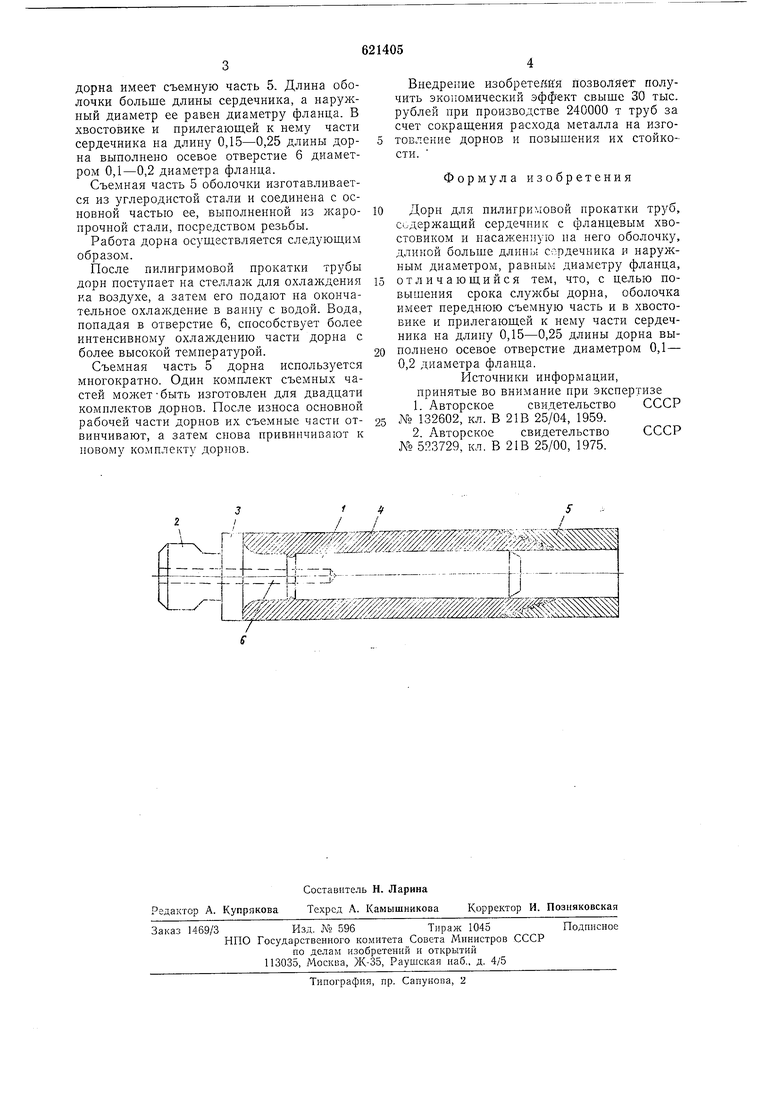
дорна имеет съемную часть 5. Длина оболочки больше длины сердечника, а наружный диаметр ее равен диаметру фланца. В хвостовике и прилегающей к нему части сердечника на длину 0,15-0,25 длины дорна выполнено осевое отверстие 6 диаметром 0,1-0,2 диаметра фланца.
Съемная часть 5 оболочки изготавливается из углеродистой стали и соединена с основной частью ее, выполненной из jKapoпрочной стали, посредством резьбы.
Работа дорна осуществляется следующим образом.
После пилнгримовой прокатки трубы дорн поступает на стеллаж для охлаладения ка воздухе, а затем его подают на окончательное охлаждение в ванну с водой. Вода, попадая в отверстие 6, способствует более интенсивному охлаждению части дорпа с более высокой температурой.
Съемная часть 5 дорна используется многократно. Один комплект съемных частей MOJKeT-быть изготовлен для двадцати комплектов дорнов. После износа основной рабочей части дорпов их съемные части отвинчивают, а затем снова привинчивают к новому комплекту дорнов.
Внедрение изобретения позволяет получить экономический эффект свыше 30 тыс. рублей при производстве 240000 т труб за счет сокращения расхода металла на изготовление дорнов и повышения их стойкости.
Формула изобретения
Дорн для пилигрилювой прокатки труб, содержащий сердечник с фланцевым хвостовиком и насаженную на него оболочку, длиной больше длины сердечника и наружным диаметром, равпьиЯ диаметру фланца, отличающийся тем, что, с целью повышения срока службы дорна, оболочка имеет переднюю съемную часть и в хвостовике и прилегающей к нему части сердечника на длину 0,15-0,25 длины дорна выполнено осевое отверстие диаметром 0,1 - 0,2 диаметра фланца.
Источники информации, принятые во внимание нри экспертизе
1.Авторское свидетельство СССР № 132602, кл. В 21В 25/04, 1959.
2.Авторское свидетельство СССР № 5., кл. В 21В 25/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1109205A1 |
| Способ смены дорна для пильгерной прокатки | 1978 |
|
SU737038A1 |
| Охлаждаемая оправка для пилигримовой прокатки | 1976 |
|
SU654314A1 |
| СПОСОБ ПОДГОТОВКИ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛИ И СПЛАВОВ К ПИЛИГРИМОВОЙ ПРОКАТКЕ ТРУБ | 2012 |
|
RU2527521C2 |
| Заготовка для получения биметаллических труб поперечно-винтовой прокаткой | 1980 |
|
SU897321A1 |
