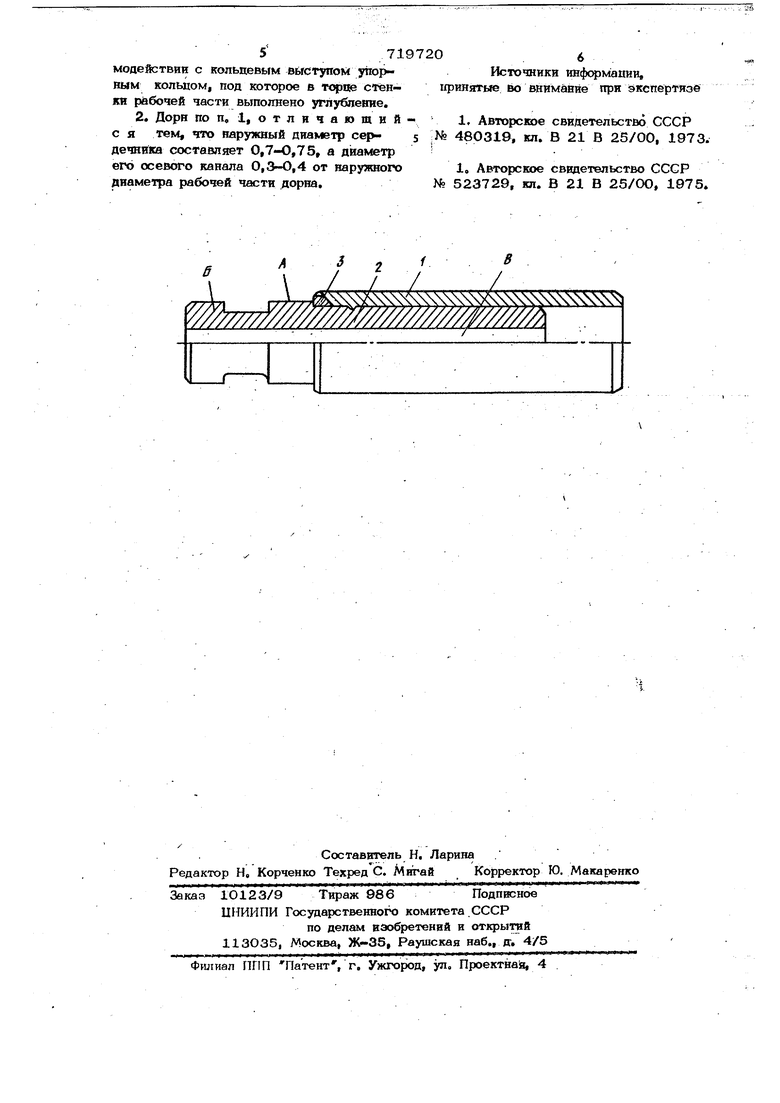
Изобретение относится к трубопрокат ному производству, а именно к конструкции технологического инструмента, в час ности Дорнов для пипигримовой прокатки труб. Известен дорн для горячей пилигримовой прокатки труб, содержащий серде ник с хвостовиком сплошного сечения с наружной поверхностью концов в виде усеченных конусов, соединяемых меньшим основаниями, и плотно сопряженную с сёр дечником гильзу l . Недостатки такого дорна - повьтшевный расход материала сердечника,; нео&ходиМость точного определения размеров исходной гильзы Нри посадке оболочки, воникновение в процессе эксплуатации осевых подпирающих усилий. Наиболее близким к предлагаемому изобретению техническим решением: является дорн, содержащий цилиндрическую рабочую часть, несуший ее сплошной укороченный серде1Шик с .кольцевым выступо для упора рабочей части 2j , В такой конструкции дорна теплоотдача возможна только через наружные его поверхности; из-за невозможности двусторон- него теплоотвода в процессе эксплуатации возникают большие температурные напряжения, приводящие к снижению стойнкости дорна. Кроме того, сердечник и ра бочая часть, имея неодинаковую жесткость, дёформщ)уются на разные величины, следствием чего является рас1фытие стыка между ними и концентрация напряжений. Цель изобретения - повьшхение стойкости дорна. Для достижения цели в составном дорне для пилигримовой прокатки труб, содержащем цилиндрическую рабочую часть, несущий ее укороченный сердечник с кольцевым выступом., сердечник имеет сквозной осевой канал и снабжен насаженным на нетх во взаимодействии с кольцевым выступом упорным кольцом, под которое в торце стенки рабочей час ти выполнено углубление, при этом диаметр осевого канала составляет 0,,4, a наружный диаметр сердечника 0,7r0,75 от наружного диаметра рабочей части дорна. . Такое конструктивное решение позволяет значительно уменьшить температу1 ные напряжения в дорне благодаря появле нию возможности двустороннего теплоот вода, а также уменьшить силовые иэ-за равномерного распределения напряжений вследствие одинаковой жесткости сердечника и оболочки, Умёньше ние температурных и силовых нагтряжеНИИ приводит к повышению стойкости дЬрНОВ. ; Кроме того, наличие сквозного осебого канала в сердечнике уменьшает „метайлоемкость и вес дорна на 0,5-1,5 и тем обеспечивает повышение быстроходности подающего аппарата. При менение упорного кольца позволяет пол- ностью удалить дефектную часть рабочей части при сборке ее с сердечником и тем самым повысить стойкость дорна. На чертеже показан предлагаемый дорн для горячей пилигримовой прокатки Дорн состоит из рабочей шшиндр чесюй части 1, несущего ее &р6Чепког сердечника 2 и насайсенного не уиорного кольца 3, Сердеадик со стороны хвостовой части имеет кольцевой наружн выступ А и ступенчатую поверхность Б . для крепления в замке подающего аппарата, а внутри - осевой сквозной канал В, Диаметр с)севого канала сердечника составляет 0,3-О,4 , а наружный диаме его 0,7-О,75 от наружного диаметра рабочей ЧЕюти 1, дп- « х vВыполнение наружного диаметра сердечника меньше 0,7 и диаметра его .: осевого канала больше 0,4 от наружного диаметра рабочей части приводит не толь ко к рааной жесткости сердечника и рабшей части, но к уменьшению прочности сердечйика. Выполнение 1варужнбго диа- . метра сердечника больше 0,75 диаметра дорна вызывает ослабление прошости рабочей части. Упорное кольцо 3 насажено на сердечник и установлено во взаимодействии с кольцевым выступом А} под кольцо в торцовой стенке рабочей части выполнено углубпение, Соединение сердечника с рабочей частью может быть осуществлено, например, путем посадки на изготовленный из .толстостенной трубы сердечник с упорным Кольцом нагретой рабочей части в виде гильзы и последующей прокйТки до .Тюлучення требуемых размеров рабочей 20,4 части. JB результате прокатки рабочая часть на поверхности контакта с сердечником приобретает внутренний профиль, соответствующий его наруяшым размерам, а пильгерголовка, состоящая из дефектной части слитка (прибыльной), остается за пределом упорного кольца и потом удаляется в виде технологического OTV. хода. Составной дорн работает следующим образом Дорн устанавливается в замок подающего аппарата и подается вместе с надетой на него заготовкой в валки пилигримового стана, где происходит процесс раскатки загчэтовки в трубу При этом осуществляется теплоотвод по центральному каналу сердечника, снижающий температуру нагрева и температурные напряжения доркЬа. При восприятии усилий прокатки благодаря одинаковой жесткости рабочей сти и сердечника, обусловленной геометрическими размерами последнего, рабочая часть и сердечник деформируются на оди наковую величину, исключая раскрытие стыка между ними и снижая тем самым уровень силовых напряжений рабочей части, В стадии охлаждения дорна, как на воэду . хё, так и в воде теплоотвод осуществляется по наружной и внутренней прверхностям. что снижает неравномерность распределения температуры и температурные напряжения. Описываемое изобретение позволяет повысить стойкость дорна благодаря значительному уменьшению температурных напряжений за счет возможности теплоот- вода, как на наружной поверхности дорна, так и по внутреннему отверстию; уменьшить напряжения в рабочей части благодаря одинаковой жесткости сердечника и оболочки; снизить себестоимость дорна благодаря применению в качестве заготовки сердечника толстосте1той трубы с меньшим наружным диаметром. Формула изобретения 1. С х:тавной дорн для пилигримовой прокатки труб, содержащий цилиндрическую рабочую часть, несущий ее укороченный сердечник с кольцевым выступом, отлича19щийс я тем, что, с целью повышения стойкости дорпа, cej: дечник имеет сквозноГг осевой канал и снабжен насаженнЕлм на него во взаи- 5719720 модействии с кольпевым выступом yiioi вым кольцом, под которое в ropifs стенкя рабочей части выполнено углубление. 2. Дорн по п, 1, о т л и ч а ю ш и и с я тем, что наружный диаметр сердечника составляет 0,7-О,75, а диаметр его осевого канала 0,3-О,4 от ааруяяого диаметра рабочей части дорна. ир :№ № Источники информации. инятые во внимание щэи экспертизе i. Авторское свидетельство СССР 480319, кл. В 21 В 25/00, 1973. 1. Авторское свидетельство СССР 523729, кл. В 21 В 25/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| Охлаждаемая оправка для пилигримовой прокатки | 1976 |
|
SU654314A1 |
| Составной дорн для пилигримовой прокатки труб | 1975 |
|
SU523729A1 |
| Составной дорн для пилигримовой прокатки труб | 1984 |
|
SU1219184A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Дорновое устройство пилигримового стана | 1989 |
|
SU1708455A1 |
| Составной трубопрокатный инструмент преимущественно дорн для пилигримовой прокатки | 1977 |
|
SU631224A2 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1109205A1 |
S
/
