изделия, например, электрг.чески.м нолем. Блаюдаря этому иоверхпость изделия может быть иокрыта защнтнкм слоем.
Для улучп1е1П1я токонередачн концы обрабатываемых изделий, соприкасак) с контактами транспортерной „ченты, могут покрыватьсл электролитически или иным образом слоем металла, например меди, вследствие этого умеиьщается переходное еопротивление между изделиями и контактами ленты.
Обжиг угольных изделий при помощи предлагаемого устройства не имеет указанных недостатков, присущих обжигу но обычно применяемым методам.
Кроме того, применение предлагаемого устройства обеспечива- т экснрессность обжига. Использование же экспрессного электротермического процесса упрощает технологический процесс, заменяя предварительную и окончательную сущки, возгонку летучих и прокаливание угольных и т. и. электропроводных изделий единым процессом, с сокращением продолжительности в сотни раз (ио предположениям dBTOpoB).
При этом соответственно уменьг :ается пс/гребность в цеховЕ гх площадях и отпадает надобность в специальном и дорогостоящем тепловом оборудовании.
Связанное с интенсификацией нагрева снижение энергетических расходов и одновременно с этим уменьшение выхода брака, обусловленное внутренним прогревом материала, должны привести к снижению эксплуатационных затрат на термическую обработку угольных и т. п. изделий.
Предмет изобретения
1.Устройство для обжига угольных электродов и других электрЬ ироводных изделий в виде стержней непрерывным потоком, нутем пропускания через них вдоль оси электрнческого тока, отличающееся тем, что оно выполнено в виде T)aHcriopTepiioii ленты (или двух сннхронно неремен1аемых параллельных лент), снабженной на кромках токоподводящимн контактами для укладки на них электродов поперек ленты.
2.Форма выполнения устройства но н. 1, (vr л н ч а ю Hi а я с я тем, что, с нелью устранения деформаций изделнй во время обжига, над транснортерной лентой и параллельно ей расположена вспомогательная лента, прижимающая электроды к токонодводяихим контактам.
3.Форма выполнения устройства пп п. 2, о т л и ч а ю HI а я с я тем, что лента Bbirio.jiHeHa перемещаемой со С1 оростыо, отличной от скорости трапспортерко: .пенты, с целью врап1е;1ия э;1ектродо15 в контактах.
-3-М 62018