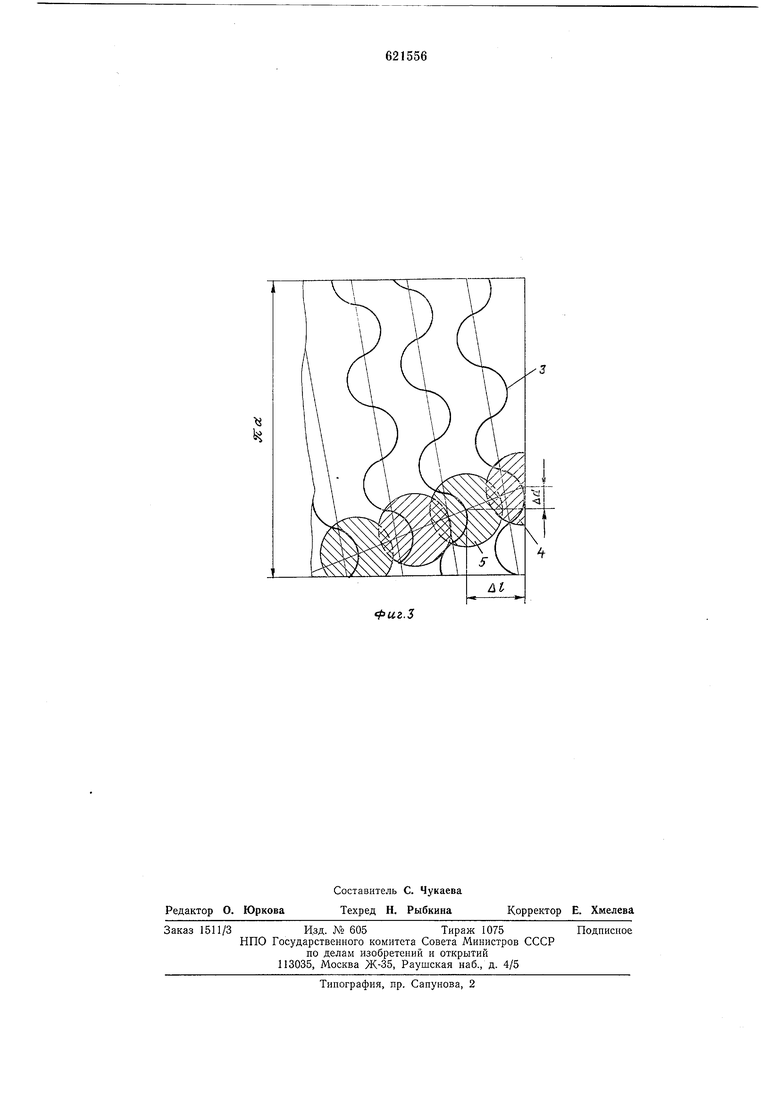
4 (см. фиг. 2). Последующий импульс должен последовать, когда деталь сделает один оборот и еще некоторую часть его, весьма малую. Так следующее углубление 5 (см. фиг. 2) отстоит от предыдущего углубления 4 на расстоянии Дс и Д/ и т. д. Определенное расположение углублений создают непрерывную винтовую смазочную канавку на поверхности. На фиг. 2 показано образование однозаходной винтовой смазочной канавки. В принципе возможно образование смазочной канавки с Z заходами. В обоих случаях осуществления способа должно быть выдержано следующее соотношение: ш±.
Тогда шаг винтовой смазочной канавки 20 равен
T S(,,(2)
т±0
где 5 - подача инструмента.
Следует отметить, что при положительном значении Д имеем правую винтовую смазочную канавку, при отрицательном - левую. Так, например, при d 60 мм, Кд 75 м/мин, S 0,2 мм/об и Д/ 0,153 с имеем из выражения (2)
2(- + смазочной канав1ки равен 13,53 мм. Время одного оборота изделия 0,15 с, разница интервала чередования импульсов и времени одного оборота составляет 0,003 с.
При этом необходимо, чтобы импульс силы был приложен в один и тот же момент цикла дополнительного движения, и. его повторяют через целое число циклов этого движения. Это может быть выражено соотнащением
Формула изобретения
Способ упрочнения поверхности металлических деталей по авт. св.№366062,отличающийся тем, что, с целью улучшения качества обработки, деформирующее усилие прикладывают в один и тот же момент времени .цикла дополнительного возвратно-поступательного движения, а интервал времени между одноименными значениями перемещений выбирают из соотношения ()-11.й
Д/
Кд.2
где Д - время чередования импульса деформирующего усилия; т - целое число;
Vp --скорость перемещения детали; d - диаметр детали; Z -ЧИСЛО заходов;
Д - малая величина, меньшая единицы,
при этом частота приложения усилия кратна частоте циклов дополнительного возвратно-поступательного движения. где «дв.х- - количество двойных ходов инструмента в минуту. Частота же приложения усилия (пульсация) кратна частоте циклов дополнительного движения. Метод позволяет упрочнять поверхности с одновременным получением на них смазочных канавок, которые рассчитываются с учетом оптимальности микрорельефа. Метод позволяет получать виброобкатанные поверхности и с одновременным нанесением на них дополнительных смазочных канавок, т. е. получать комбинированный микрорельеф, отличающийся минимальным износом. Все это несомненно способствует широкому внедрению предложенного метода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УСТРОЙСТВОМ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317884C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| Способ комбинированной обработки цилиндрических деталей | 1985 |
|
SU1310181A1 |