Изобретение относится к металлургии, в частности к оборудованию для изготовления набивной футеровки индукционных печей, и может быть использовано для изготовления футеровок металлургических емкостей, таких как сталеразливочные ковши, тигли, разливочные литейные ковши и др.
Известно устройство для изготовления футеровки (авт.св. СССР N 260286, кл. В 22 А 41/02, 1967), содержащее бункер-дозатор, металлический шаблон и вибратор, а также механизм уплотнения футеровочной массы, выполненный в виде штанги с уплотняющим башмаком.
Недостатком футеровки, изготовленной с помощью механизма, выполненного в виде штанги с уплотняющим башмаком и вибратором, является получение одинаковой степени плотности по толщине футеровки и неодинаковой степени плотности по высоте. При этом все слои футеровки, включая буферную зону, выполнены с разделением зерен по фракциям и увеличением пористости уплотняемой массы, что приводит к снижению стойкости футеровки.
Известно устройство для ремонта огнеупорной облицовки электропечей (патент ФРГ N 2143241, кл. 31а3 1/16, 1971) с цилиндрической доступной сверху печной камерой, состоящее из установленного по оси тигля штативе с выдвинутыми упорами и закрепленными на них сегментами облицовки. В устройстве штатив выполнен смежным поперечному размеру верхнего пояса печной камеры и имеет направляющие для регулируемых радиально по длине упоров, между каждым из которых и соответствующим сегментом расположены вибраторы. Над штангами установлен распределительный корпус, край которого выступает за сегменты облицовки.
Недостатком этого устройства является изготовление его в виде сменного штатива с регулируемыми по длине упорами и вибратором на конце. Выполненная устройством с вибратором футеровка имеет высокую плотность огнеупорной массы. При этом металлический шаблон подвергается вибрации, в результате происходит разделение футеровочной массы по размеру зерен на отдельные фракции, крупные зерна скапливаются у шаблона, что приводит к увеличению пористости футеровки в первой (внутренней) зоне и снижает ее стойкость к воздействию расплавов.
Наиболее близким по технической сущности к предложенному является устройство для изготовления футеровки (авт. св. СССР N 627917, кл. В 22 А 41/02, 1978), содержащее шаблон с установленными на нем вибраторами и механизм уплотнения футеровочной массы, выполненный в виде штанги с уплотняющими башмаками, которая выполнена полой и в ней установлена тяга с нажимным корпусом, при этом на нижнем конце штанги шарнирно укреплены двуплечие рычаги, на одном плече которых установлены вибраторы и ролики, на другом - упоры, взаимодействующие с нажимным конусом, на наружной поверхности штанги выполнены шлицы и установлено зубчатое колесо, взаимодействующее с приводной шестерней.
Недостатком этого устройства является выполнение механизма уплотнения футеровочной массы в виде штанги с установленной в ней тягой и шарнирно укрепленными на рычагах вибраторами. Изготовленная с помощью вибрационного механизма футеровка имеет невысокую плотность огнеупорной массы, что обусловлено уплотнением набивной массы с помощью вибраторов, воздействующих на внутренние стенки шаблона. В процессе изготовления футеровки вибраторы подвергают шаблон вибрации, в результате чего происходит разделение уплотняемой массы по фракциям, причем крупные зерна скапливаются, как правило, у шаблона. Это приводит к увеличению пористости уплотняемой массы в первой (внутренней) зоне, что обуславливает снижение стойкости футеровки. Кроме того, при уплотнении вибрационными приспособлениями огнеупорная масса в верхней части уплотняемого слоя переходит в состояние, близкое к псевдосжиженному, что приводит к ее местному объединению или обогащению связующим веществом и неравномерному уплотнению по высоте тигля. Это вызывает расслоение материала футеровки, проникновение в ее толщину расплава, что также снижает стойкость футеровки.
Целью изобретения является повышение стойкости футеровки за счет увеличения плотности рабочего слоя и уменьшения износа.
Поставленная цель достигается тем, что известное устройство для изготовления футеровки, включающее полый металлический шаблон, каркас и штангу, агрегат для уплотнения огнеупорной массы с установленным на штанге исполнительным органом, воздействующим на шаблон, а также механизм перемещения агрегата вдоль внутренней поверхности шаблона с приводом, снабжено рамой, подвижной платформой и тремя винтовыми парами, при этом рама установлена с возможностью поворота на платформе и закреплена на каркасе посредством трех винтовых пар, исполнительный орган выполнен в виде маятника с ударником на одном конце, шарнирно подвешенного другим концом на раме и подпружиненного относительно штанги на расстоянии 0,6-0,8 его длины от точки подвеса, причем штанга выполнена из двух направляющих и установлена одним концом в подпятник на шаблон, а другим - в каркас, при этом привод размещен на раме и соединен кулисным механизмом с маятником и ударником на конце.
Сравнение предложенной установки с наиболее близким по технической сущности устройством для изготовления футеровки показывает, что установка отличается исполнительным органом, выполненным в виде маятника с ударником на одном конце, шарнирно подвешенного другим концом на раме и подпружиненного относительно штанги на расстоянии 0,6-0,8 его длины от точки подвеса. Это позволяет установить соответствие заявленного технического решения критерию "новизна".
При изучении других источников из данной области техники выявлено, что такие элементы, как рама, неподвижная платформа, винтовые пары и др., известны. Однако они отличаются конструктивным выполнением, а их взаимное расположение и связи в совокупности с ударным механизмом обеспечивают новый положительный эффект за счет увеличения плотности рабочего слоя в процессе изготовления футеровки. Следовательно, совокупность предложенных признаков обеспечивает заявленному техническому решению соответствие критерию "существенные отличия".
Оснащением установки рамой, неподвижной платформой, тремя винтовыми парами так, что рама установлена с возможностью поворота на платформе и закреплена на каркасе посредством трех винтовых пар, достигается периодическое распределение ударов по шаблону на заданном расстоянии, равном толщине футеровки, как по периметру в ярусе, так и по высоте между ярусами по мере засыпания огнеупорной массы. Расстояние между точками приложения ударов в зоне с диаметром, равным толщине футеровки, выбрано для обеспечения равномерного уплотнения массы как по периметру, так и по высоте тигля. Если расстояние между точками приложения ударов меньше толщины футеровки, то уплотнение массы - неравномерное, т.е. локально выполняется в зоне удара. При расстоянии, большем заданной величины, существенно увеличивается время уплотнения.
Выполнением исполнительного органа в виде маятника с ударником, шарнирно подвешенного концом на раме, достигают с помощью соединенного с ним привода нанесения равномерных ударов по шаблону, обеспечивая дифференцированное уплотнение за счет повышения плотности огнеупорной массы в прилегающем к шаблону рабочем слое футеровки. При этом футеровка уплотняется вокруг точек приложения ударов.
Выполнение маятника, подпружиненного относительно штанги на расстоянии 0,6-0,8 его длины от точки подвеса, обусловлено необходимостью получения ударного импульса в заданных пределах (1,1-6,0˙102 Н.е) за счет придания скорости ударнику, не превышающий критическую скорость пружины (10 м/с) до нарушения ее работоспособности. С помощью воздействия таких ударных импульсов по шаблону обеспечивается дифференцированное уплотнение огнеупорной массы по толщине футеровки. При расстоянии менее 0,6 длины маятника увеличивается нагрузка на ось подвески штанги, так как точка приложения слоя значительно удаляется от центра тяжести подвески штанги, что может привести к поломке механизма. Расстояние более 0,8 длины маятника неприемлемо, поскольку подвешенная масса ударника задевает за подвеску пружины.
Установка штанги одним концом в подпятник на шаблон, а другим в каркас обусловлена необходимостью помещения исполнительного механизма в шаблоне и периодического перемещения его для нанесения повторяющихся ударов по шаблону. Вокруг точек приложения ударов у шаблона уплотняется футеровка, обеспечивая повышение плотности массы в рабочем слое, за счет чего достигается повышение стойкости футеровки.
Размещение привода на раме и соединение кулисным механизмом с маятником и ударником на конце создают движение маятника к штанге, сжимая при этом пружины для аккумулирования энергии удара. За счет нанесения по шаблону чередующихся ударов каждый раз при распрямлении пружины достигается дифференцированное уплотнение огнеупорной массы по толщине футеровки.
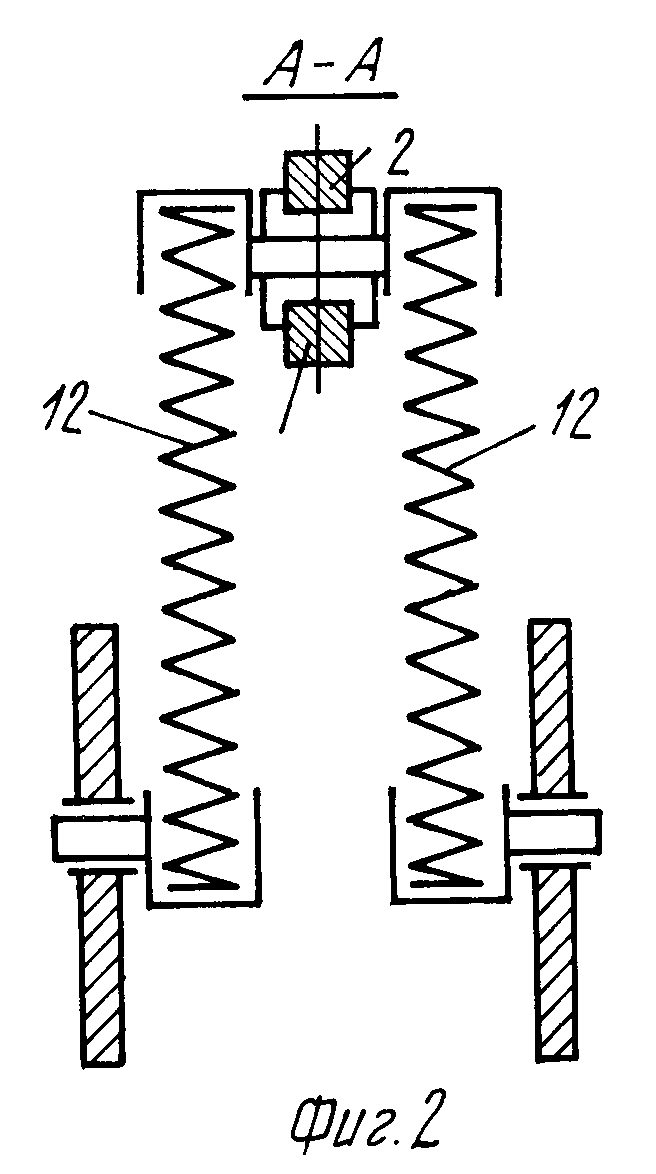
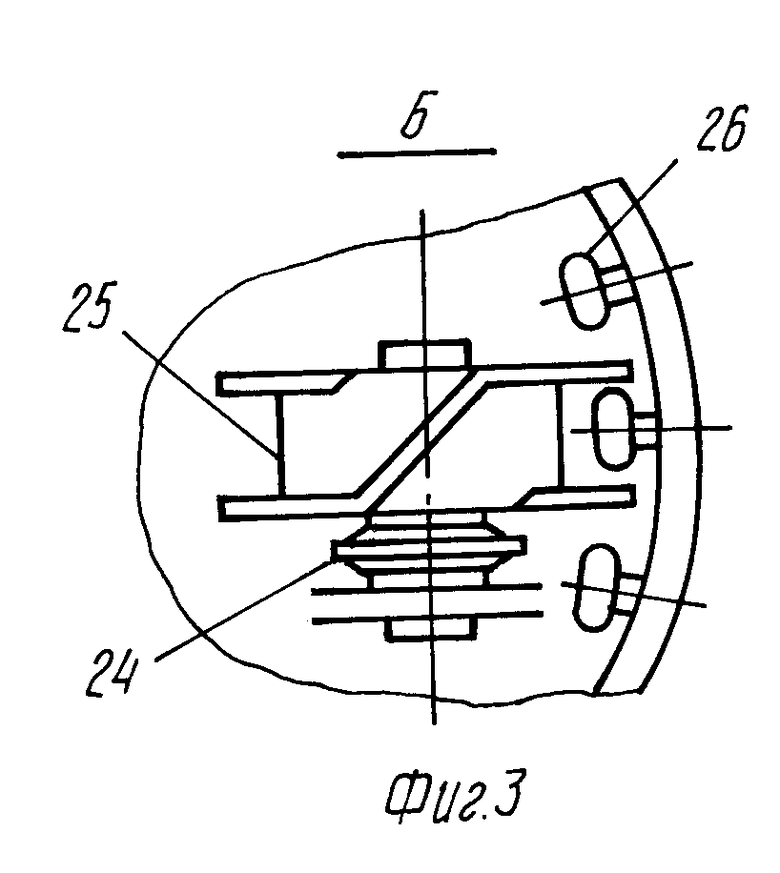
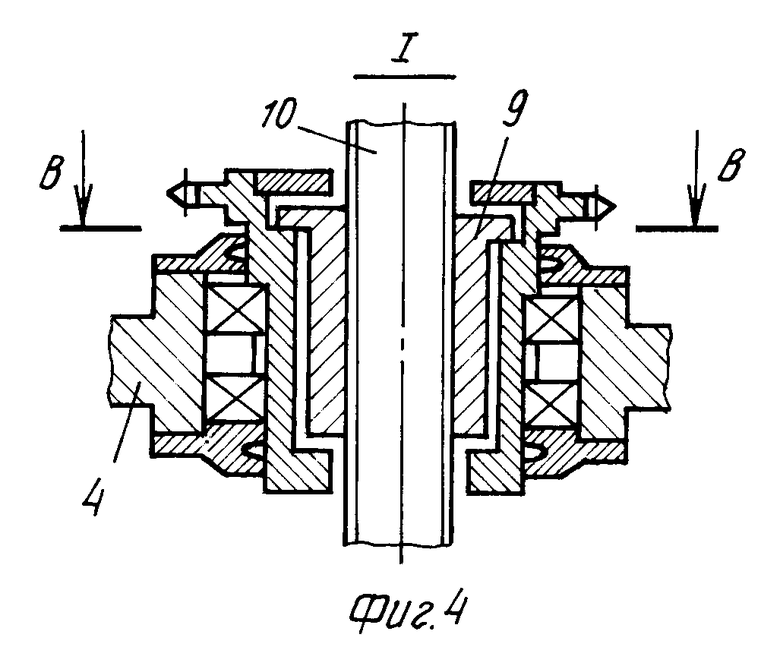
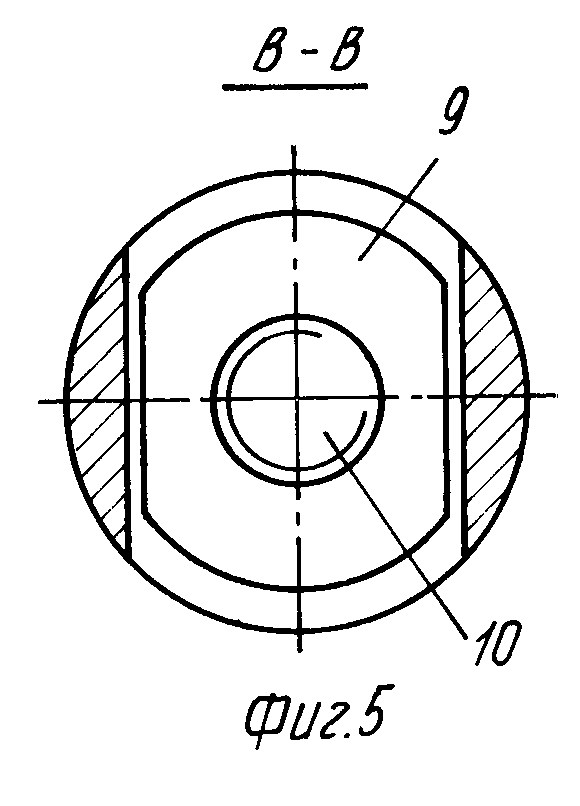
На фиг.1 изображена установка с агрегатом, погруженным в полость шаблона; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - вид Б на фиг.1 (сочленение агрегатa с механизмом перемещения его по внутренней поверхности шаблона); на фиг.4 - узел I на фиг.1; на фиг.5 - сечение В-В на фиг.4.
Установка включает в себя полый металлический шаблон 1, агрегат для уплотнения огнеупорной массы с исполнительным органом, выполненным в виде маятника 2 с жестко закрепленным на одном конце ударником 3, воздействующим на шаблон, каркас 4, штангу из двух направляющих 5, а также механизм перемещения агрегата вдоль внутренней поверхности шаблона с приводом 6.
Ударный механизм компактно размещен на раме 7, установленной на неподвижной платформе 8 с возможностью поворота на платформе, которая закреплена на каркасе посредством трех винтовых пар 9 и 10 так, что имеет возможность подъема и опускания по высоте. Маятник 2 с ударником 3 подвешен шарнирно на оси 11 в серьгах рамы 7 вдоль направляющих 5 и подпружинен двумя пружинами 12 относительно штанги на расстоянии 0,6-0,8 его длины от точки подвескa. Смонтированный на платформе агрегат с ударным механизмом введен в полость 1 с помощью направляющих 5, установленных одним концом в подпятник 13 на шаблон, другим в крестовину 14, закрепленную на каркасе 4. Шаблон установлен на подину 15 печи так, что образует с витками индуктора 16 кольцевой зазор, который послойно заполняется футеровочной массой 17. Находясь в крайнем левом положении, как показано на фиг.1, маятник 2 упирается в нажимной палец 18 (в другом положении - в нажимной палец 19), закрепленный на перекидной вилке 20, которая соединена тягой 21 с кривошипом 22. Кривошип нажат на выходной вал привода 6, размещенного на раме 7. Привод соединен с помощью звездочек 23 и 24 цепной передачей с механизмом перемещения агрегата вдоль внутренней поверхности шаблона. Последний выполнен в форме соединенного со звездочками 24 вращающегося барабана 25 с фигурным пазом и копирным роликом 26, закрепленным на кольцевой платформе, в которой на рамках 27 установлена рама 7. На гайки посажены звездочки 28, соединенные цепной передачей с приводом 29 механизма подъема (опускания) агрегата.
Установка работает следующим образом.
Маятник 2 с ударником 3, на который воздействуют две пружины 12, перемещается от периферии шаблона 1 к его центру качающейся вилкой 20. При переходе через "мертвое" положение под воздействием пружин маятник 2 производит ударником 3 удар по противоположной стенке шаблона 1. При качании вилки 20 в обратную сторону те же движения маятника происходят в противоположном направлении. Вилку 20 приводят в движение через тягу 21, кривошип 22, вращаемый приводом 6. Нанесением периодически повторяющихся ударов по внутренней поверхности шаблона производят дифференцированное уплотнение по зонам засыпаемой в зазор между шаблонами 1 и индуктором 16 футеровочной массы 17, обеспечивая таким образом существенное повышение стойкости футеровки. С помощью цепной передачи вращение звездочки 23 от общего привода 6 передается звездочке 24 и установленному с ней на одной оси барабану 25. При вращении барабана во время касания наклонного участка буртика ролика (копиром) 26 происходит поворот несущей ударный механизм рамы 7 на один шаг. Таким образом обеспечивают распределение точек приложения ударов по шаблону в пределах каждого уплотненного слоя. Переход к уплотнению последующего яруса снизу вверх производят после полного оборота несущей ударный механизм рамы 7 на роликах по платформе 8 с помощью привода 29, передающего вращение через цепную передачу на звездочки 28 и затем винтовые пары 9 и 10 соответственно.
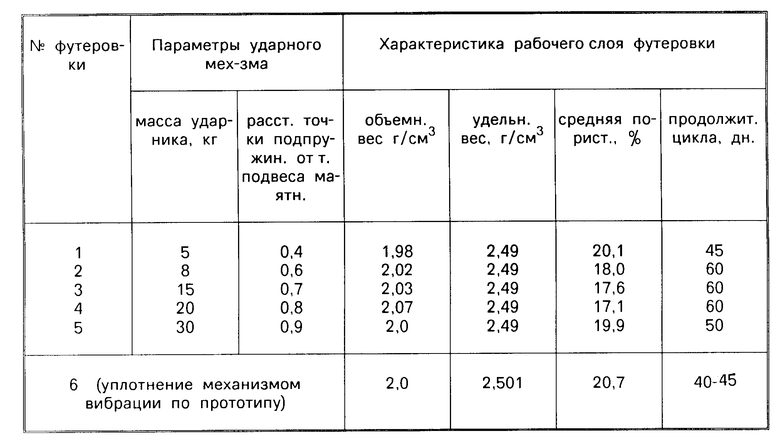
С помощью экспериментальной установки, выполненной с варьируемыми в заданных пределах параметрами ударного механизма, изготовлена серия футеровок в условиях Каунасского з-да "Центролит" набивной массой из кварцевого песка КО16А с добавлением борной кислоты 2-3% в качестве связующего. Для индукционных печей с емкостью тигля 6 т типа ИЧТ-6 масса ударника изменялась от 8 до 20 кг, расстояние точки подпружинивания штанги от точки подвеса от 0,6 до 0,8 см - длина маятника. Полученные данные по стойкости футеровки приведены в таблице.
Из данных изготовления серии опытных футеровок следует, что футеровка, выполненная с помощью ударного механизма предложенной установки с изменением массы ударника в пределах 8-20 кг и расстояния точки подпружинивания от точки подвеса 0,6-0,8 длины маятника, имеет повышенную стойкость за счет увеличения плотности рабочего слоя (объемный вес 2,02-2,07 г/см3 при снижении пористости до 18,0-17,1%), а также за счет уменьшения износа, т.е. значительно большей продолжительности цикла до 60 дн, по сравнению со значениями 2,0 г/см3 и 19,9-20,7% и 50 дн.
Установка для изготовления набивной футеровки обеспечивает увеличение плотности рабочего слоя в среднем на 3-5%, а также уменьшение износа и увеличение продолжительности цикла эксплуатации на 12% по сравнению с футеровкой, изготавливаемой вибрацией с помощью устройства по авт.св. СССР N 627917.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления набивной футеровки | 1978 |
|
SU698364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ | 1991 |
|
RU2026535C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЛИ СПЛАВА | 1994 |
|
RU2078644C1 |
| ЧУГУННАЯ ТОРМОЗНАЯ КОЛОДКА | 1992 |
|
RU2040361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ЗАМОРОЖЕННЫХ ФОРМ | 1994 |
|
RU2090298C1 |
| КОРРОЗИОННОСТОЙКАЯ СТАЛЬ | 1991 |
|
RU2016133C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ | 1992 |
|
RU2057301C1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ГРУЗОВ НА ТЕЛЬФЕРЕ | 1991 |
|
RU2025449C1 |

Изобретение относится к металлургии, в частности к оборудованию для изготовления набивной футеровки индукционных печей, и может быть использовано для изготовления футеровок металлургических емкостей, таких как сталеразливочные ковши, тигли, разливочные литейные ковши и др. Целью изобретения является повышение стойкости футеровки за счет увеличения плотности рабочего слоя и уменьшения износа. Установка, включающая полый металлический шаблон, каркас, штангу и агрегат для уплотнения огнеупорной массы с исполнительным органом, воздействующим на шаблон, снабжена рамой, неподвижной платформой, тремя винтовыми парами. Рама установлена с возможностью поворота на платформе, которая закреплена на каркасе посредством трех винтовых пар. Исполнительный орган выполнен в виде маятника с ударником на одном конце, шарнирно соединенного другим концом с рамой и подпружиненного относительно штанги на расстоянии 0,6-0,8 его длины от точки соединения. Штанга, выполненная из двух направляющих, установлена одним концом в подпятник на шаблон, а другим - в каркас, при этом привод размещен на раме и соединен кулисным механизмом с маятником. 5 ил., 1 табл.
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ, содержащая полый металлический шаблон, каркас, несущий элемент, агрегат для уплотнения огнеупорной массы с исполнительным органом, установленным с возможностью взаимодействия с шаблоном, механизм перемещения агрегата вдоль внутренней поверхности шаблона и привод, отличающаяся тем, что она снабжена неподвижной платформой, закрепленной для каркасе посредством трех винтовых пар, и рамой, установленной на платформе с возможностью поворота, при этом несущий элемент выполнен в виде двух направляющих, размещенных одним концом через подпятник на шаблоне, а другим закрепленных на каркасе, исполнительный орган выполнен в виде маятника с ударником на конце, шарнирно соединенного с рамой и подпружиненного относительно направляющих на расстоянии 0,6 - 0,8 его длины от оси шарнира, а привод размещен на раме и соединен с маятником посредством кулисного механизма.
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
