(54) ШАБЛОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Шаблон для изготовления монолитной футеровки | 1977 |
|
SU737128A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| Устройство для футеровки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU827263A1 |
| Устройство для набивки футеровки сталеразливочных ковшей | 1980 |
|
SU1038065A1 |
| УСТАНОВКА ДЛЯ НАБИВКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1970 |
|
SU260836A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| УСТАНОВКА ДЛЯ МАШИННОЙ ФУТЕРОВКИ i СТАЛЕРАЗЛИВОЧНОГО КОВША'- | 1971 |
|
SU420859A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Способ футеровки металлургических агрегатов | 1978 |
|
SU699017A1 |
Изобретение относится к метгшлургии и может быть использовано для из готовления монолитных футеровок тепловых агрегатов, имекяцих форму тел вращения, с помощью шаблонов, например, сталеразливочных или чугуновозных ковшей, электрических индукционных печей. Известен шаблон для изготовления монолитной футеровки, выполненный в виде связанных друг с другом шарнирными и болтовыми соединениями конических секций, нижняя из которых является опорной. При этом секции снабжены выдвижными центрирующими горизон тальными и вертикальными упорами ClJ Однако в процессе службы тепловые агрегаты, в частности сталеразливочные ковши, деформируются как по вертикальной образующей,так и в горизонтальном направлении с появлением эллипсности в то время, как шаблон име ет заданную жесткую форму. Это ведет к неравномерной толщине футеровки агрегата, к ее неравномерному уплотнению и к преждевременному выходу ее из строя из-за толщины футеров ки в зонах наибольшей деформации ков ша. Кроме того, при извлечении шабло на в местах соединения секций возмож но образование срывов рабочей поверхности выполненной футеровки. Этот шаблон сложно установить в тепловой агрегат, вследствие необходимости центрирования шаблона по большому числу точек. .Наиболее близким техническим решением к предлагаемому является регулируемый шаблон, содержащий раму со встроенными на осях барабанами, контактирующими с бесконечной лентой и механизм регулирования кривизны бесконечной ленты, выполненныйв виде. гидроцилиндра двухстороннего действия, штанги которого cofдинeны с осями катков барабанов. При этом между катками установлен ряд роликов, контактирукяаих с внутренней поверхностью бесконечной ленты, оси которых последовательно соединены звеньями цепи между собой -и с осями катков. Для обеспечения требуемой кривизны цепи служат подпружиненные стержни со втулками или управляег ые гидроприводы, соединяющие цепь с рамой Г2} Недостатки такой конструкции заключаются в том, что она не позволяет получать качественной поверхности футеровки, и приводит к формированию неровной (волнообразной) поверхности, а, следовательно, неравномерно уплотненной футеровки. Это связано с тем, что указанная конструкция шаблона не обеспечивает жесткой опорной поверхности для бесконечной ленты, так как несмотря на оптимальный подбор пружин происходит |Деформация поверхности бесконечной ленты от воздействия распирающих усилий, возникакадих в результате работы виброинструментов. Деформация поверхности бесконечной ленты происходит вследствие провалов ленты как между соседними роликами, так и между подпружиненными роликами, что также является причиной образования неровностей поверхности формуемой футеровки и неравномерности ее уплотнения.
Кроме того, имеет место откалывание или расслоение футеровки в резул тате проскальзывания гибкой эластичной ленты относительно футеруемой поверхности ковша. При проскальзывании на границе бесконечная лента поверхность футеровки возникает трение скольжения и появляется возможность зе.хвата лентой поверхностного слоя футеровки, что приводит к расслоению и откалыванию отформованной футеропки, т.е. к ухудшению ее качества.
Кач,ество поверхности футеровки и равномер1 ое уплотнение футеровки предопределяют стойкость футеровки, а, следовательно, и длительность эксплуатации агрегата в целом.
Цель изобретения - повышение качества поверхности футеровки за счет получения равномерной уплотненной футеровки.
Указанная цель достигается тем, что механизм регулирования кривизны бесзконечной ленты дополнительно содержит направленные навстречу друг другу рычаги с опорно-профильными поверхностями, одни концы которых шарнирно установлены на осях барабанов, а другие через шарнирные тяги и шток соединены с приводом механизма регулирования, при этом шток снабжен компенсирукядим роликом, контактирующим с бесконечной лентой со стороны, противоположной опорно-профильной поверхности рычагов, компенсирующий ролик выполнен подпружиненным и связан со штоком телескопически, поверхность бесконечной ленты, соприкасающаяся с футеровкой, снабжена шипами.
Прва такой конструкции обеспечивается жесткость опорной поверхности для бесконечной ленты и исключается воздействие возмущающих факторов от виброинструментов. За счет этого в каждом определенном положении шаблона кривизна поверхности бесконечной ленты остается постоянной и неизменной, идентичной кривизне соответствующего участка кожуха ковша. Это позволяет устранить неровности формуемой поверхности, а, следовательно, повысить ее качество, получить равномерно уплотненную футеровку,. При этом повышается качество .футеровки в целом.,
Установка на осях барабанов рычагов с опорно-профильными поверхностями и соединение их через шарнирные тяги с приводом обеспечивает возможность управления рычагами в соответствии с кривизной кожуха ковша по мере перемещения шаблона по высоте ковша, что позволяет получать футеровки равной толщины, а следовательно, равномерно уплотненные по высоте.
Наличие связи рычагов с компенсирующими роликами обеспечивает постоянное натяжение бесконечной ленты пр любом положении шаблона по высоте ковша, что предотвращает образование неровностей поверхности формуемой футеровки.
Выполнение компенсирукнцего ролика подпружиненным и телескопическая сбязь его со штоком компенсирует возможное растяжение бесконечной ленты при ее неизменной кривизне, что также обеспечивает качество поверхности футеровки.
Предлагаемая конструкция регулируемого шаблона предусматривает выполнение шипов на поверхности бесконечной ленты, соприкасакщейся с формуемой футеровкой, сплсялной, из гибкого материала, что предотвращает проскальзывание ленты относительно футеровки и, в результате этого, исключается возникновение трения скольжения на границе лента - поBSjixHocTb футеровки, которое является причиной расслоения и откалывания футеровки в известном иаблоне. Таким образом, наличие Шипов на поверхности бесконечной ленты также спдсобствует формированию качественной футеровки.
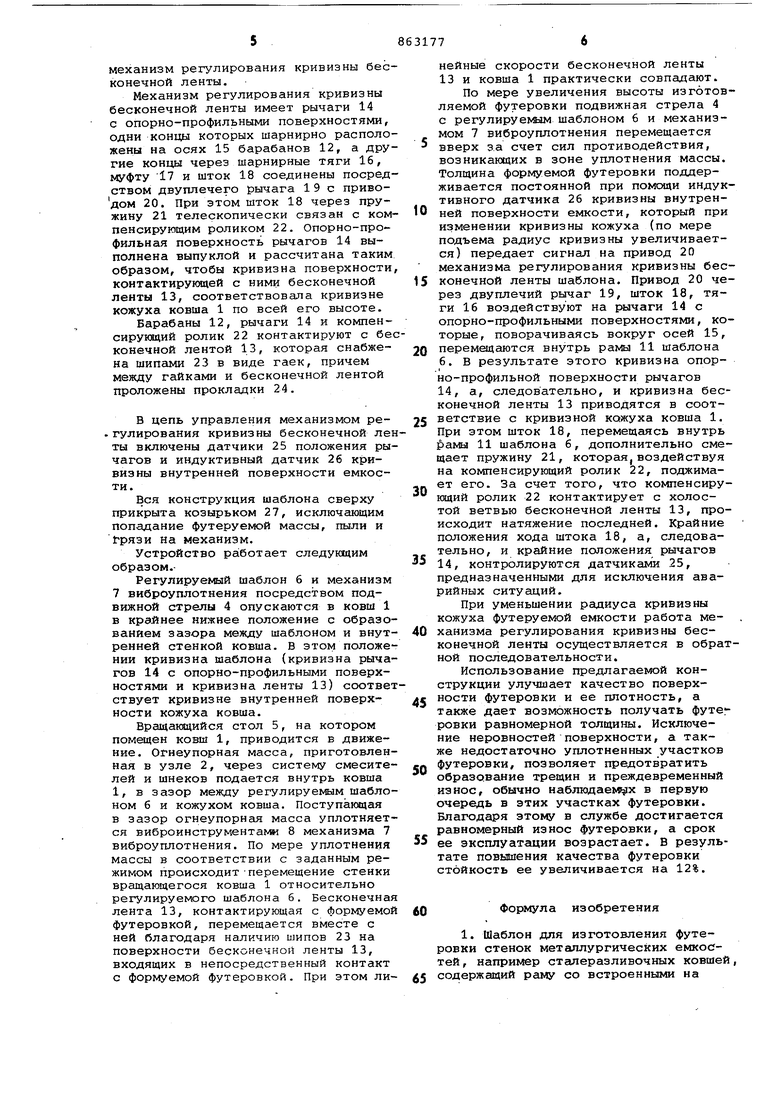
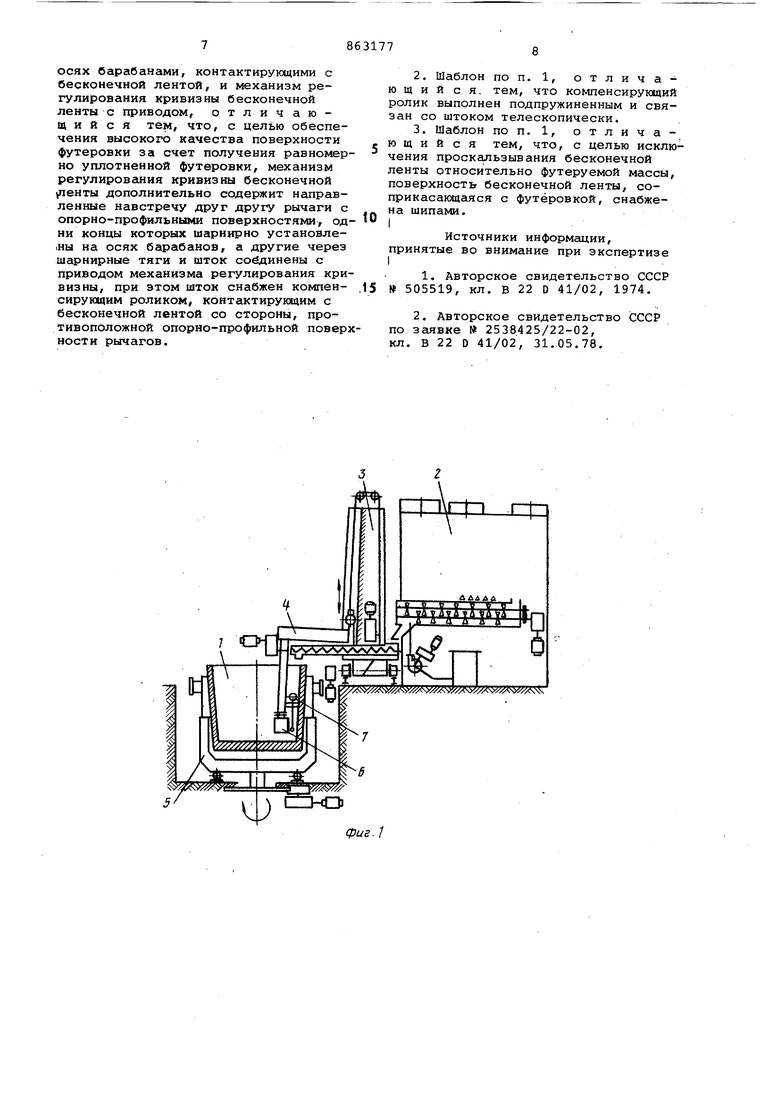
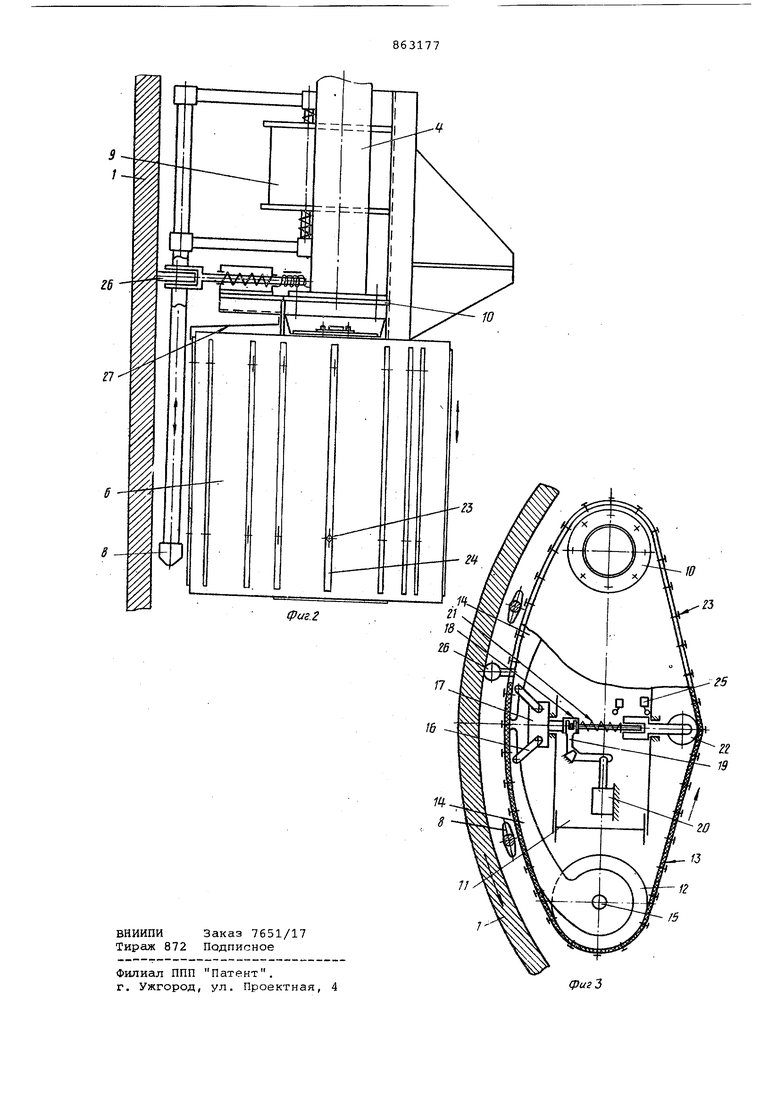
На фиг. 1 изображен шаблон с установкой для изготовления монолитных футеровок емкостей, например, сталеразливочных ковшей; на фиг. 2 - шаблон, вид сбокуI на фиг. 3 - то же, вид сверху.
Установка для изготовления монолитной футеровки сталеразливочного ковша 1 содержит узел 2 приготовления масс, машину 3 для набивки футеровки, подвижную стрелу 4, вращающийся стол 5 с приводом, предназначенный для размещения ковша 1, и регулируемый шаблон б. В подвижную стрелу 4 встроен механизм 7 виброуплотнения состоящий из виброинструментов 8 и виброизолирукадих устройств 9. Регулируемый шаблон 6 крепится к подвижной стреле 4 через фланцы 10.
Регулируелый шаблон б содержит раму 11, на которой смонтированы два барабана 12, бесконечную ленту 13 и
механизм регулирования кривизны бесконечной ленты.
Механизм регулирования кривизны бесконечной ленты имеет рычаги 14 с опорно-профильными поверхностями, одни концы которых шарнирно расположены на осях 15 барабанов 12, а другие концы через шарнирные тяги 16, муфту 17 и шток 18 соединены посредством двуплечего рычага 19с приводом 20. При этом шток 18 через пружину 21 телескопически связан с компенсирующим роликом 22. Опорно-профильная поверхность рычагов 14 выполнена выпуклой и рассчитана таким образом, чтобы кривизна поверхности контактирующей с ними бесконечной ленты 13, соответствовала кривизне кожуха ковша 1 по всей его высоте.
Барабаны 12, рычаги 14 и компенсирунлций ролик 22 контактируют с беконечной лентой 13, которая снабжена шипами 23 в виде гаек, причем между гайками и бесконечной лентой проложены прокладки 24.
В цепь управления механизмом ре. гулирования кривизны бесконечной ленты включены датчики 25 положения рычагов и индуктивный датчик 26 кривизны внутренней поверхности емкости.
Вся конструкция шаблона сверху прикрыта козырьком 27, исключающим попадание футеруемой массы, пыли и рязи на механизм.
Устройство pai6oTaeT следуквдим образом.
Регулируемый шаблон 6 и механизм 7 виброуплотнения посредством подвижной стрелы 4 опускаются в ковш 1 в крайнее нижнее положение с образованием зазора между шаблоном и внутренней стенкой ковша. В этом положении кривизна шаблона (кривизна рычагов 14 с опорно-профильными поверхностями и кривизна ленты 13) соответствует кривизне внутренней поверхности кожуха ковша.
Вращакяцийся стол 5, на котором помещен ковш 1, приводится в движение. Огнеупорная масса, приготовленная в узле 2, через систему смесителей и шнеков подается внутрь ковша 1, в зазор между регулируемым шаблоном 6 и кожухом ковша. Поступающая в зазор огнеупорная масса уплотняется виброинструментами 8 механизма 7 виброуплотнения. По мере уплотнения массы в соответствии с заданным режимом происходит-перемещение стенки вращающегося ковша 1 относительно регулируемого шаблона б. Бесконечная лента 13, контактирующая с формуемой футеровкой, перемещается вместе с ней благодаря наличию шипов 23 на поверхности бесконечной ленты 13, входящих в непосредственный контакт с формуемой футеровкой. При этом линейные скорости бесконечной ленты 13 и ковша 1 практически совпадают.
По мере увеличения высоты изготовляемой футеровки подвижная стрела 4 с регулируеьалм шаблоном 6 и механизмом 7 виброуплотнения перемещается 5 вверх за счет сил противодействия, возникающих в зоне уплотнения массы. Толщина формуемой футеровки поддерживается постоянной при помощи индуктивного датчика 26 кривизны внутренней поверхности емкости, который при изменении кривизны кожуха (по мере подъема радиус кривизны увеличивается) передает сигнал на привод 20 механизма регулирования кривизны бесконечной ленты шаблона. Привод 20 через двуплечий рычаг 19, шток 18, тяги 16 воздействуют на рычаги 14 с опорно-профильными поверхностями, которые, поворачиваясь вокруг осей 15, 0 перемодаются внутрь ралм 11 шаблона 6. В результате этого кривизна опорно-профильной поверхности рычагов 14, а, следовательно, и кривизна бесконечной ленты 13 приводятся в соответствие с кривизной кожуха ковша 1. При этом шток 18, перемещаясь внутрь амы 11 шаблона 6, дополнительно смещает пружину 21, которая,воздействуя на компенсирующий ролик 22, поджимает его. За счет того, что компенсиругадий ролик 22 контактирует с холостой ветвью бесконечной ленты 13, происходит натяжение последней. Крайние положения хода штока 18, а, следовательно, и крайние положения рычагов 14, контролируются датчиками 25,
предназначенными для исключения аварийных ситуаций.
При уменьшении радиуса кривизны кожуха футеруемой емкости работа механизма регулирования кривизны бесконечной ленты осуществляется в обратной последовательности.
Использование предлагаемой конструкции улучшает качество поверхности футеровки и ее ппотность, а
также дает возможность получать футе ровки равномерной толщины. Исключение неровностей поверхности, а также недостаточно уплотненных участков я футеровки, позволяет предотвратить образование трещин и преждевременный износ, обычно наблк1даем(г1х в первую очередь в этих участках футеровки. Благодаря этому в службе достигается равномерный износ футеровки, а срок 5 ее эксплуатации возрастает, в результате повышения качества футеровки стойкость ее увеличивается на 12%.
Формула изобретения
60
осях барабанами, контактирующими с бесконечной лентой, и механизм регулирования кривизны бесконечной ленты с приводом, отличающийся тем, что, с целью обеспечения высокого качества поверхности футеровки за счет получения равномерно уплотненной футеровки, механизм регулирования кривизны бесконечной пенты дополнительно содержит направленные навстречу друг другу рычаги с опорно-профильными поверхностями, одни концы которых шарнирно установле(Ны на осях барабанов, а другие через шарнирные тяги и шток соединены с приводом механизма регулирования кривизны, при этом шток снабжен компенсирующим роликом, контактируквдим с бесконечной лентой со стороны, противоположной опорно-профильной поверхности рычагов.
2,Шаблон по п. 1, отличающий с я. тем, что компенсирующий ролик выполнен подпружиненным и связан со штоком телескопически.
Источники информации, принятые во внимание при экспертизе
