Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм повышенной точности из стали марки 08Х18Н10Т для объектов атомной энергетики на ТПУ с пилигримовыми станами из полых слитков-заготовок электрошлакового переплава, и может быть использовано при производстве полых слитков-заготовок электрошлакового переплава на ОАО "ЗМЗ" и прокатке их в передельные трубы на ТПУ 8-16" ОАО "ЧТПЗ" с последующей механической обработкой - обточкой и расточкой в товарные трубы.
В практике трубного производства известен способ изготовления труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из сталей марок 08Х18Н12Т, 08Х10Н20Т2, включающий нагрев полой (центробежно-литой) заготовки и ее прокатку на пилигримовом стане (ТИ 158-Тр.ТБ1-63-98. "Изготовление бесшовных горячекатаных труб из стали 08Х18Н12Т для химического машиностроения по ТУ14-3-743-78". ТИ 158 Tp.ТБ1-6-94. "Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем по ТУ 14-3-1564-88").
Недостатком указанного способа является использование полой центробежно-литой заготовки низкого качества ввиду отсутствия технологии прошивки на станах поперечно-винтовой прокатки заготовок диаметром более 460 мм за одну прошивку с высоким содержанием Cr и Ni, а также из-за малой мощности привода прошивного стана.
Известны способы производства труб диаметром 530-550 мм с отношением D/S≤20 на ТПУ 8-16″ с пилигримовыми станами ОАО "ЧТПЗ" из углеродистых и малолегированных марок стали и труб диаметром 351 мм и более из слитков ЭШП труднодеформируемых марок стали и сплавов, заключающиеся в том, что нагретые слитки и заготовки прошивают (деформируют) в стане поперечно-винтовой прокатки в две прошивки (ТИ 158-Тр.ТБ1-38-97 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-3-460-75 и ТУ 14-3-420-75". ТИ 158-Тр.ТБ 1-56-97 "Изготовление бесшовных горячекатаных труб из стали марки 20 для нефтеперерабатывающей промышленности по ТУ 14-3-587-77", ТИ 158-Тр.ТБ1-51-2002 "Изготовление бесшовных горячекатаных труб из стали 15Х5М по ТУ 14-3Р-62-2002" и ТИ 158-Тр.ТБ1-53-2002 "Изготовление бесшовных горячекатаных труб из коррозионно-стойких марок стали с повышенным качеством поверхности по ТУ 14-3Р-197-2001").
При прошивке заготовок диаметром более 460 мм из коррозионно-стойких труднодеформируемых марок стали и сплавов из-за повышенных деформаций под воздействием растягивающих напряжений возникают трещины и разрывы на гильзах, что приводит к браку и не дает возможности дальнейшего их передела, а также из-за повышенных нагрузок при прошивке к остановке двигателя прошивного стана и прекращению процесса. Недостатком данных способов является то, что двойная прошивка слитков и заготовок (прошивка в стане поперечно-винтовой прокатки в толстостенные гильзы + повторный нагрев + прошивка-раскатка толстостенных гильз в стане поперечно-винтовой прокатки в тонкостенные гильзы) производится без учета технологических возможностей стана поперечно-винтовой прокатки и пилигримовых станов, т.е. максимально возможной длины толстостенных гильз, которые можно задать в стан на прошивку-раскатку максимального диаметра тонкостенных гильз, которые можно выдать из стана поперечно-винтовой прокатки и максимальной длины гильз, которые можно прокатать на пилигримовом стане без смятия переднего конца трубы, что приводит к увеличению доли технологических отходов (массы пилигримовых головок и затравочных концов). Прошивка-раскатка гильз на оправках диаметром 500 мм и более с отношением D/S≥10 приводит к неравномерному охлаждению их в стане поперечно-винтовой прокатки и повышенной кривизне, что в свою очередь приводит к повышенной разностенности труб на пилигримовом стане и, как следствие, к повышенному расходу металла при переделе (слиток-заготовка) - готовая труба.
В трубной промышленности известен способ производства бесшовных горячедеформированных механически обработанных труб диаметром 530-550 мм из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПУ 8-16′′ с пилигримовыми станами, включающий отливку слитков ЭШП размером 610×1725±25 мм, механическую обработку-обточку слитков в слитки-заготовки размером 590±5,0×1725 мм, сверление в заготовках - заготовках центрального отверстия диаметром 100±5,0 мм, расточку слитков-заготовок на размер 590±5,0×вн220±5,0×1750±25 мм, нагрев слитков-заготовок до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн365×1950-2000 мм на оправке диаметром 350 мм с подъемом по диаметру δ=4,0-6,0%, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы размером 660×505-515×2950-3100 мм на оправке диаметром 490-500 мм с подъемом по диаметру δ=5,5-6,5%, прокатку гильз на ТПУ 8-16″ с пилигримовыми станами в передельные трубы диаметром 530-550 мм с отношением D/S=13,5-15,0 с припуском по толщине стенки под механическую обработку - расточку и обточку, определение значений толщин снимаемых слоев металла при обточке и расточке из выражений Δ=D/S*K, Δ1=D/S*K1, где Δ - толщина снимаемого слоя металла при обточке горячекатаных труб по наружной поверхности, мм; Δ1 - толщина снимаемого слоя металла при расточке горячекатаных труб по внутренней поверхности, мм; D - наружный диаметр горячекатаных труб, мм; S - толщина стенки горячекатаных труб, мм; K=0,5-0,7 - коэффициент для определения толщины снимаемого слоя металла при обточке труб, большие значения которого относятся к трубам с более толстыми стенками; K1=0,4-0,5 - коэффициент для определения толщины снимаемого слоя металла при расточке труб, большие значения которого относятся к трубам с более толстыми стенками (Патент №2387501, опубл. 27.07.2010. Бюл. №12).
Недостатком данного способа является то, что он решает общие вопросы производства передельных бесшовных горячедеформированных труб из коррозионно-стойких труднодеформируемых марок стали и сплавов с отношением D/S=13,5-15,0 для последующей механической обработки - расточки и обточки их в товарные трубы диаметром 530-550 мм с толщиной стенки более 20 мм, длиной не более 4700 мм и не решает технологические вопросы производства предельных и механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т увеличенной длины и повышенной точности по диаметру и стенке для объектов атомной энергетики.
В трубной промышленности известен способ производства бесшовных горячедеформированных длинномерных труб диаметром 500 мм и более на ТПУ с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара (патент RU №2322315, кл. B21B 19/04, опубликован 27.11.2007). Способ включает отливку полых слитков ЭШП с отношением диаметра к толщине стенки D/S=K1, высотой H=K2D и H1=K3D, где D=680 - наружный диаметр полого слитка ЭШП, мм; S - толщина стенки полого слитка ЭШП, мм; K1=4,8-9,2 - коэффициент, большие значения которого принимают для полых слитков с меньшей толщиной стенки; H=3000-3500 - высота полого слитка ЭШП для прокатки труб с отношением D/S≤20, мм; K2=4,4-5,2 - значения коэффициентов для прокатки труб с отношением D/S≤20, мм; H1=2000-2100 - высота полого слитка ЭШП для прокатки труб с отношением D/S≥20, мм; K3=2,9-3,1 - значения коэффициентов для прокатки труб с отношением D/S≥20, мм; отливку полых слитков для прокатки котельных труб с отношением D/S≥20 с внутренним диаметром Dвн=Dд±5,0, где Dд - диаметр дорна, мм, обточку и расточку полых слитков ЭШП в слитки-заготовки со съемом металла толщиной 8±2 мм для удаления сварочного шлака и дефектов литейного происхождения, нагрев полых слитков-заготовок до температуры пластичности и прокатку на пилигримовом стане в трубы с отношением D/S≥20 с допуском по диаметру ±1,0% и толщине стенки +15,0/-10,0%, отливку полых слитков ЭШП для прокатки котельных труб с отношением D/S=20 с внутренним диаметром 300±10 мм, которые обтачивают и растачивают в полые слитки-заготовки со съемом металла толщиной 8±2 мм для удаления сварочного шлака и дефектов литейного происхождения, нагрев полых слитков-заготовок ЭШП до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы на оправке диаметром больше диаметра дорна на 15-20 мм и прокатку на пилигримовом стане в трубы с отношением D/S≤20 с допуском по диаметру ±1,0% и толщине стенки +15,0/-10,0%. Изобретение обеспечивает увеличение длины труб с толщиной стенки более 40 мм на (20-30)%, снижение энергозатрат, повышение производительности пилигримовых станов, снижение поперечной и продольной разностенности труб с толщиной стенки менее 30 мм и частичное снижение расходного коэффициента металла за счет прокатки труб с отношением D/S≥20 из полых слитков-заготовок без прошивки слитков-заготовок в гильзы-заготовки и раскатки в стане поперечно-винтовой прокатки.
Одним из основных недостатков данного способа является то, что он направлен на производство котельных труб и не решает технологические вопросы производства труб размером 530×16 мм из стали марки 08Х18Н10 для объектов атомной энергетики.
Недостатками данного способа являются: размеры полых слитков-заготовок ЭШП, которые зависят от коэффициентов K1, K2 и K3, имеющих большие интервалы значимости, что затрудняет определение геометрических размеров полых слитков-заготовок для прокатки труб требуемого размера; внутренние диаметры полых слитков-заготовок с учетом съема металла при расточке по 8 мм на сторону имеют заниженные результаты, что при прокатке толстостенных труб приводит к затяжкам дорнов; прокатка труб с толщиной стенки более 30 мм связана с дополнительной прошивкой-раскаткой полых слитков-заготовок в стане поперечно-винтовой прокатки, что с большой вероятностью может привести к повышенной кривизне и разностенности гильз при неравномерном нагреве слитков-заготовок в методических печах, а следовательно, к разностенности труб.
Наиболее близким техническим решением является способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий отливку полых слитков высотой 2000-3200 мм на установках электрошлакового переплава, расточку и обточку их в слитки-заготовки до удаления окалины и микротрещин на диаметр 400-620 мм с отношением диаметра к толщине стенки D/S=4,5-7,0, большие значения которых соответствуют слиткам-заготовкам меньшего диаметра, нагрев полых слитков-заготовок с отношением D/S=5,0-7,0 и высотой 2000-2750 мм до температуры пластичности, прокатку на пилигримовом стане в товарные и передельные трубы с толщиной стенки до 30 мм, нагрев слитков-заготовок с отношением D/S=4,5-5,5 и высотой 2750-3200 мм до температуры пластичности и прокатку их на пилигримовом стане в передельные трубы с толщиной стенки более 30 мм (патент RU №2311980, кл. B21B 21/00, опубл. 10.12.2007).
Недостатком данного прототипа, как и вышеприведенных аналогов, является то, что он решает общие вопросы производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами и не решает технологические вопросы производства труб размером 530×16 мм из стали марки 08Х181-110 для объектов атомной энергетики.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб из стали марки 08Х18Н10Т является получение труб размером 530×16×5800-6300 мм с повышенным качеством поверхности и геометрическими размерами для объектов атомной энергетики.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм повышенной точности из стали марки 08Х18Н10Т для объектов атомной энергетики, включающем отливку слитков способом электрошлакового переплава размером 610×1725±25 мм, механическую обработку - обточку слитков в слитки-заготовки размером 590±5,0×1725±25 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, расточку слитков-заготовок на размер 590±5,0×вн220±5,0×1725±25 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн365×1950-2090 мм с подъемом по диаметру δпр от 4,20 до 5,88% и вытяжкой µпр от 1,146 до 1,192, нагрев гильз-заготовок с горячего или холодного посада до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в гильзы размером 650×вн505×2870-3070 мм с подъемом по диаметру δр=4,84% и вытяжкой µр=1,47, прокатку гильз на пилигримовом стане в калибре 558 мм, врезанном в валки с диаметром бочки 1045 мм, в передельные трубы размером 550×40×4700-5100 мм с коэффициентом полировки Kn=3,5-4,0, коэффициентом вытяжки µn=2,05 и обжатием по диаметру Δn=15,39%, механическую обработку - расточку и обточку в товарные трубы размером 530±6,6×16±2,0×4700-5100 мм с шероховатостью обточенной наружной поверхности Ra не более 6,3 мкм, а расточенной - не более 2,5 мкм, слитки электрошлакового переплава отливают полыми размером 680×вн495×2600±100 мм, слитки растачивают и обтачивают в слитки-заготовки размером 660×вн510×2600±100 мм, слитки-заготовки нагревают до температуры 1260-1270°C, выдают из печи на слитковую тележку, слитки-заготовки продувают сжатым воздухом, внутрь слитков-заготовок задают смазку - смесь графита с поваренной солью 50/50 массой 1000-1500 г и краном подают на входную сторону пилигимового стана, полые слитки-заготовки прокатывают на пилигримовом стане в калибре 550 мм, врезанном в валки с диаметром бочки 1150 мм, в передельные трубы размером 542×30×5800-6350 мм на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kn=7,0-7,5, коэффициентом вытяжки µn=2,8 и обжатием по диаметру Δ=17,88%, передельные трубы растачивают и обтачивают в товарные бесшовные горячедеформированные трубы размером 530×16×5800-6350 мм с допуском по диаметру ±0,8% и стенке ±10,0%, полые слитки-заготовки садят на колосники печи в один ряд в количестве 5-6 штук, нагревают без кантовки в течение 40-50 минут, затем нагревают со скоростью 3,0-3,5°C в минуту до 1260-1270°C с равномерной кантовкой с 22 окна на 4 окно через 14-16 минут на угол 200-220°, выдерживают при температуре 1260-1270°C в течение 50-60 минут с равномерной кантовкой с 4-го окна на яму печи через 12-15 минут и выдают с ямы печи с температурой 1260-1270°C, затравку при прокатке передельных труб производят с плавным увеличением подачи от m 0 до 25-30 мм, установившийся процесс прокатки производят с величиной подачи m=25-30 мм, а при обкатке-докатке пилигримовой головки величину подачи плавно снижают до m=8-10 мм.
Сопоставительный анализ с прототипом показал, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм повышенной точности из стали марки 08Х18Н10Т для объектов атомной энергетики отличается от известного тем, что слитки электрошлакового переплава отливают полыми размером 680×вн495×2600±100 мм, слитки растачивают и обтачивают в слитки-заготовки размером 660×вн510×2600±100 мм, слитки-заготовки нагревают до температуры 1260-1270°C, выдают из печи на слитковую тележку, слитки-заготовки продувают сжатым воздухом, внутрь слитков-заготовок задают смазку - смесь графита с поваренной солью 50/50 массой 1000-1500 г и краном подают на входную сторону пилигримового стана, полые слитки-заготовки прокатывают на пилигримовом стане в калибре 550 мм, врезанном в валки с диаметром бочки 1150 мм, в передельные трубы размером 542×30×5800-6350 мм на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kn=7,0-7,5, коэффициентом вытяжки µn=2,8 и обжатием по диаметру Δ=17,88%, передельные трубы растачивают и обтачивают в товарные бесшовные горячедеформированные трубы размером 530×16×5800-6350 мм с допуском по диаметру ±0,8% и стенке ±10,0%, полые слитки-заготовки садят на колосники печи в один ряд в количестве 5-6 штук, нагревают без кантовки в течение 40-50 минут, затем нагревают со скоростью 3,0-3,5°C в минуту до 1260-1270°C с равномерной кантовкой с 22 окна на 4 окно через 14-16 минут на угол 200-220°, выдерживают при температуре 1260-1270°C в течение 50-60 минут с равномерной кантовкой с 4-го окна на яму печи через 12-15 минут и выдают с ямы печи с температурой 1260-1270°C, затравку при прокатке передельных труб производят с плавным увеличением подачи от m 0 до 25-30 мм, установившийся процесс прокатки производят с величиной подачи m=25-30 мм, а при обкатке-докатке пилигримовой головки величину подачи плавно снижают до m=8-10 мм. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16′′ ОАО "ЧТПЗ" при прокатке передельных труб размером 542×30×6000 мм из стали марки 08Х18Н10Т-Ш под механическую обработку для получения товарных труб размером 530×16×6000 мм повышенной точности и качества поверхности для объектов атомной энергетики.
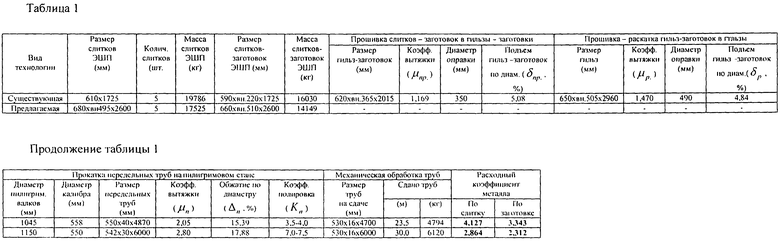
Данные по производству бесшовных горячедеформированных механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т для объектов атомной энергетики по существующей и предлагаемой технологиям приведены в таблице 1.
По существующей технологии в производство были заданы 5 слитков ЭШП размером 610×1725 мм общей массой 19,786 т, которые на ОАО "ЗМЗ" были обточены в слитки-заготовки размером 590×1725 мм. Слитки-заготовки на ОАО "ЧТПЗ" были просверлены на диаметр 100±5 мм, а затем расточены на размер 590×вн220×1725 мм. Общая масса слитков-заготовок после расточки составила 16,03 т. Слитки-заготовки были нагреты в методической печи до температуры пластичности и прошиты в стане поперечно-винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 620×вн365×2015 мм с вытяжкой µпр=1,169 и подъемом гильз-заготовок по диаметру δпр=5,08%. Гильзы-заготовки с холодного посада были нагреты до температуры пластичности и прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн505×2960 мм с вытяжкой µр=1,47 и подъемом по диаметру δр=4,84%. Гильзы были прокатаны на пилигримовом стане в валках с диаметром бочки 1045 мм в калибре 558 мм с коэффициентом полировки Kn=3,5-4,0 в передельные трубы размером 550×40×4870 мм с вытяжкой µn=2,05 и обжатием по диаметру Δn=15,39%. Передельные трубы были расточены и обточены в товарные трубы размером 530×16×4700 мм. Принято 23,5 м труб общей массой 4,127 т. Расходный коэффициент металла слиток ЭШП - товарная труба - составил 4,127, а расходный коэффициент металла слиток-заготовка ЭШП - товарная труба - составил 3,343.
По предлагаемому способу (технологии) на ОАО "ЗМЗ" были отлиты 5 полых слитков ЭШП размером 680×вн495×2600 мм. Масса полых слитков ЭШП составила 17,525 т. На ОАО "ЗМЗ" слитки были расточены и обточены в полые слитки-заготовки размером 660×вн610×2600 мм. Масса полых слитков-заготовок составила 14,149 т. На ОАО "ЧТПЗ" полые слитки-заготовки были нагреты в методической печи до температуры 1269-1280°C. Процесс нагрева полых слитков-заготовок производили в соответствии с п.2 формулы изобретения. Полые слитки-заготовки выдавались из печи на слитковую тележку, продувались сжатым воздухом. Во внутрь слитков-заготовок задавали смазку в виде смеси графита с поваренной солью массой 1000-1500 г. Слитки-заготовки краном подавались на входную сторону пилигримового стана и прокатывались в калибре 550 мм, врезанном в валки с диаметром бочки 1150 мм, в передельные трубы размером 542×30×6000 мм на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kn=7,0-7,5, коэффициентом вытяжки µ=2,8 и обжатием по диаметру Δ=17,88%. Прокатку труб на пилигримовом стане производили в соответствии с п.3 формулы изобретения. Сдано 30 м труб с допуском по диаметру ±0,8% и стенке ±10,0%. Расходный коэффициент металла полый слиток ЭШП - товарная труба - составил 2,864, а расходный коэффициент металла полый слиток-заготовка ЭШП - товарная труба - составил 2,312.
Использование предлагаемого способа позволило освоить на ТПУ 8-16″ с пилигримовыми станами из полых слитков-заготовок ЭШП размером 660×вн510×2600 мм производство бесшовных горячедеформированных передельных труб размером 542×30×6000 мм для последующей механической обработки-расточки и обточки их в товарные размером 530×16×6100 мм с повышенными требованиями по геометрическим размерам, качеству поверхности и механическим свойствам, снизить расходный коэффициент металла на 1031 кг на каждой тонне товарных труб и увеличить их длину ≈ на 30%, а следовательно, снизить их стоимость.
Данные по производству бесшовных горячедеформированных механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т для объектов атомной энергетики по существующей и предлагаемой технологиям даны в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х16 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2554250C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 630×16 мм ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2557390C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 630×16 мм ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2557842C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х36,53Х3000-3400 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2537412C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ ДИАМЕТРОМ 530-550 мм ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2007 |
|
RU2387501C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2547054C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ РАЗМЕРОМ ВН.279Х36 И ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2542139C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х28-32 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638263C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610х10-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2617080C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х21-27 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638265C1 |
Изобретение относится к трубопрокатному производству. Способ включает отливку полых слитков электрошлакового переплава. Повышение точности геометрических размеров труб, качества их поверхности и механических свойств обеспечивается за счет того, что отливают слитки размером 680×вн495×2600±100 мм, которые растачивают и обтачивают в слитки-заготовки размером 660×вн510×2600±100 мм, нагревают до температуры 1260-1270°C, продувают сжатым воздухом, внутрь слитков-заготовок задают смазку в виде смеси графита с поваренной солью в соотношении 50/50 массой 1000-1500 г и прокатывают в передельные трубы размером 542×30×5800-6350 мм на пилигримовом стане в калибре 550 мм в валках с диаметром бочки 1150 мм, на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kп=7,0-7,5, коэффициентом вытяжки µп=2,8 и обжатием по диаметру Δ=17,88%, после чего производят расточку-обточку передельных труб в товарные бесшовные горячедеформированные трубы с допуском по диаметру ±0,8% и стенке ±10,0%. 2 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных горячедеформированных механически обработанных труб размером 530×16×5800-6350 мм повышенной точности из стали марки 08Х18Н10Т для объектов атомной энергетики, включающий отливку полых слитков электрошлакового переплава размером 680×вн495×2600±100 мм, которые растачивают и обтачивают в слитки-заготовки размером 660×вн510×2600±100 мм, нагревают до температуры 1260-1270°C, продувают сжатым воздухом, внутрь слитков-заготовок задают смазку в виде смеси графита с поваренной солью в соотношении 50/50 массой 1000-1500 г и прокатывают в передельные трубы размером 542×30×5800-6350 мм на пилигримовом стане в калибре 550 мм в валках с диаметром бочки 1150 мм, на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kп=7,0-7,5, коэффициентом вытяжки µп=2,8 и обжатием по диаметру Δ=17,88%, после чего производят расточку - обточку передельных труб в товарные бесшовные горячедеформированные трубы с допуском по диаметру ±0,8% и стенке ±10,0%.
2. Способ по п.1, отличающийся тем, что нагрев полых слитков-заготовок производят путем их помещения на колосники печи в один ряд в количестве 5-6 штук, нагрева без кантовки в течение 40-50 минут, нагрева со скоростью 3,0-3,5°C в минуту до 1260-1270°C с равномерной кантовкой с 22 окна на 4 окно через 14-16 минут на угол 200-220° и выдержки при температуре 1260-1270°C в течение 50-60 минут с равномерной кантовкой с 4-го окна на яму печи через 12-15 минут.
3. Способ по п.1, отличающийся тем, что прокатку передельных труб производят на стадии затравки с плавным увеличением подачи m от 0 до 25-30 мм, на стадии установившегося процесса - с величиной подачи m=25-30 мм, а на стадии обкатки - докатки пилигримовой головки величину подачи m плавно снижают до 8-10 мм.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ДЛИННОМЕРНЫХ ТРУБ ДИАМЕТРОМ 500 ММ И БОЛЕЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2322315C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ ДИАМЕТРОМ 530-550 мм ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2007 |
|
RU2387501C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2242302C2 |
| DE 3717698 A1, 14.01.1988 | |||

