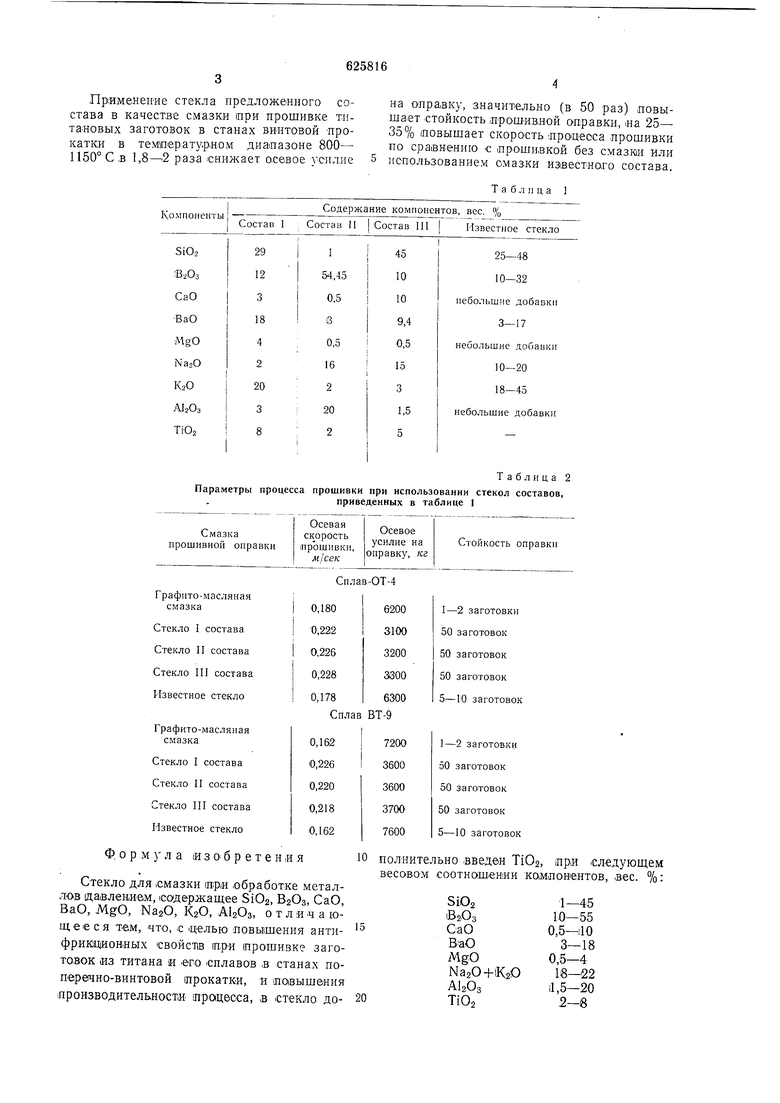
Применение стекла предложенного состава в качестве смазки при прошивке титаиовых заготовок в станах винтовой -прокатки в темюерату.рйом диапазоне 800- 1150° С,в 1, раза снижает о.севое усидне5 на олравку, значительно (в 50 раз) довышает стойкость трошивлой оправки, «а 25- 35% повышает скорость лроцеоса прошивки по сраеиению € прошивкой без смазк|И или использованием смазки из вестнаго состава. Т а б л II ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ | 2003 |
|
RU2242304C2 |
| Оправка для горячей прокатки труб | 1985 |
|
SU1308405A1 |
| Состав обмазки для технологичес-КОгО иНСТРуМЕНТА | 1978 |
|
SU795684A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615928C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ 325х8-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615920C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х16 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2553729C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
Параметры процесса прошивки при использовании стекол составов,
приведенных в таблице I
Сплав-ОТ-4
Сплав ВТ-9
Ф О р м } Л а изобретения
Стекло для .смазки при обработке металлов давлением, юодержашее SiOa, ВгОз, СаО, ВаО, MgO, Na2O, К2О, АЬОз, о т л и -ч а ющее с я тем, что, с щелью повышения антифрикционных 1СВОЙСТ1В пря орошивке заготовок из титана и его сплавов в станах поперечно-винтовой прокатки, и повышения производительности троцесса, ,в стекло доТаблица 2
10 полнительно введен Ti02, при следующем весовом соотнашении кампонентов, вес. %:
1-45
10-55
0,
3-18 0,5-4
HK2O
18-22 11,5-20
2-8 5 Источник .информации, принятый во в имание при экспертизе: № 6 1. Авторскоеовядетельство СССР 148190, кл. В 21D 37/18, 1961.
