Изобретение относится к устройствам для придания формы панелям из термически формуемых пластмасс, в частности к устройствам для термоформования заготовки листа пластмассового материала посредством гибки.
Известно устройство для термоформования заготовки пластмассового листа посредством гибки, содержащее поддерживающее основание, средства для фиксации и зажима заготовки в зоне гибки, установленные с возможностью возвратно-поступательного перемещения, средство для местного нагрева заготовки в зоне гибки и формирующий узел, включающий установленный с возможностью возвратно- поступательного перемещения формующий элемент для создания загибающего усилия на концевой части, подлежащей формованию заготовки, и шаблон [1]
Данное устройство является наиболее близким техническим решением к изобретению. В известном устройстве лист, подлежащий гибке, зажимается посредством зажимного устройства и загибается в зоне, предварительно нагретой нагревателем, причем поворачиваемый шаблон взаимодействует с гибочным роликом, а свободный конец листа зажат между фиксирующими элементами. В известном устройстве нагреватель не оттягивается назад. Фиксирующие элементы действуют на свободном конце подлежащего гибке листа и не служат, как в предложенном устройстве, для предохранения уже отформованного угла от деформации.
Цель изобретения формование автомобильной дверной панели с участком кромки для ремня U-образной формы без коробления панели.
Это достигается тем, что устройство снабжено установленной на основании наклонной платформой, на которой в ее верхней и нижней частях закреплены фиксирующие средства для поддержания заготовки, выполненной в виде предварительно отформованной дверной панели, имеющей предварительно отформованный конец с выступом, расположенным выше верхнего конца платформы, зажимное средство выполнено в виде установленного с возможностью возвратно-поступательного горизонтального перемещения зажимного элемента, установленного на оси с возможностью качания и снабженного прижимом с выемкой для захвата выступа на предварительно отформованном конце панели, шаблон закреплен в верхней части наклонной платформы и содержит подвижный поддерживающий элемент, установленный с возможностью возвратно-поступательного перемещения по платформе в положение, отведенное от отогнутого конца панели, и в положение поддержания отогнутого конца панели, средство для нагрева выполнено в виде инфракрасного нагревателя с продолговатым резистивным элементом, при этом нагреватель установлен на закрепленной на основании дополнительной наклонной платформе с возможностью возвратно-поступательного перемещения для размещения в рабочем положении резистивного элемента над внешней поверхностью предварительно отогнутого конца панели, причем формующий элемент содержит установленный с возможностью качания на оси прямоугольный элемент для взаимодействия с внешней поверхностью предварительно отогнутого конца панели у линии нагрева при загибании указанного конца от нагретой линии вокруг выдвинутого поддерживающего элемента шаблона для придания U-образной формы борта с обратным загибом.
Кроме того, в предложенном устройстве нагреватель выполнен с возможностью подачи напряжения на резистивный элемент в режиме сильного нагрева для обеспечения концентрированного нагрева наружной поверхности предварительно отогнутого конца панели и слабого нагрева в отведенном от панели положении, а формующий элемент выполнен в виде стержня, установленного с возможностью его контакта с наружной поверхностью отогнутого края панели по всей его ширине.
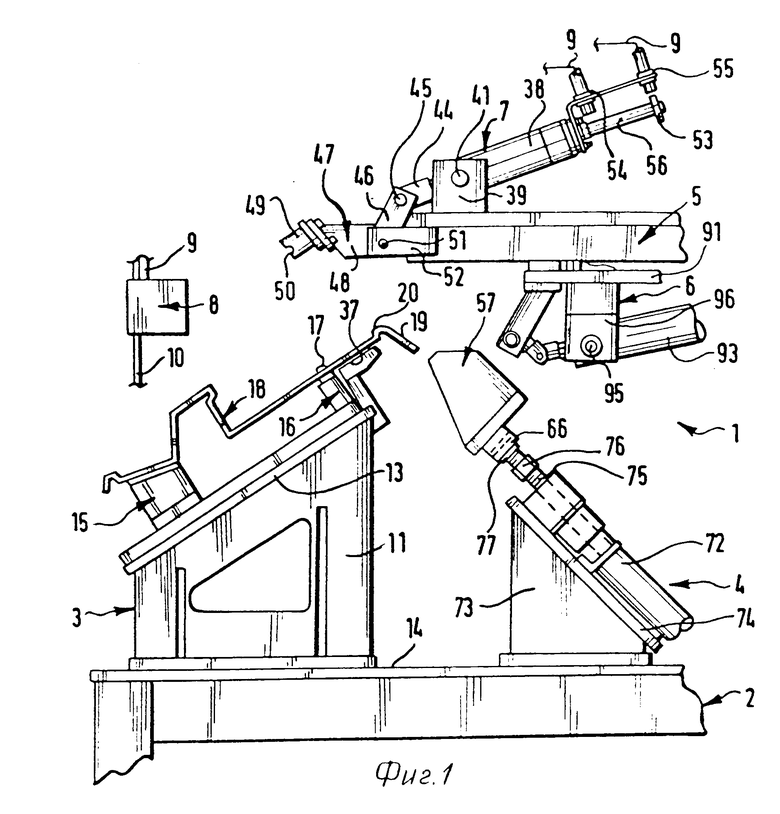
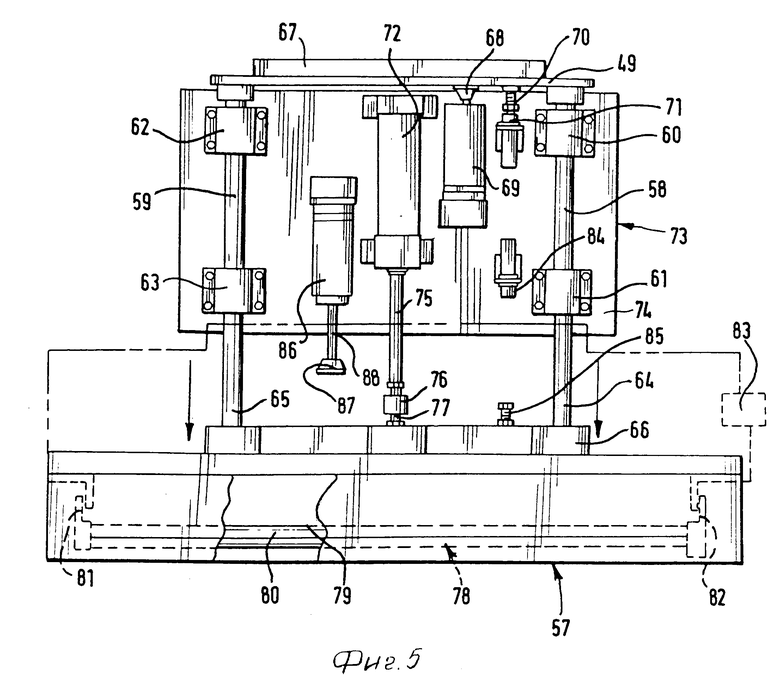
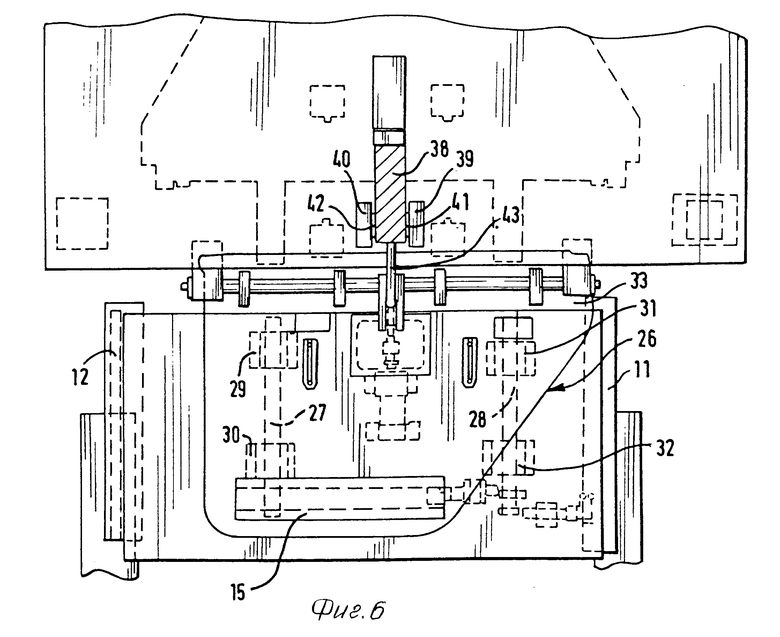
На фиг.1 изображено предлагаемое устройство, вид сбоку (показаны составные части в их исходном положении); на фиг.2 4 то же, показаны составные части в положениях зажима, нагрева и гибки; на фиг.5 механизм нагрева, вид сверху; на фиг. 6 устройство фиксации дверной панели, вид сверху; на фиг.7 средство формовки борта перед гибкой; на фиг.8 средство формовки борта после гибки; на фиг.9 автомобильная дверная панель перед формовкой обратного гиба на поверхности кромки для ремня из дверной панели; на фиг.10 автомобильная дверная панель после формовки на ней U-образного гиба.
Механическое устройство 1 (см. фиг.1) содержит основание 2 с устройством 3 для фиксации дверной панели с одной стороны основания. На другую сторону основания 2 опирается нагревательный механизм 4. Приспособление содержит верхнюю раму 5, несущую механизм 6 для формования борта и зажимный механизм 7. Приспособление приводится в действие под управлением контроллера 8, принимающего сигналы по линиям 9 от соответствующих чувствительных элементов, например от концевых выключателей (описаны ниже) и в рабочем состоянии посылающего сигналы управления по линии 10 для контроля работы приводных средств (описаны ниже).
Устройство 3 для фиксации дверной панели показано с парой трапецеидальных боковых сторон 11, 12, на которые опирается платформа 13, наклоненная относительно горизонтальной поверхности 14 основания 2. Степень наклона выбирается из условия, при котором бы механик закладывал дверные панели в механическое устройство 1 под углом приблизительно 30о. Участок кромки для ремня дверной панели располагается вверху устройства 3 фиксации. Фиксирующее устройство 3 содержит нижний опорный элемент 15, закрепленный на платформе 13 соответствующими средствами крепления. С верхним концом платформы 13 соединен верхний опорный элемент 16. Верхний опорный элемент 16 имеет штифт 17, служащий для установки дверной панели 18 на фиксирующем устройстве 3 для последующей формовки на панели U-образного борта.
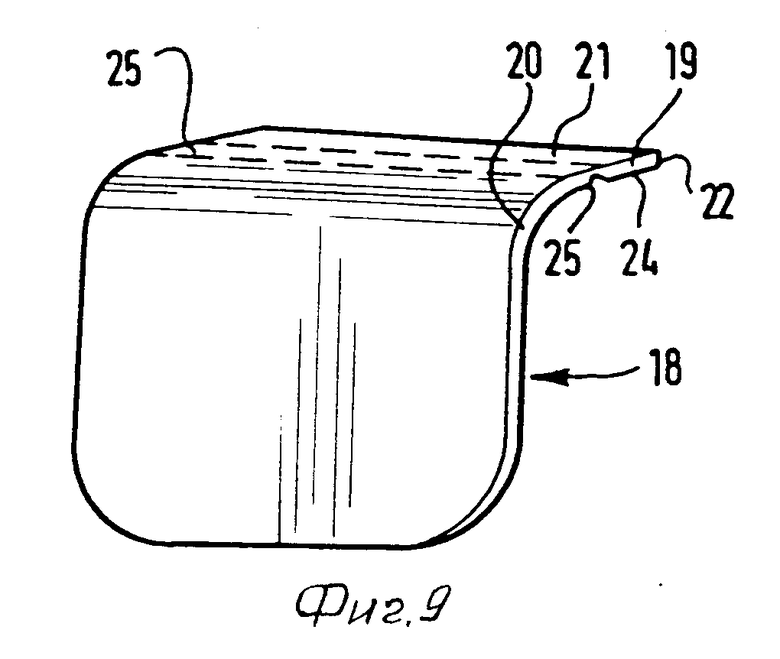
Автомобильная дверная панель 18 (см. фиг.9) содержит изогнутый край 19, угол 20 и плоский участок 21, определяющий участок кромки для ремня из дверной панели 18 при монтаже панели на дверь в сборке. Дополнительно панель 18 имеет периферийный конец 22 на изогнутом крае 19, которому из законченной дверной панели будет придана форма U-образного борта 23, как показано на фиг.10.
На внутренней поверхности 24 изогнутого края 19 выполнен надрез 25 по всей ширине изогнутого края 19 панели 18. Панель 18 формуют из термически формуемой пластмассы, например из акриловых пластмасс, термопластичных олефинов, найлона или полихлорвинила.
Для опирания изогнутого края 19 в ходе описываемого процесса термической формовки устройство 3 для фиксации дверной панели 18 содержит опорное устройство 26, которое содержит пару расположенных с интервалом направляющих осей 27, 28, опирающихся для возвратно-поступательного движения на расположенные с интервалом подшипниковые блоки 29, 30, 31, 32 соответственно. Оси 27, 28 несут опорную плиту 33 с вертикальным участком 34, передней частью 35 и поверхностью 36, которая придает требуемую форму U-образному борту 23 при его формовке на изогнутом крае 19.
Как показано на фиг.1, опорная плита 33 находится в убранном положении, в котором на нее опирается панель 18 по поверхности 37.
В этом положении изогнутый край 19 находится в верхней части устройства 3, где он подвергается операциям зажима и нагрева, описываемым ниже.
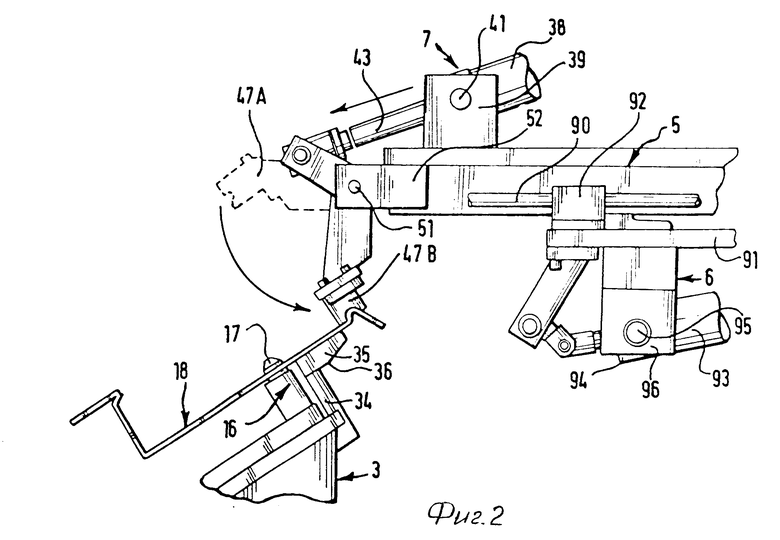
Как только панель 18 установлена в фиксирующее устройство 3, как показано на фиг.1, зажимный механизм 7 может быть переведен в положение, показанное на фиг.2, для закрепления изогнутого края 19 в этом положении для последующих операций нагрева и формовки. Для осуществления такого зажима зажимный механизм 7 содержит силовой цилиндр 38, шарнирно соединенный с парой расположенных с интервалом подшипниковых блоков 39, 40 через пару цапф 41, 42 соответственно. Силовой цилиндр 38 представляет собой воздушный цилиндр двойного действия, из нижнего конца цилиндра выступает поршневой шток 43. Шток 43 соединен с кулачком 44, который в свою очередь шарнирно соединен через ось 45 с одним концом 46 зажимного элемента 47, противоположный конец 48 которого соединен с инструментом 49 с поверхностью 50, на которой выполнены пpорези по форме угла 20 изогнутого края 19.
Зажимный элемент 47 имеет шарнирную опору поворотную ось 51, расположенную на кронштейне 52 верхней рамы 5, что обеспечивает его перевод в исходное положение 47 А, показанное на фиг.2 прерывистой линией, или в положение зажима 47 В, показанное на фиг.2 сплошной линией. Рабочее положение силового цилиндра 38 регистрируется по перемещению кольца 53 относительно датчиков 54, 55 концевых выключателей. Кольцо 53 смонтировано на выступающей из цилиндра 38 части 56 штока. Выступающая часть 56 штока устанавливается в положение, при котором кольцо 53 находится против датчика 54 концевого выключателя, если зажимный механизм 7 находится в положении зажима 47 В, и кольцо 53 находится против датчика 55 концевого выключателя, если зажимный механизм 7 находится в исходном положении 47 А. Соответствующие сигналы от концевых выключателей прижимаются контроллером 8, который приводит в действие другие функции устройства, включая нагрев и формовку.
Более подробно со ссылкой на фиг.1-5, рассмотрим механизм нагрева 4. Нагревательная головка 57 соединена с парой направляющих осей 58, 59 (см. фиг.5). Направляющие оси 58, 59 для возвратно-поступательного движения опираются на подшипниковые блоки 60, 61 и 62, 63 соответственно. Расположенные в пластине концы 64, 65 направляющих осей 58, 59 соединены с пластиной 66, закрепленной на нагревательной головке 57. Противоположные концы направляющих осей 58, 59 соединены с пластиной 67, снабженной амортизатором 68, выполненным с возможностью выборочного входа в контакт с ударопоглощающим механизмом 69 для контроля движения головки 57, когда она достигнет положения нагрева, показанного на фиг.3.
На пластине 67 установлен чувствительный элемент 70, регулируемый относительно датчика 71 концевого выключателя для сигнализации перемещения головки 57 нагревателя в положение нагрева на фиг.3 для включения под управлением контроллера 8 режима сильного нагрева. Перевод нагревательной головки 57 в положение нагрева выполняется приводным цилиндром 72, соединенным с платформой 73 нагревателя, причем верхняя поверхность 74 наклонена по отношению к поверхности 14 основания 2. Приводной цилиндр содержит выдвигаемый поршневой шток 75, соединенный муфтой 76 с резьбовым фитингом 77 на пластине 66. В случае, когда поршневой шток 75 находится в выдвинутом положении, нагревательная головка 57 расположена так, как показано на фиг.3. Это приводит к тому, что инфракрасный нагреватель 78 будет находиться по всей ширине наружной поверхности против надреза 25 в изогнутом крае 19. Инфракpасный нагреватель 78 содержит кварцевую трубку или трубку 79 и сопротивление 80, электрически соединенное через клеммы 81, 82 с источником электропитания 83 (см. фиг.5). Нагреватель 78 контролируется контроллером 8. Источник электропитания 83 предназначен для питания сопротивления 80 в режимах сильного или слабого нагрева в соответствии с сигналами от датчиков 71, 84 концевых выключателей.
В случае, когда нагревательная головка 57 находится в положении формовки с нагревом (см. фиг.3), через сопротивление 80 пропускают ток, необходимый для получения сильного высокотемпературного локального нагрева изогнутого края 19 по линии гиба по всей его ширине. Нагрев осуществляется в локальной области так, чтобы не допустить избыточного нагрева остальной части панели 18. Датчик 84 концевого выключателя реагирует на отвод назад нагревательной головки 57 при перемещении его непосредственно к регулируемому элементу 85 концевого выключателя на пластине 66. При обнаружении отвода назад нагревательной головки 57 контроллер 8 посылает сигнал источникам питания 83 подать питание на проволоку сопротивления 80 для поддержания нагревательной головки в режиме слабого нагрева. Если нагревательная головка 57 находится в отведенном положении, то это положение сохраняется стопорным цилиндром 86 на платформе 73 с амортизатором 87, соединенным с поршневым штоком 88 стопорного цилиндра 86.
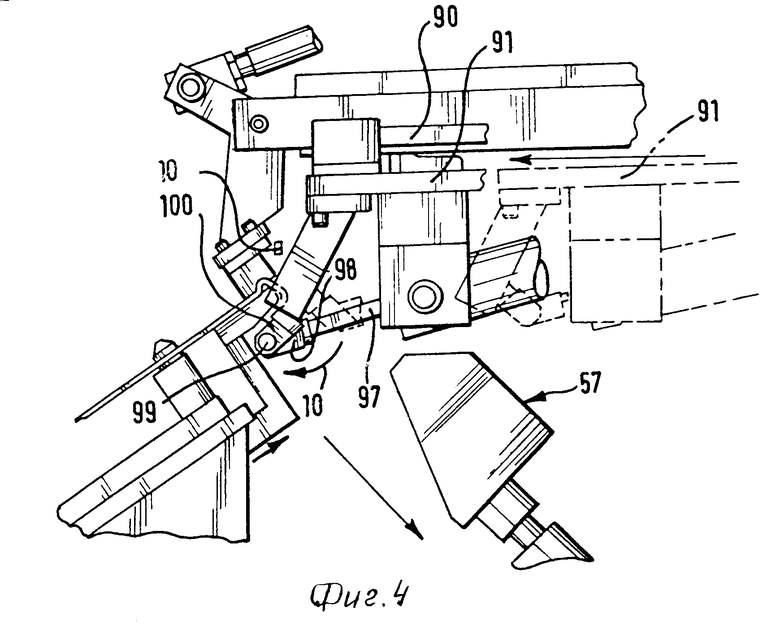
Как показано на фиг. 3, зажимный механизм 7 расположен таким образом, чтобы зажимный инструмент мог захватить угол 20 изогнутого края 19. В режиме нагрева механизм 6 для формования борта удерживается в исходном положении силовым цилиндром 89. После шага нагрева механизм 6 для формования борта смещается цилиндром 89 по направляющим осям 90, одна из которых показана на фиг.3. Платформа 91 механизма 6 для формования опирается на направляющие оси 90 через подшипниковые блоки, один из которых показан на фиг.3 позицией 92. Механизм 6 для формования борта содержит второй силовой (воздушный) цилиндр 93, головка 94 которого шарнирно соединена через цапфу 95 с парой опорных блоков 96, расположенных с нижней стороны платформы 91. Силовой цилиндр 93 имеет поршневой шток 97 (показан на фиг.4 в выдвинутом положении), соединенный с кулачком 98, который в свою очередь шарнирно соединен через ось 99 с формующим стержнем 100, который имеет поверхность 101, выполненную с возможностью входа в контакт с наружной поверхностью плоского участка 21 автомобильной дверной панели 18, как показано на фиг.7. Торец 102 формующего стержня 100 находится в непосредственной близости с надрезом 25 в случае, когда цилиндр 89 переводит формующий стержень 100 в положение начального зацепления с изогнутым краем 19, как показано на фиг.7.
Устройство также снабжено средством 103 подачи воздушной струи для охлаждения термически формуемого конца панели 18.
Устройство работает следующим образом.
Предварительно отформованную дверную панель 18, имеющую предварительно отформованный конец с изогнутым краем 19, располагают на платформе таким образом, чтобы выступ разместился выше верхнего края платформы, при этом опорная плита 33 должна находиться в убранном положении (см. фиг.1) и панель 18 опираться поверхностью 37. В этом положении изогнутый край 19 подвергают операциям зажима, нагрева и последующей формовки. Формовка осуществляется после того, как формующий стержень 100 войдет в контакт с изогнутым краем 19, при этом поршневой шток 97 выдвигается из цилиндра 93, вызывая поворот формующего стержня 100 по направлению стрелки 104 вниз от положения, показанного на фиг.4 сплошной линией. Это вызывает гибку изогнутого края 19 от надреза 25 до периферийного конца вниз относительно поверхности 36 передней части 35 опорной плиты 33 для фоpмовки окончательного U-образного гиба 23 на панели 18. После этого включают средство 103 подачи воздушных струй для охлаждения термически отформованного конца панели 18. Далее зажимный механизм 7 отводится в исходное положение, показанное на фиг.1. Отводится назад и опорное устройство 26 с тем, чтобы можно было снять законченную часть с устройства 3 для фиксации дверной панели.
Несмотря на то, что рассмотренное устройство иллюстрировано на примере дверной панели с участком кромки для ремня в виде U-образного борта с гибом на 90о, следует иметь в виду, что устройство в равной степени применимо для формовки U-образных гибов на 90о на любых панелях, например на ливневых панелях или панелях ванн, применяемых в водопроводном хозяйстве, крышках или панелях контейнеров, используемых для упаковки багажа, или в других панельных конструкциях, применяемых для наружной и внутренней отделки автомобилей.




Использование: изготовление объемных изделий из пластмассового листа посредством гибки. Сущность изобретения: устройство для термоформования заготовки листа пластмассового материала посредством гибки, содержащее поддерживающее основание, средства для фиксации и зажима заготовки в зоне гибки, установленные с возможностью возвратно-поступательного перемещения, средство для местного нагрева заготовки в зоне гибки и формирующий узел, включающий установленный с возможность возвратно-поступательного перемещения формующий элемент для создания загибающего усилия на концевой части подлежащей формованию заготовки и шаблон, снабжено установленной на основании наклонной платформой, на которой в ее верхней и нижней частях закреплены фиксирующие средства для поддержания заготовки, выполненной в виде предварительно отформованной дверной панели, имеющей предварительно отформованный конец с вытупом, расположенным выше верхнего конца платформы, зажимное средство выполнено в виде установленного с возможностью возвратно-поступательного горизонтального перемещения зажимного элемента, установленного на оси с возможностью качания и снабженного прижимом с выемкой для захвата выступа на предварительно отформованном конце панели, шаблон закреплен в верхней части наклонной платформы и содержит подвижный поддерживающий элемент, установленный с возможностью возвратно-поступательного перемещения по платформе в положение, отведенное от отогнутого конца панели, и в положение поддержания отогнутого конца панели, средство для нагрева выполнено в виде инфракрасного нагревателя с продолговатым резистивным элементом, при этом нагреватель установлен на закрепленной на основании дополнительной наклонной платформе с возможностью возвратно-поступательного перемещения для размещения в рабочем положении резистивного элемента над внешней поверхностью предварительно отогнутого конца панели, причем формующий элемент содержит установленный с возможностью качания на оси прямоугольный элемент для взаимодействия с внешней поверхностью предварительно отогнутого конца панели у линии нагрева при загибании указанного конца от нагретой линии вокруг выдвинутого поддерживающего элемента шаблона для придания U-образной формы борта с обратным загибом. 2 з. п. ф-лы, 10 ил.
| Станок для гибки | 1976 |
|
SU660843A1 |
| Солесос | 1922 |
|
SU29A1 |
