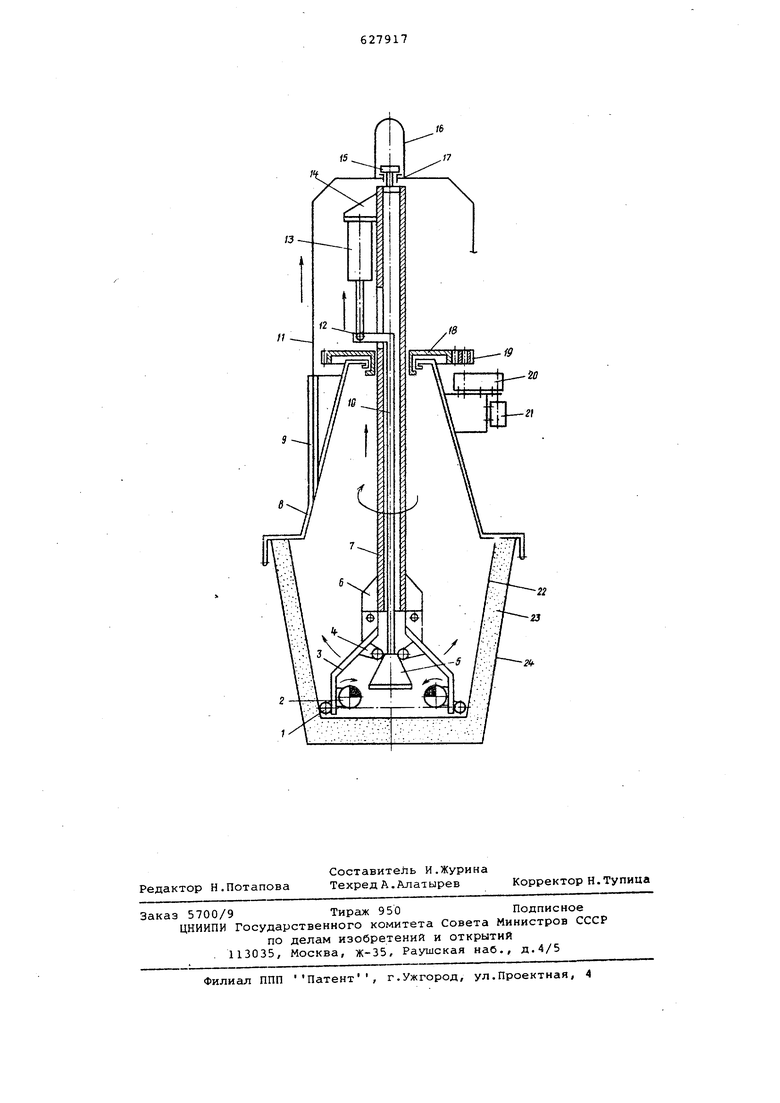
Изобретение относится к области металлургии, оно может применяться на металлургических заводах, преимущественно, для изготовления монолитны футеровок Металлургических емкостей, например, футеровок сталеразливочных ковшей. Известно устройство, осуществляющее уплотнение бетонной смеси при по мощи дебалансных вибраторов, воздейс вующих на уплотняемую массу сквозь стенку формозадающего элемента - шаб лона. В этом устройстве дебалансные вибраторы укреплены внутри колоколообразиого шаблона, между внешней поверхностью которого и подвижной опалубкой подается уплотняемая масса, образу1рщая после прохода зоны вибрации трубу ij . Недостаток известного устройства состоит в том, что оно не обеспечивает равномерного уплотнения смеси. Наиболее близким техническим реше нием из известных является устройство, содержащее бункер-дозатор, метал лический шаблон и вибратор, а также механизм уплотнения футеровочной мас сы, выполненный в виде штанги с упло няющим башмаком . Недостатком известного устройства является то, что уплотнение производится послойно, при послойной загрузке материала в сравнительно узкую щель/ образованную шаблоном и стенкой контрольной кирпичной футеровки ковша. Уплотняющий башмак движется также в этой узкой щели и при движении поворотной платформы удерживается за верхний конец длинной (3-4 м) штанги, что ведет к неустойчивости движения. Кроме того, длинная штанга с закрепленным в верхней части вибратором и уплотняющим башмаком в нижней части склонна к паразитным колебаниям, изгибающим продольную ось штанги и существенно нарушающим режим работы. Эти же колебания приводят к преждевременному выходу из строя самого вибратора. Целью изобретения является устранение указанных недостатков и получение футеровки с равномерной плотностью по всему объему. Эта цель достигается тем, что штанга выполнена полой и внутри нее установлена тяга с нажимным конусом, при этом на нижнем конце штанги шарнирно укреплены двуплечие рычаги, на одном плече которых установлены вибраторы и ролики, а на другом - упоры, взаимо действующие с нажимным конусом, к тому же на наружной поверхности штан ги выполнены шлицы и установлено зубчатое колесо, взаимодействующее с приводной шестерней. На чертеже показана схема устройства для изготовления монолитных футеровок. Устройство включает в себя ролик 1 связанный с- вибратором 2 при помощи поворотного рычага 3, к которому он крепится в нижней части рычага 3. Рычаг 3 снабжен упором 4, взаимодействующим с подвижным конусом 5. В верхней части рычаг 3 шарнирно соединен с щеками б подъемной штанги 7. Каркас 8 служит ,Щ1Я соединения элементов устройства в одну систему, он снабжен вертикальными трубами 9. Тяга 10 пропущена внутри подъемной штанги 7, выполненной в форме полой трубчатой конструкции. Штанги 11 пропущены сквозь трубки 9, они предотвращают поворот устройства относительно каркаса 8, допуская однако вертикальное перемещение. Шарнир 12 соединяет тягу 10 со штоком цилиндра 13, укрепленного при помощи кронштейна 14 на штанге 7. Подшипник 15, установленны по оси грузовой скобы 16, образует подшипниковый узел, допускающий вращение штан1и 7 вокруг вертикальной оси, он смонтирован в траверсе 17. Зубчатое колесо 18 находится в зацеп лении с шестерней 19, укрепленной на выходном валу редуктора 20, связанного с электродвигателем 21,укреплен ном на каркасе 8.Шаблон 22 удерживае уплотняемую шихту 23. С наружной сте кой ковша или индуктора 24 он образу кольцевой канал, заполняемый шихтой. Нажимной конус 5 закреплен на нижнем конце тяги 10. Наружная поверхность штанги 7 выполняется в форме шлицево го вала, а внутренняя поверхность ступицы зубчатого колеса 18 выполняется в виде шлицевой втулки. Это сое динение допускает вертикальное перемещение штанги 7 при одновременном вращении штанги, передаваемом зубча,тым колесом 18. Работа устройства осуществляется следующим образом. Индукционная печь или сталеразливочный ковш подготавливаются под набивку футеровки, т.е. предваритель но в корпусе 24 изготавливают по дину,затем на подину устанавливают шаблон 22 и засыпают шихту 23,подлеж щую уплотнению,Затем на индукционную печь или ковш при помощи крана устан ливается все устройство таким образо чтобы каркас 8 оперся на верхний обрез корпуса индуктора 24, после чего каркас закрепляется на корпусе. Далее включаются вибраторы 2 и электродвигатель 21, подается масло в цилиндр 13 (цилиндр 13 может быть выполнен и с чисто электрическим питанием в виде электрогидравлического толкателя той или иной конструкции, это не является принципиальным отличием) . Шток цилиндра 13 поднимает тягу 10, связанную с нажимным конусом 5, который взаимодействуя с упорами 4, прижимает вибрирующие ролики 1 к внутренней поверхности шаблона 22. Электродвигатель 21 через редуктор 20 приводит во вращение шестерню 19, зубчатое колесо 18, штангу 7 и связанные с ней рычаги 3, т.е. происходит обкатка шаблона 22 по периметру вибрирующими прижимающимися роликами 1.-Включают подъемный механизм мостового крана и производят уплотнение шихты. После подъема ,роликов 1 до верха шаблона 22 процесс прекращают, устройство удаляют, заканчивая на этом изготовление футеровки . Данное устройство позволяет повысить качество футеровки за счет обеспечения равномерной плотности футеровки по всему объему, механизировать работы по выполнению футеровки тиглей, сталеразливочных ковшей, а также снизить время изготовления футеровки. Формула изобретения Устройство для изготовления футеровки, содержащее шаблон с установленными на нем виб)аторами и механизм уплотнения футеровочной массы, выполненный в виде штанги с уплотняющим башмаком, отличающееся тем, что,с целью получения равномерной плотности футеровки по всему объему, штанга выполнена полой и внутри нее установлена тяга с нажимным конусом, при этом на нижнем конце штанги шарнирно укреплены двуплечие рычаги, на одном плече которых установлены вибраторы и ролики, на другом - упоры, взаимодействующие с нажимным конусом, к тому же на наружной поверхности штанги выполнены шлицы и установлено зубчатое колесо, взаимодействующее с приводной шестерней. Источники информации, принятые во внимание при экспертизе: 1.Патент ФРГ 1143450, кл. 80а 34/01, 1959. 2.Авторское свидетельство СССР № 260836, кл. В 22 D 41/02, 1967.
/6
17
io

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| ШАБЛОН ДЛЯ ФОРМОВКИ МОНОЛИТНЫХ ФУТЕРОВОК СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1973 |
|
SU435067A1 |
| Устройство для футеровки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU827263A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Способ футеровки металлургических емкостей | 1990 |
|
SU1792803A1 |
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |