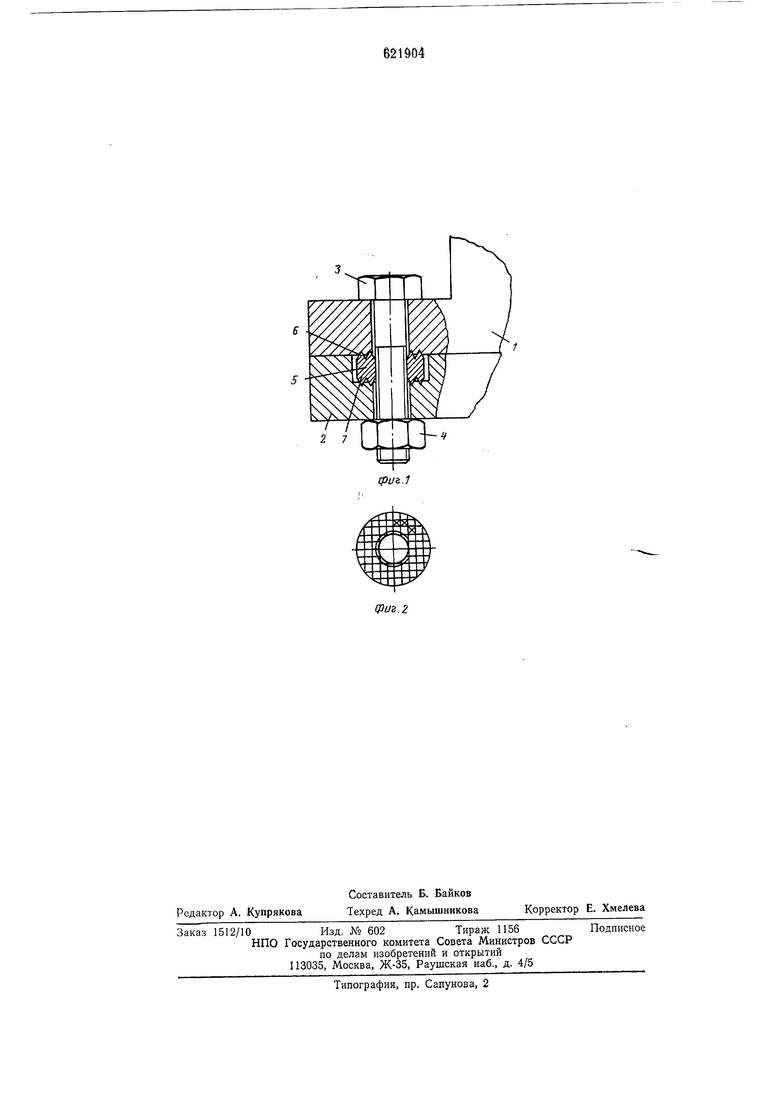
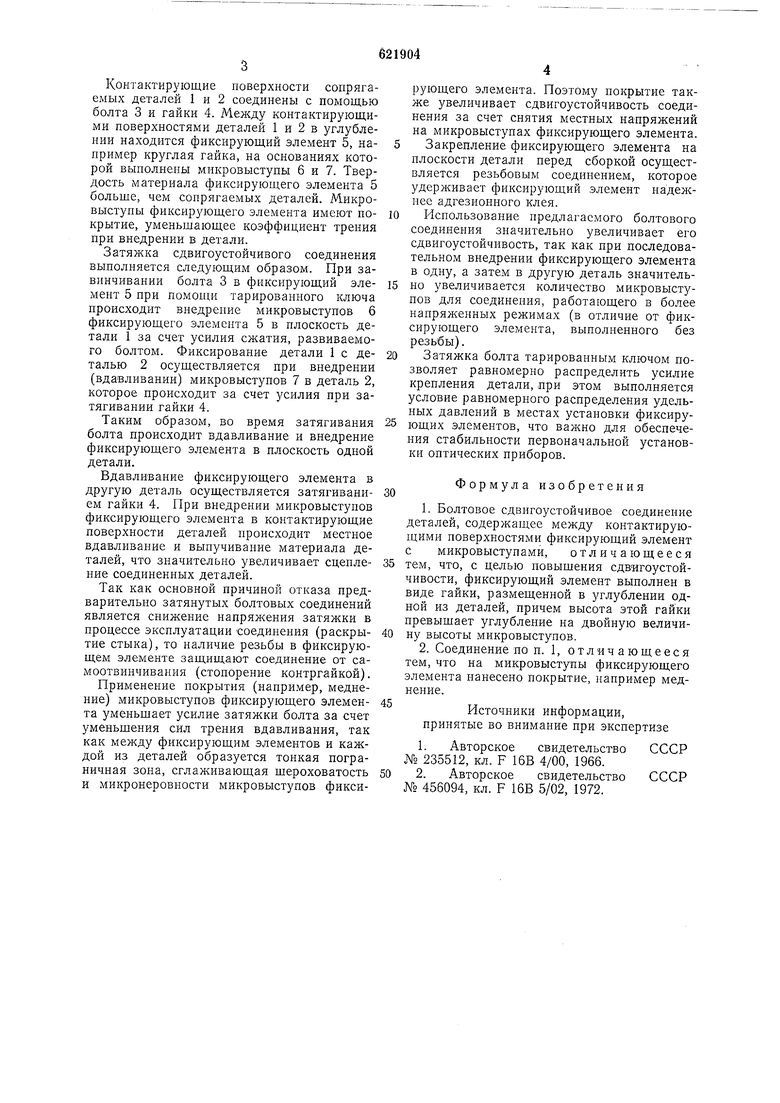
Контактирующие поверхности сопрягаемых деталей 1 и 2 соединены с помощью болта 3 и гайки 4. Между контактирующими поверхностями деталей 1 и 2 в углублении находится фиксирующий элемент 5, например круглая гайка, на основаниях которой выполнены микровыступы 6 и 7. Твердость материала фиксирующего элемента 5 больше, чем сопрягаемых деталей. Микровыступы фиксирующего элемента имеют покрытие, уменьшающее коэффициент трения при внедрении в детали.
Затяжка сдвигоустойчивого соединения выполняется следующим образом. При завинчивании болта 3 в фиксирующий элемент 5 при помощи тарированного ключа происходит внедреиие микровыступов 6 фиксирующего элемента 5 в плоскость детали 1 за счет усилия сжатия, развиваемого болтом. Фиксирование детали 1 с деталью 2 осуществляется при внедрении (вдавливании) микровыступов 7 в деталь 2, которое происходит за счет усилия при затягивании гайки 4.
Таким образом, во время затягивания болта происходит вдавливание и внедрение фиксирующего элемента в плоскость одной детали.
Вдавливапие фиксирующего элемента в другую деталь осуществляется затягиванием гайки 4. При внедрении микровыступов фиксирующего элемента в контактирующие поверхности деталей происходит местное вдавливание и выпучивание материала деталей, что значительно увеличивает сцепление соединенных деталей.
Так как основной причиной отказа предварительно затянутых болтовых соединений является снижение напряжения затяжки в процессе эксплуатации соединения (раскрытие стыка), то наличие резьбы в фиксирующем элементе защищают соединение от самоотвинчивания (стопорение контргайкой).
Применение покрытия (например, меднение) микровыступов фиксирующего элемента уменьшает усилие затяжки болта за счет уменьшения сил трения вдавливания, так как между фиксирующим элементов и каждой из деталей образуется тонкая пограничная зона, сглаживающая шероховатость и микронеровности микровыступов фиксирующего элемента. Поэтому покрытие также увеличивает сдвигоустойчивость соединения за счет снятия местных напряжений на микровыступах фиксирующего элемента.
Закрепление фиксирующего элемента на плоскости детали перед сборкой осуществляется резьбовым соединением, которое удерлшвает фиксирующий элемент надежнее адгезионного клея.
Использование предлагаемого болтового соединения значительно увеличивает его сдвигоустойчивость, так как при последовательном внедрении фиксирующего элемента в одну, а затем в другую деталь значительно увеличивается количество микровыступов для соединения, работающего в более напряженных режимах (в отличие от фиксирующего элемента, выполненного без резьбы).
Затяжка болта тарированным ключом позволяет равномерно распределить усилие крепления детали, при этом выполняется условие равномерного распределения удельных давлений в местах установки фиксирующих элементов, что валяно для обеспечения стабильности первоначальной установки оптических приборов.
Формула изобретения
1.Болтовое сдвигоустойчивое соединение деталей, содержащее между контактирующими поверхностями фиксирующий элемент с микровыступами, отличающееся тем, что, с целью повыщения сдвигоустойчивости, фиксирующий элемент выполнен в виде гайки, размещенной в углублении одной из деталей, причем высота этой гайки превышает углубление на двойную величину высоты микровыступов.
2.Соединение по п. 1, отличающееся тем, что на микровыступы фиксирующего элемента нанесено покрытие, например меднение.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 235512, кл. F 16В 4/00, 1966.
2.Авторское свидетельство СССР № 456094, кл. F 16В 5/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЛЯ ОБЕСПЕЧЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ С ВЫСОКОПРОЧНЫМИ БОЛТАМИ | 2009 |
|
RU2413098C1 |
| Болтовое соединение | 2015 |
|
RU2619634C1 |
| Способ монтажа герметичных разъемных соединений | 1983 |
|
SU1225958A1 |
| Способ герметизации крепежного соединения | 1991 |
|
SU1834996A3 |
| УСТРОЙСТВО СОЕДИНЕНИЯ ДЕТАЛЕЙ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2014 |
|
RU2561895C1 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2384762C2 |
| Способ изготовления закрытого рабочего колеса центробежной турбомашины из термообрабатываемых алюминиевых сплавов | 1983 |
|
SU1147538A1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Болтовое соединение | 1977 |
|
SU817341A1 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |