Изобретение относится к производству режущего инструмента для обработки хрупких неметаллических труднообрабатываемых материалов и может быть применено при изготовлении плоских алмазных кругов прямого профиля.
По известному способу абразивный режущий инструмент изготавливается путем заливки в цилиндрическую форму - связки с наполнителем в виде абразивных зерен, например зерен алмаза, и вращением формы с залитой массой flj.
Недостатком известного способа является то, что равномерное распределение алмазных зерен по высоте периферийного слоя может быть достигнуто только при условии равенства удельных весов аЛмаза и связки, в которой он распределен.
Во всех других случаях алмазные зерна перемещаются по наклонным относительно основания формы траекториям, скапливаясь либо в нижних, либо в верхних слоях периферийного слоя. При работе режущая поверхность такого шлифовального круга изнашивается неравномерно, что приводит к искажению формы обрабатываемой детали и быстрому износу самого круга.
Целью изобретения является обеспечение равномерного распределения зерен алмаза по всей высоте периферийного слоя, независимо от того равны удельные веса связки и алмаза или нет.
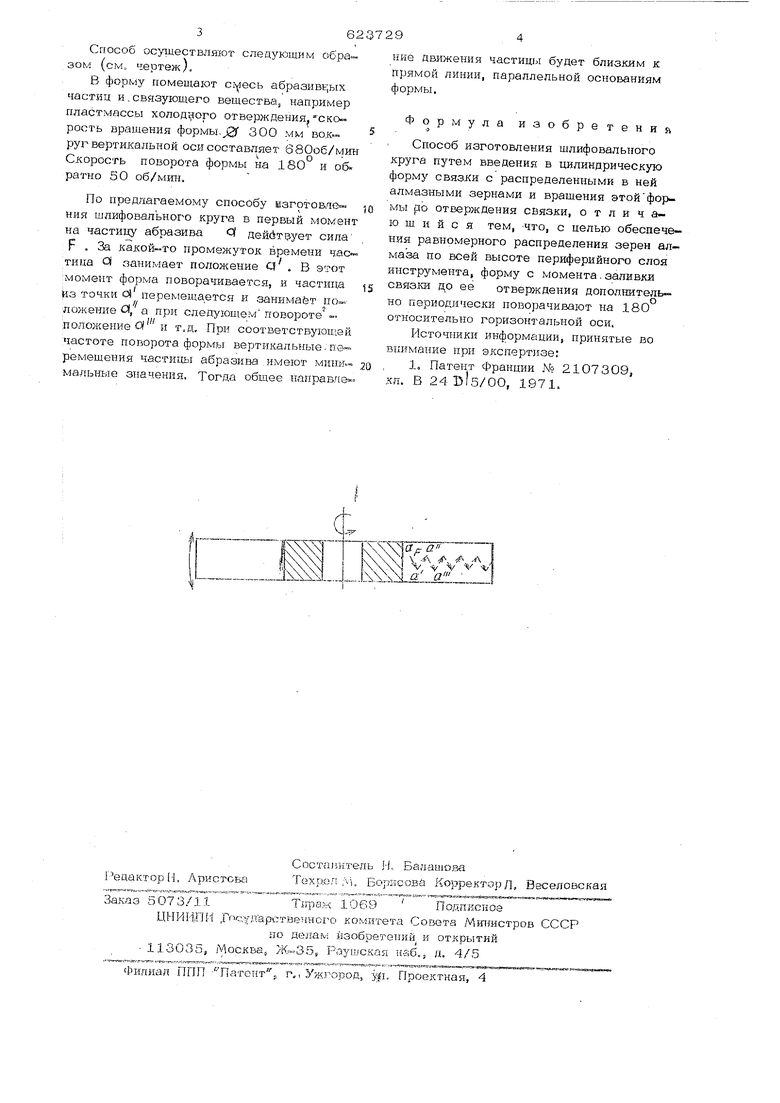
Для этого по предлагаемому способу форму, залитую связкой с наполнителем в виде алмазных зерен, с момента запивки до отверждения связки дополнительно, периодически поворачивают на 180 относительно горизонтальной оси.
В этом случае алмазные зерна под действием центробежной сили и силы тяжести перемещаются к периферии формы
не по наклонной в ту или иную сторону относительно верхнего и нижнего оснований формы траектории, а по ломанной линии, причем обшее направление движения частиц абразива параллельно основа-
ниям формы. Способ осу1цествляюг следующим о6ра эом (см, чертеж). В форму помещают а6рааивн;ых частиц и . связующего вещества, например пластмассы холод ого отверждения,скорость вращения формы,,0 300 мм во.к. руг вертикальной оси составляет 680об/ми г Скорость поворота формы на ISO и обратно SO об/мин. По предлагаемому способу азготоаа г ния шлифовального круга в первый момент на частицу абразива 0 дей6т эует сила F , За какой-то промежуток времени час тица Of занимает положение о , В этот момент форма поворачивается, и частица из точки с перемещается и занимает по. ,.,// « ложение Ц а при следующем повороте - пололсение О и т.д. При соответствующей Ч 1стоте поворота формы вер1тнкальные. . ремешения частицы абразива имеют мини-мальнвш значения. Тогда общее направле ние движения частицы будет близким к прямой линии, параллельной основаниям формы. Формула изобретений Способ изготовления щлифовального круга путем введения в цилиндрическую форму cвязJ и с распределенными в ней алмазными зернами и вращения этойформы ро отверждения связки, отличающийся тем, -что, с целью обеспечения равномерного распределения зерен алмаза по всей высоте периферийного слоя инструмента, форму с момента. заливки связки цо ее отверждения дополнительно периодически поворачивают на 180 относительно горизонтальной оси. Источники информации, принятые во внимание при экспертизе: , 1. Патент Франции k 2107309, ,кл. В 24 1515/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1991 |
|
SU1815196A1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191679C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2185951C1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
а -А f-, -Л ,1
V V V V v| а
