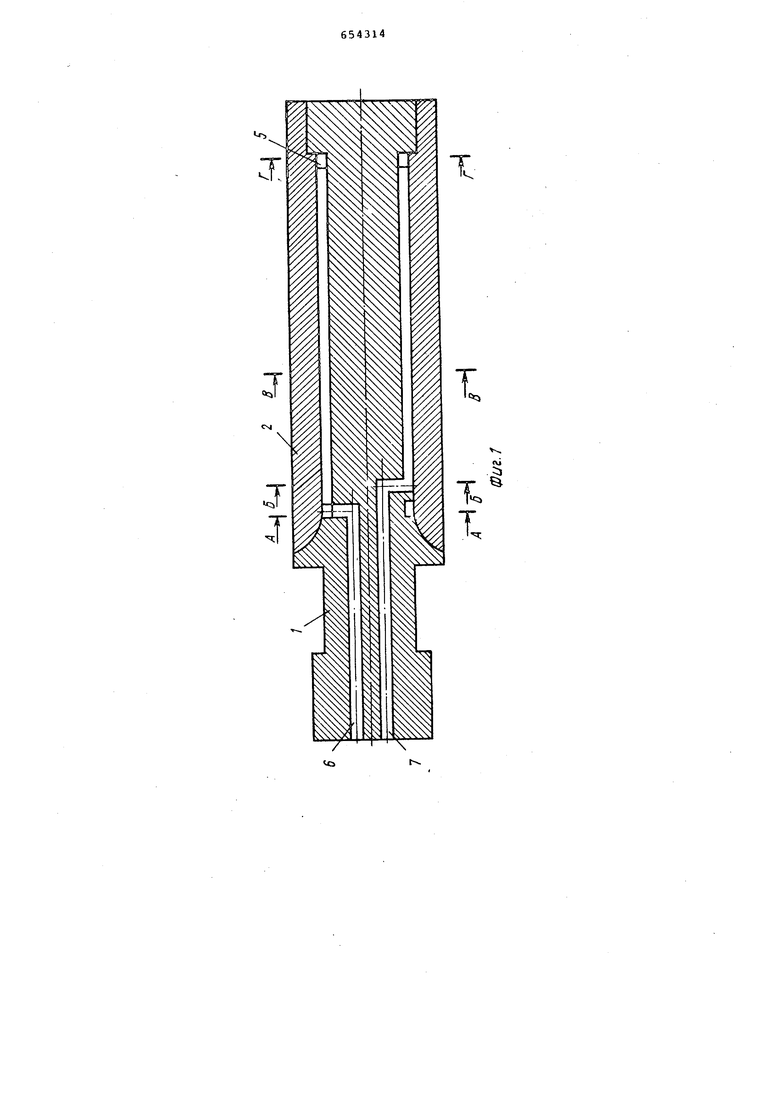
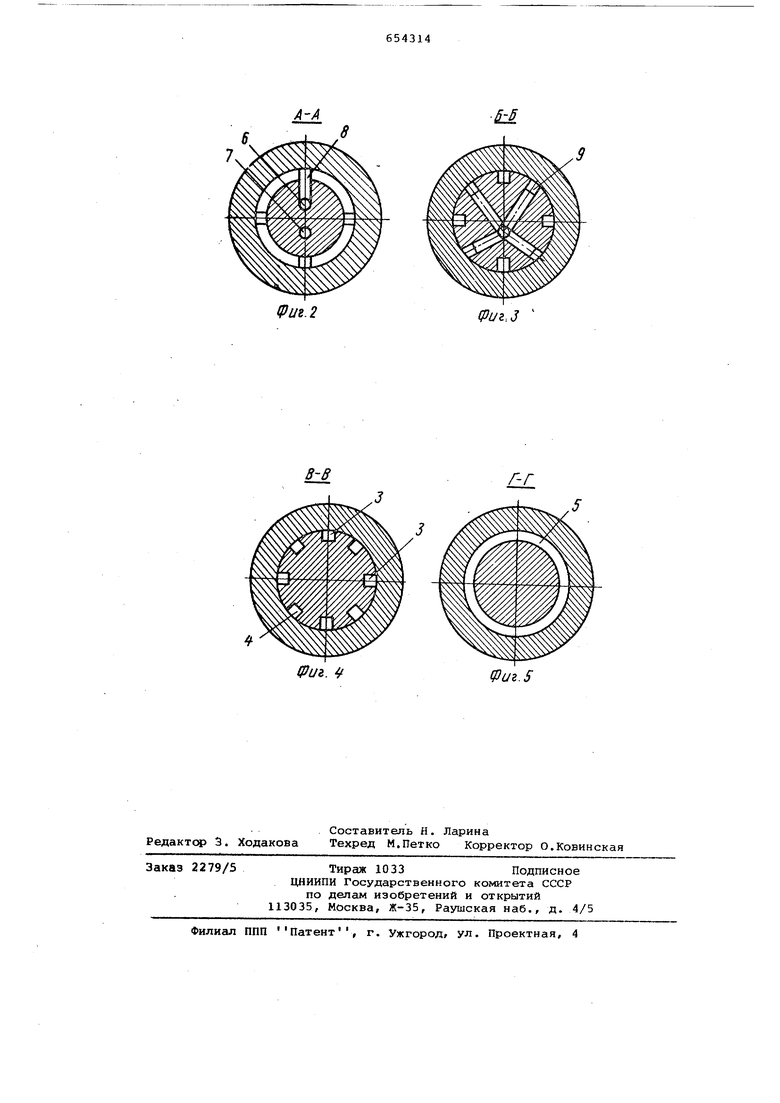
Изобретение относится к трубопрокатному инструменту, в частности к охлаждаеким оправкам (дорнам) для пилигримовой прокатки труб. Известен водоохлаждаемый дорн для пилигримовой прокатки, в полости которого выполнено осевое отверстие для подвода охлаждающей жидкости 1 Недостатком этого дорна является малый срок службы из-за низкой эффективности охлаждения рабочей поверхности, так как минимальная допус тимая из условия прочности толщина стенки охлаждаемого дорна оказывается сравнительно большой. Уменьшение же толщины стенки дорна может привести к его искривлению и пластической деформации. Наиболее близким техническим реше нием к предложенному является водоохлаждаемая оправка, содержащая сердечник с несколькими продольными на ружными каналами подвода и отвода охлаждающей жидкости, объединенными кольцевой полостью и насаженную на сердечник оболочку, при этом каналы подвода жидкости расположены на одной половине окружности сердечника, а каналы отвода на другой их половине 2. Недостатком такой охлаждаемой оправки является то, что при отсутствии вращения оправки первая половина меридионального сечения со стороны Л1од.вода воды охлаждается на 100-12бС больше, чем со стороны отвода, что вызывает дополнительное температурное напряжение, следствием этого является искривление инструмента. При вргвдении оправки продольные каналы, служащие для отвода охлаждающей жидкости, меняются на подводящие, что приводит к появлению противопотоков жидкости, вследствие чего резко уменьшается эффективность охлаждения рабочего инструмента. Целью изобретения является повышение эффективности и равномерности охлаждения. Для достижения этой цели каналы подвода охлаждающей жидкости размещены поочередно с каналами отвода. Такое размещение каналов подвода и отвода обеспечивает равномерное эффективное по окружности охлаждение оправки (дорна), а также позволяет увеличить срок службы дорна, благодаря уменьшению величины и амплитуды температурных напряжений за счет снижения температуры разогрева поверхностных слоев. На фиг, 1 представлен предлагаем дорн в продольном разрезе по канала подвода и отвода; на фиг, 2 - разре А-А на фиг, 1; на фиг. .3 - разрез Б-Б на фиг, 1; на фиг, 4 - разрез В-В на фиг, 1; на фиг. 5 - разрез Г-Г на фиг. 1. Предложенная водоохлаждаемая оп- равка-дорн содержит сердечник 1 и плотно насаженную на него оболочку Продольные каналы подвода 3 и канал отвода 4 для циркуляции охлаждающей среды выполнены в виде пазов на наружной поверхности сердечника 1, од ни концы которых объединены кольцевой полостью 5, а другие концы поочередно сообщены с подводящим и от водяЕдим трубопроводами-каналами б, посредством радиальных отверстий 8 и 9 в хвостовой части сердечника 1. Каналы подвода 3 размещены по окруж ности сердечника поочередно с канал ми отвода 4. Оболочка может быть вы полнена из высокопрочного материала Работа дорна осуществляется следующим образом, Дорн, введенный в гильзу, устанавливается в подающий аппарат (на чертеже не указан) и вместе с гильзой вводится в валки пилигримового стана, где происходит процесс раскатки гильзы на составном охлаждаемом дорне, как на жестком основа нии. При этом с помощью известных устройств для охлаждения дорна, раз мещенных, как правило, в дорновой головке, охлаждающая среда под давлением до 60 атм заполняет через подводящий трубопровод-канал б и радиальное отверстие 8 продольные каналы подвода 3, затем через кольцевую полость 5 охлаждающая среда по остальным продольным каналам 3, соединенным с отводящим трубопроводом-каналом 7 радиальными отверстиями 9, возвращается на слив. Таким образом, непосредственно в процессе прокатки дорн подвергается интенсивному охлаждению вблизи рабочей поверхности из-за сравнительно небольшой толщины оболочки. Предложенная конструкция охлаждаемой оправки (дорна) с расположением канала подвода поочередно с каналами отвода обеспечивает равномерное в меридиональном сечении охлаждение дорна, исключает противопотоки жидкости, чем србеспечивается эффективное охлаждение дорна, который прост в изготовлении, имеет высокую жесткость из-за отсутствия дополнительных крепежных деталей. Формула изобретения Охлаждаемая оправка для пилигримовой прокатки, содержащая сердечник с несколькими продольными наружными каналами подвода и отвода охлаждающей жидкости,объединенными кольцевой полостью и насаженную на сердечник оболочку, отличающаяся тем, что, с целью повышения эффективности и равномерности охлаждения, каналы подвода размещены поочередно с каналами отвода. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР 132602, кл, В 21 В,25/04, 1959, 2,Авторское свидетельство СССР 304002, кл, В 21 В 25/04, 1969.
А-А
Фиг. 2
5J.
фиг..З 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1980 |
|
SU876220A1 |
| Дорновое устройство пилигримового стана | 1978 |
|
SU768497A1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА И СТЕРЖЕНЬ ПРОШИВНОГО СТАНА | 2009 |
|
RU2423194C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| Составной оправочный стержень трубопрокатного стана | 1980 |
|
SU858960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| Оправочный узел стана винтовой прокатки | 2017 |
|
RU2650218C1 |
г-г
5
Фиг. 5
