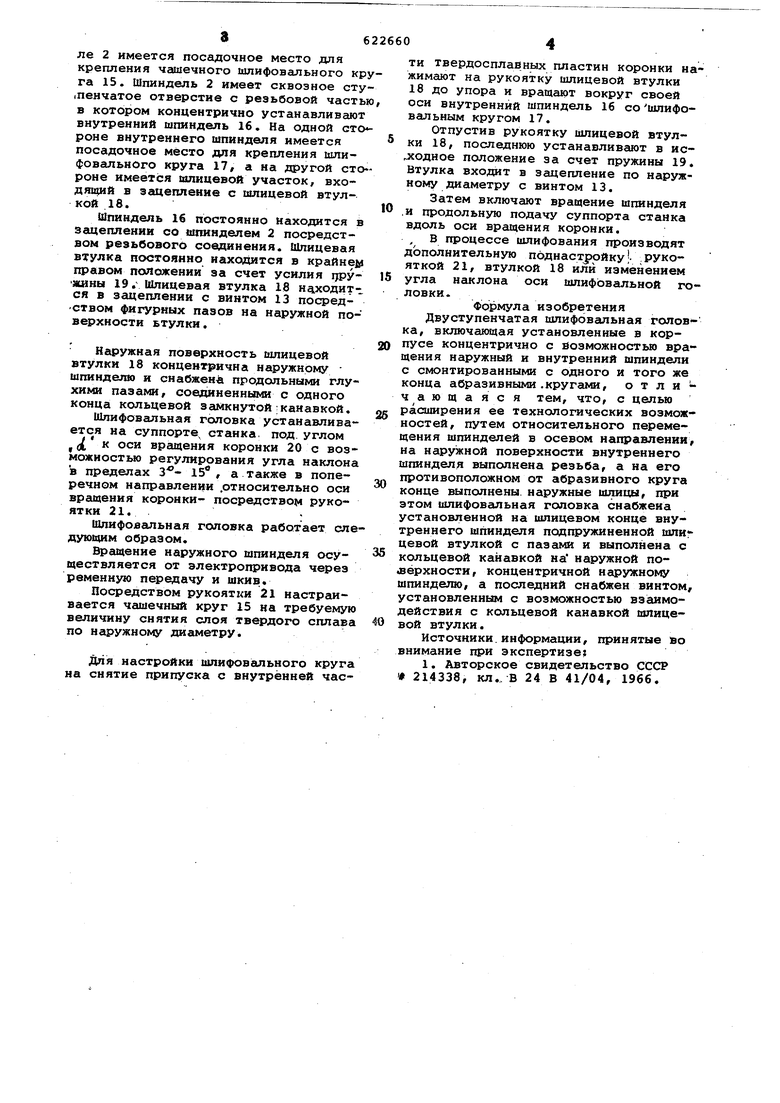
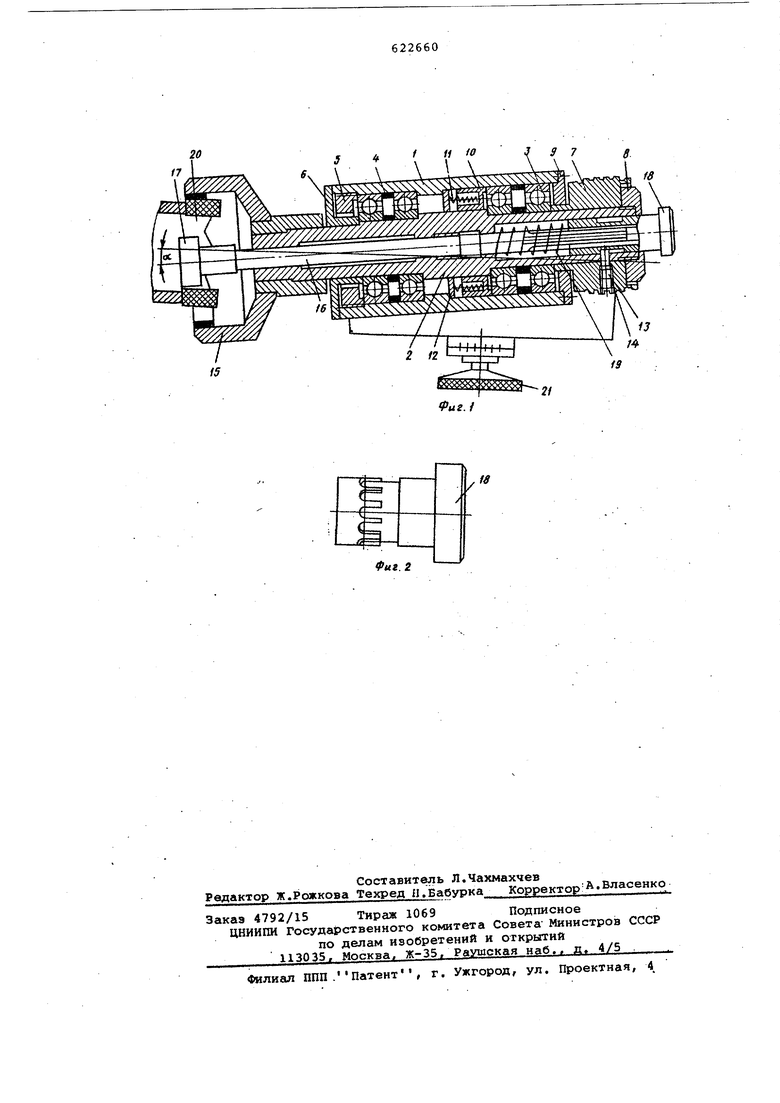
(54) ДВУСТУПЕНЧАТАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ле 2 имеется посадочное место для крепления чашечного шлифовального кр га 15. Шпиндель 2 имеет сквозное сту шенчатое отверстие с резьбовой часть в котором концентрично устанавливают внутренний шпиндель 16. На одной сто роне внутреннего шпинделя имеется посадочное место для крепления шлифовального круга 17/ а на другой сто роне имеется шлицевой участок, входящий в згщепление с шлицевой втулкой 18. Шпиндель 16 постоянно находится в зещеплении со шпинделем 2 посредством резьбового сое динения. Шпицевая втулка постоянно находится в крайне правом положении за счет усилия ijpyжины 19.Шлицевая втулка 18 н ходится в зацеплении с винтом 13 посредством фигурных пазов на наружной поверхности втулки. Наружная поверхность шлицевой втулки 18 концентрична наружному шпинделю и снабжена продольными глухими пазами, соединенными с одного конца кольцевой замкнутой;канавкой. Шлифовальная головка устанавливается на суппорте, станка, под. углом , ({ к оси вращения коронки 20 с возможностью регулирования угла наклона в пределах 15, а также в поперечном направлении .относительно оси вращения коронки- посредством рукоятки 21. Шлифовальная головка работает сле дующим образом. Вращение наружного шпинделя осуществляется от электропривода через ременную передачу и шкив. Посредством рукоятки 21 настраивается чашечный круг 15 на требуемую величину снятия слоя твердого сплава по наружному дигинетру. настройки шлифовального круга на снятие припуска с внутренней части твердосплавных пластин коронки нажимают на рукоятку шлицевой втулки 18 до упора и вращают вокруг своей оси внутренний шпиндель 16 со шлифовальным кругом 17. Отпустив рукоятку шлицевой втулки 18, последнюю устанавливают в исJcoднoe положение за счет пружины 19. Втулка входит в зацепление по наружному диаметру с винтом 13. Затем включают вращение шпинделя ,и продольную подачу суппорта станка вдоль оси вращения коронки. В процессе шлифования производят дополнительную поднастррйку. . рукояткой 21, втулкой 18 или изменением угла нсислона оси шлифовальной головки. Формула изобретения Двуступенчатая шлифовальная головка, включающая установленные в корпусе концентричио с возможностью вращения наружный и внутренний шпиндели с смонтированными с одного и того же конца абразивными.кругами, отличающаяся тем, что, с целью расширения ее технологических возможностей, путем относительного перемещения шпинделей в осевом направлении, на наружной поверхности внутреннего шпинделя выполнена резьба, а на его противоположном от абразивного круга конце выполнены, наружные шли1хы, при этом шлифовальная головка снабжена установленной на шлицевом конце внутреннего шпинделя подпружиненной шлицевой втулкой с пазами и выполнена с кольцевой канавкой на наружной поjsepxHocTH, концентричной наружному шпинделю, а последний снабжен винтом, установленным с возможностью взаимодействия с кольцевой канавкой шлицевой втулки. Источники, информации, принятые во внимание при экспертизе; 1. Авторское свидетельство СССР 214338, кл., В 24 В 41/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки буровыхКОРОНОК | 1978 |
|
SU795891A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1993 |
|
RU2042495C1 |
| Устройство для шлифования профильных поверхностей | 1987 |
|
SU1574438A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2277232C1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
Фиг. г
