. Изобретение относится к производству абразивного инструмента.
Цель изобретения - снижение удельного расхода абразива и повышение качества обрабатываемой поверхности.
Предлагаемый способ изготовления абразивного инструмента заключается в следующем. В соответствии с рецептурой готовят навеску абразивной смеси (абразивные зерна, связующее и наполнитель). Затем в абразивную смесь вводят полые сферические частицы из абразивного материала (электрокорунда, стекла и т.п.) размером 0,5-1,6 размера абразивных зерен в количестве 30-50% суммарного объема абразивных зерен и связки. Приготовленную таким образом смесь из абразивных зерен, связки и полых сферических частиц перемешивают и дозируют. При этом объем абразивной смеси берут в количестве, превышающем дозированный на величину
Ау-Уч-П0.
av 100 /э
где Уч - объемная доля вводимых полых сферических частиц, %;
П - пористость полых сферических частиц, %.
00
ел
ю о
Увеличенный объем навески абразивной смеси укладывают в полость пресс-формы, разравнивают и прессуют в размер рабочего слоя инструмента. При прессовании происходит разрушение введенных в состав абразивной смеси полых сферических частиц и образуется рабочий слой требуемых размеров. Так как осколки полых сферических частиц занимают не более 7% объема рабочего слоя, то они не изменяют заметно состав и свойства готового инструмента, определяемые исходной абразивной смесью.
Количество полых сферических частиц, вводимых в абразивную смесь, и их размеры получены авторами экспериментальным путем. При введении в абразивную смесь полых сферических частиц в количестве, меньшем 30% суммарного объема абразивных зерен и связки, повышения работоспособности инструмента не наблюдается, так как такого количества частиц недостаточно для обеспечения качественного перемешивания абразивной смеси, равномерного распределения абразивных зерен по .объему смеси и сокращения времени перемешивания последней. При введении в абразивную смесь полых сферических частиц в количестве превышающем 50% суммарного объема абразивных зерен и связки происходит разупрочнение рабочего слоя инструмента из-за большого количества осколков разрушенных частиц, образующихся при прессовании абразивной смеси. Для смачивания такого количества осколков частиц становится недостаточно того количества связующего, которое вводят в состав абразивной смеси. Кроме того при введении в абразивную массу полых сферических частиц в количестве, превышающем 50% суммарного объема абразивных зерен и связки, не наблюдается ни дальнейшего повышения равномерности распределения режущих зерен по объему абразивной смеси, ни сокращения времени ее перемешиба- ния.
Выбор размера полых сферических частиц в пределах 0,5-1 б размера абразивных зерен обусловлен следующим, Сферические частицы, имеющи диаметр, меньший 0,5 размера абразивных зерен, не смогут раздвинуть последние и повлиять на их подвижность, так как размер сфер меньше размера пустит каркаса, образованного из абразивных зерен. Сферы более крупные, чем 1,6 размерз абразивных зерен, сами формируют каокас, группируя более мелкие частицы абразивных зерен и связки в агрегаты и скопления, Применение полых сферических частой размером( превышающем
1,6 размера абразивных зерен, влечет за собой также уменьшение их количества, которого становится недостаточно для обеспечения равномерности распределения
режущих зерен по всему объему абразивной смеси.
П р и м е р. Предложенным способом изготавливали алмазные шлифовальные круги 11А2-450 150 х 10 х 3 (объем рабочего
слоя Vp.c. « 13,2 ем3) .на основе серийной органической связки В2-01. Состав абразивной смеси Для изготовления рабочего слоя: алмазный порошок АС4 100/80 (плотность р 3 г/см3, насыпная плотность 1,5
г/см7 25%; связующее фенольное порошкообразное СФП-012А (р 1,25 г/см3, р, 0,5 г/см3) 25%; медный порошок ПМ (р 8,94 г/см3; /Он 1,7 г/см3) 20%, пооошок олова П0 1 (,3 г/см3, /Он 3,5 г/см3) 15%;
карбид бора зернистостью 63/50 мкм (р 2,5
г/см3, /Он 0,8 г/см3) 15%. Дозированный
объем смеси рабочего слоя Уд.с. составляет
40,13 см и определен по известной форму ГV
Уд.с. V,
р.с.
&
где Vp.c. - объем рабочего слоя инструмента,
см3;
ki - объемная доля компонентов абразивной смеси:
а - плотность 1-го компонента смеси, г/см3;
насыпная плотность 1-го компонента смеси, г/см3.
В соответствии с указанной рецептурой была приготовлена порция абразивной смеси, в которую ввели стеклянные полые сферические частицы пористостью 90% в количестве 30%. Отношение размера частиц к размеру алмазных зерен равно 1. Абразивную смесь перемешивали в смесителе барабанного типа до готовности. Приготовленную таким образом смесь дозировали.. При этом дозированный объем смеси рабочего слоя увеличивали на величину, равную
.ЗО ЭО 0, av inn шп (о
100
100
5
где Уч 30% - объемная доля вводимых полых сферических частиц;
П в 90% - пористость полых сферических частиц.
Таким образом, дозированный объем смеси стйл Уд.с. 51 см3 вместо VA.C. 40,13 см . . - .
Затем увеличенный дозированный объем смеси Уд.с. укладывали в полость прессформы, разравнивали и прессовали до заданного объема рабочего слоя Vp.c. - 13,2 см3..,.........
Аналогичным образом были изготовлены остальные алмазные круги.
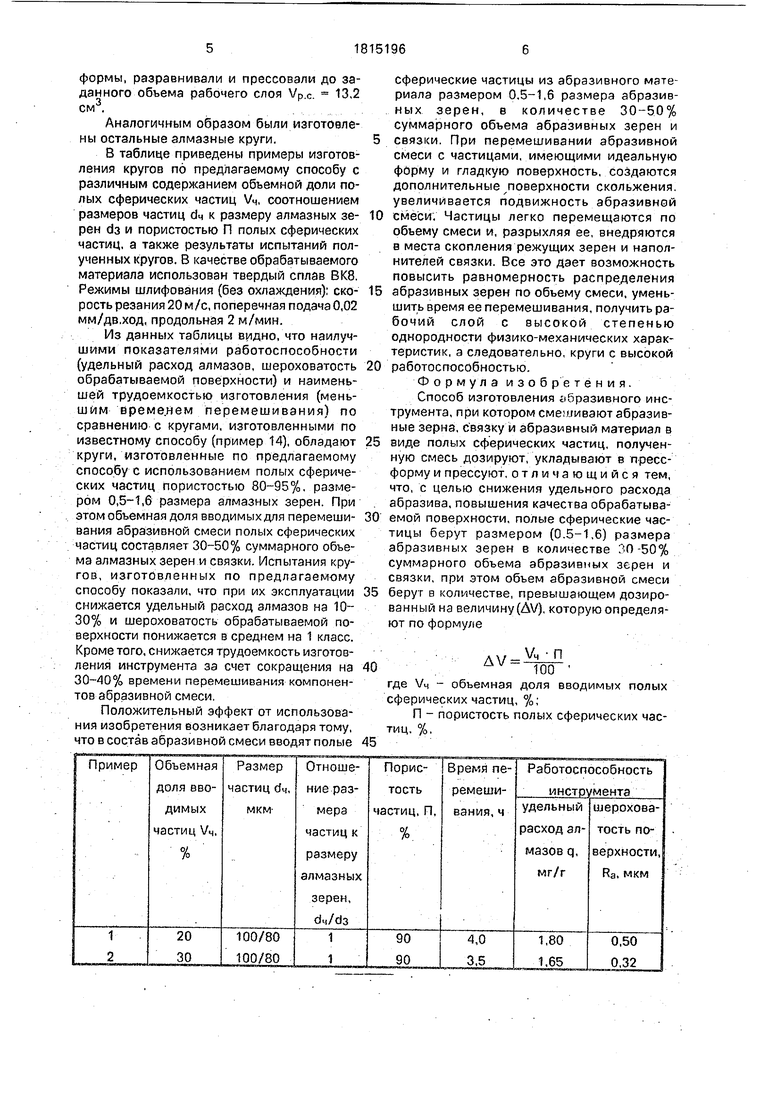
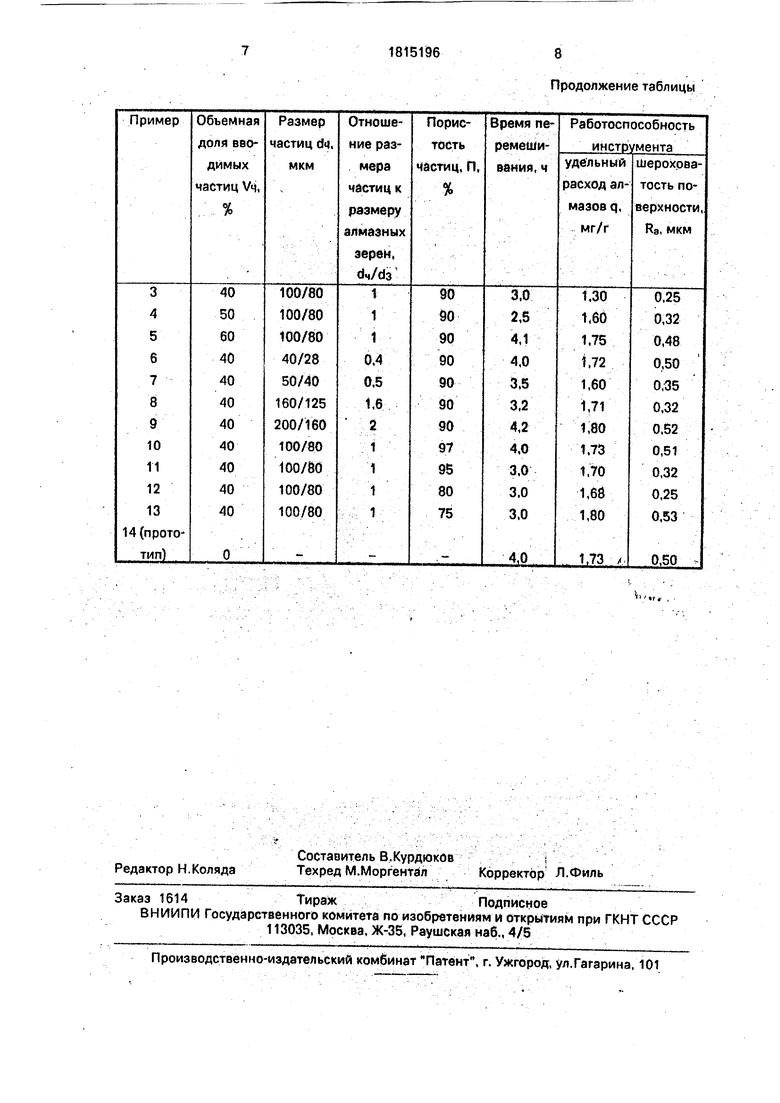
В таблице приведены примеры изготовления кругов по предлагаемому способу с различным содержанием объемной доли полых сферических частиц V4, соотношением размеров частиц d4 к размеру алмазных зерен da и пористостью П полых сферических частиц, а также результаты испытаний полученных кругов. В качестве обрабатываемого материала использован твердый сплав ВК8. Режимы шлифования (без охлаждения): скорость резания 20м/с, поперечная подача 0,02 мм/дв.ход, продольная 2 м/мин.
Из данных таблицы видно, что наилучшими показателями работоспособности (удельный расход алмазов, шероховатость обрабатываемой поверхности) и наименьшей трудоемкостью изготовления (меньшим временем перемешивания) по сравнению с кругами, изготовленными по известному способу (пример 14), обладают круги/изготовленные по предлагаемому способу с использованием полых сферических частиц пористостью 80-95%, размером 0,5-1,6 размера алмазных зерен. При этом объемная доля вводимых для перемешивания абразивной смеси полых сферических частиц составляет 30-50% суммарного объема алмазных зерен и связки. Испытания кругов, изготовленных по предлагаемому способу показали, что при их эксплуатации снижается удельный расход алмазов на ID- 30% и шероховатость обрабатываемой поверхности понижается в среднем на 1 класс. Кроме того, снижается трудоемкость изготовления инструмента за счет сокращения на 30-40% времени перемешивания компонентов абразивной смеси.
Положительный эффект от использования изобретения возникает благодаря тому, что в состав абразивной смеси вводят полые
сферические частицы из абразивного материала размером 0,5-1,6 размера абразивных зерен, в количестве 30-50% суммарного объема абразивных зерен и
связки. При перемешивании абразивной смеси с частицами, имеющими идеальную форму и гладкую поверхность, создаются дополнительные поверхности скольжения, увеличивается подвижность абразивной
смеси. Частицы легко перемещаются по объему смеси и, разрыхляя ее, внедряются в места скопления режущих зерен и наполнителей связки. Все это дает возможность повысить равномерность распределения
абразивных зерен по объему смеси, уменьшить время ее перемешивания, получить ра- бочий слой с высокой степенью однородности физико-механических характеристик, а следовательно, круги с высокой
работоспособностью.
Формула изоб ре тения. Способ изготовления абразивного инструмента, при котором смешивают абразивные зерна, связку и абразивный материал в
виде полых сферических частиц, полученную смесь дозируют, укладывают в пресс- форму и прессуют, отличающийся тем, что, с целью снижения удельного расхода абразива, повышения качества обрабатываемой поверхности, полые сферические частицы берут размером (0.5-1,6) размера абразивных зерен в количестве 30-50% суммарного объема абразивных зерен и связки, при этом объем абразивной смеси
берут в количестве, превышающем дозированный на величину(ДУ), которую определяют по формуле
AV
V4 -П
100
где V4 - объемная доля вводимых полых сферических частиц, %;
П - пористость полых сферических частиц, %.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления алмазного инструмента | 1985 |
|
SU1355470A1 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1583274A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ ДЛЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2011 |
|
RU2523859C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2152298C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| ПОЛИЗЕРНИСТАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2507057C1 |
Изобретение относится к производству абразивного инструмента. Сущность изобретения: в соответствий с рецептурой готовят навеску абразивной смеси (абразивных зерен, связующего и наполнителя). Затем в абразивную смесь - вводят полые сферические частицы из1- абразивного материала (электрокорунда, стекла и т.п.) размером (0,5-1,6) размера абразивных зерен, в количестве 30-50% суммарного объема абразивных зерен и связки связующего и наполнителя). Приготовленную таким образом смесь из абразивных зерен, связующего, наполнителя и полых сферических частиц перемешивают и дозируют. При этом объем абразивной смеси берут в количестве, превышающем дозированный на величину ДУ Уч П/100, где Уч - объемная доля вводимых полых сферических частиц, %; П - пористость полых сферических частиц, %. Увеличенный объем абразивной смеси укладывают в полость пресс-формы, разравнивают и прессуют в размер рабочего слоя инструмента. При прессовании происходит разрушение введенных в состав абразивной смеси полых сферических частиц и об разуется рабочий слой требуемых размеров 1 табл. л С
| Шлифовальный круг | 1982 |
|
SU1073082A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
