Изобретение относится к трубопрокатному производству и может найти применение при горячей прокатке труб. Цель изобретения - повышение стойкости оправки и качества внутренней поверхности труб,
На чертеже изображена оправка. Оправка состоит из корпуса 1 с носиком 2 и надетого на носик двухслойного колпачка с наружным слоем 3 из твердой смазки и с внутренним слоем 4 из легкосгораемого материала.
Оправка работает следующим образом Во время задачи металла в стан 2 оправки со смазочным колпачком входит в центровочное отверстие заготовки. Б процессе прошивки смазочньй колпачок, контактируя наружным слоем 3 с горячим металлом , постепенно плавится и смазка,.увлекаемая деформируемым металлом, покрывает рабочую поверхность оправки, благодаря чему уменьшается коэффициент трения между деформируемым металлом и оправкой, предотвращается возможность налипания металла на оправку, снижается температура разогрева поверхностных слоев и оправки и, следовательно, повышается стойкость оправки и качество внутренней поверхнрсти гильзы. В конечный момент прокатки, когда наружньш слой колпачка израсходуется, происходит воспламенение и сгорание внутреннего слоя 4, что предупреждает налипание смазки на поверхность носика и позво ляет быстро установить на оправку новый смазочный колпачок для прокатки следуюш;ей гильзы.
Опытное опробование оправки производилось на лабораторном стане винтовой прокатки МИСиС-ЮО.
Для определения оптимальных размеров смазочного колпачка осуществлена опытная прошивка заготрвок диаметром 50 мм из стали Х18Н10Т в гильзы раз- мером 52x5 мм. Для этого подготоьле- оправки диаметром 40 мм, диаметром носика (Вц) 8 мм и смазочные колпачки, имеющие диаметр D,. (1,3-2,5) D
/JJ 1, -,/ Lj, толщину внутреннего слоя э . 0,05-0,3 от толщины стенки колпачка (S и внутренний диаметр (Dg) Dj (0,95-1,1) DH. Наружный слой колпачка изготовлен из стеклосмазок, имеющих различные температуры плавления, внутренний слой выполнен из картона и полиэтилена. Опытная прокатка показала, что оптимальным диаметром колпачка явля
5
0
5
5
0
35
40
так как при 1,5Вц колиется DK (1,6-2,0) D выполнении D., мeньши
К
чество смазки оказывается недостаточным для прокатки всей гильзы, а при выполнении D. бтэльшим 2D часто наб людается растрескивание колпачка, что объясняется большой осевой нагрузкой на оправку. Оптимальной толщиной внутреннего слоя Sc (0,1-0,2) SK, так как при выполнении S. менее 0,1 S на носике оправки часто остаются следы смазки, затрудняющие надевание нового колпачка, выполнена S больше 0,2 S является нецелесообразным, так как это приводит к уменьшению объема смазки. Оптимальным внутренним диаметром колпачка (Dg) является D| (0,98 - 1,02) Вц. При выполнении D. меньше 0,98 D затрудняется надевание колпачка на носик оправки и при этом наблюдаются случаи его растрескивания. При выполнении D больше 1,02 DH происходит соскальзывание колпачка с носика оправки до начала прошивки. Наилучшими смазками для изготовления колпачка являются смазки с температурой плавления (Т„д), равной 0,4-0,9 от температуры деформации металла гильзы.
(Т)
Использование смазки с , меньшей 0,4 Т, приводит к быстрому расплавлению и преждевременному израсходованию смазки.
Использование смазки с Т большей 0,9 Тп увеличивает время начала ее расплавления, что не обеспечивает смазку инструмента в начальный момент прошивки.
Пример. Оправка изготовляется из стали 12ХНЗА максимальным диаметром 80 мм, длиной корпуса 120 мм, диаметром носика 16 мм, длиной носика 20 мм. Смазочный колпачок имеет следукщие параметры: наружный диаметр 26 мм, внутренний 16,0 мм, толщина внутреннего слоя 0,7 мм, длина колпачка 30 мм.
Наружный слой колпачка изготавли- вается спеканием в пресс-формах из стекла следующего химсостава, %: SiOj 62; 3; CaO 6; 16; В,,0, 9; Mg 3; К,,0 Ь
Для предотвращения хрупкого разру- шения колпачок армирован синтетическими волокнами и сеткой из цветного металла. Перед спеканием наружного слоя в форму устанавливается внутренний - из картона или полиэтилена.
313084
Винтовая прошивка заготовок на оправке с двухслойным твердосмазоч- ным колпачком на носике показала, что гильзы получаются с высоким ка- неством внутренней поверхности, а оправки имеют повьшенную износостойкость.
Формула изобретения
Оправка для горячей прокатки труб, fO которого составляет 1,5-2 от диаметра
содержащая корпус с носиком и надетый
Составитель Л. Матурина Редактор П. Гереши Техред и.Попович Корректор-А. Обручар
1661/10
Тираж 481
Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
на носик смаззчный элемент, о т л и- чающаяся тем, что, с целью
повьшения стойкости оправки и качества внутренней поверхности труб, смазочный элемент выполнен в виде двух-, слойного колпачка с внутренним слоем из легкосгораемого материала толщиной, составляющей 0,1-0,2 от толщины стенки колпачка, наружный диаметр
носика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х19-24 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620205C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620204C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х25-28 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2619529C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х8-12 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2613814C1 |
Изобретение относится к трубопрокатному производству и может найти применение при горячей прокатке труб. Целью изобретения является повышение стойкости оправки и качества внутренней поверхности труб. Оправка состоит из корпуса 1 с носиком 2 и надетого на носик двухслойного колпачка с наружным слоем 3 из твердой смазки и с внутренним слоем 4 из легкосгораемого материала. 1 ил. 00 о СХ) 4 О ел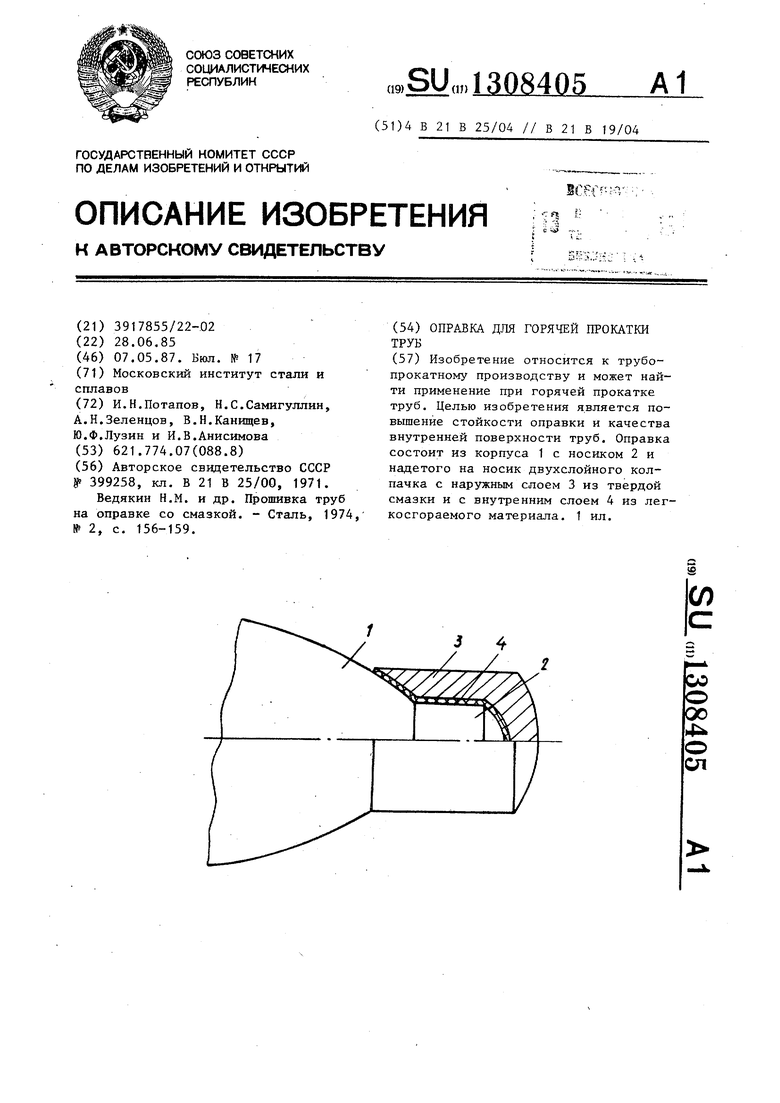
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ведякин Н.М | |||
| и др | |||
| Прошивка труб на оправке со смазкой | |||
| - Сталь, 1974, № 2, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
