Известно устройство для автоматической подачи задников в машину для их формования, состоящее из бункера для заготовок задников, подлежащих формованию, механизма для захвата по одной заготовке задников из бункера и подачи их в механизм предварительного формования, механизма для подачи предварительно отформованной заготовки в машину для окончательного ее формования и выбрасывателя отформованного задника из машины. Наряду с положительными качествами оно имеет тот недостаток, что конструкция его сложна и громоздка и недостаточно надежна в эксплуатации.
Описываемое устройство отличается от известного упрощенной конструкцией, благодаря применению пневмоцилиндров. Его особенность состоит в том, что механизм для захвата по одной заготовке задников из бункера и подачи их в механизм предварительного формования выполнен в виде перемещаемой возвратно-поступательно при помощи пневмоцилиндра рейки, взаимодействующей с шестерней; ось шестерни несет закрепленный на ней одним концом рычаг, на другом конце которого жестко закреплен пневмоприсос, совершающий качательное движение по дуге.
Механизм для предварительного формования заготовок выполнен в виде пустотелой матрицы, жестко монтированной на пневмоцилиндре, поршень которого несет систему шарнирно закрепленных на нем рычагов. Два рычага снабжены роликами для предварительного формования заготовки задника по матрице, а в одном имеется зажим для удержания заготовки во время формования.
Механизм для подачи предварительно отформованной заготовки в машину с целью окончательного ее формования выполнен в виде перемещаемого по направляющим от пневмоцилиндра ползуна, снабженного осью, несущей жестко закрепленные на ней механизм для предварительного
ль 116111- 2 -
формования заготовки и шестерню, взаимодействующую с рейкой.
Для обеспечения постоянного прижима заготовок задников к присосу применен бункер, монтированный на верхнем конце штока пневмоцилиндра.
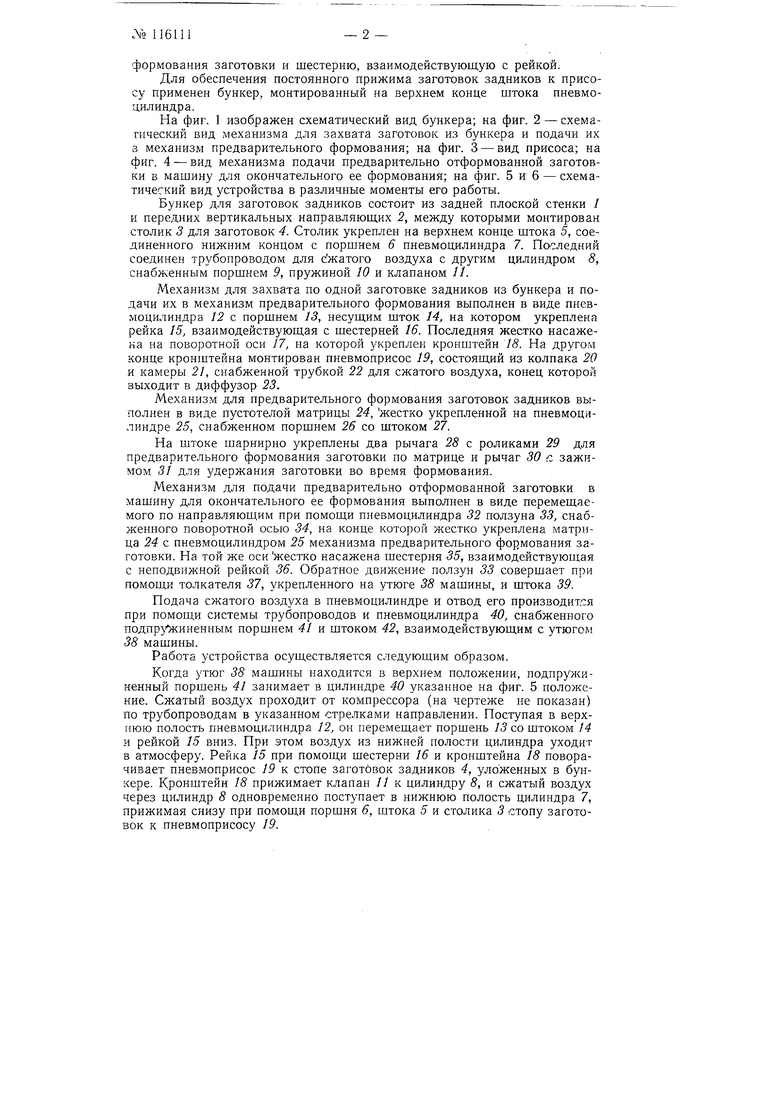
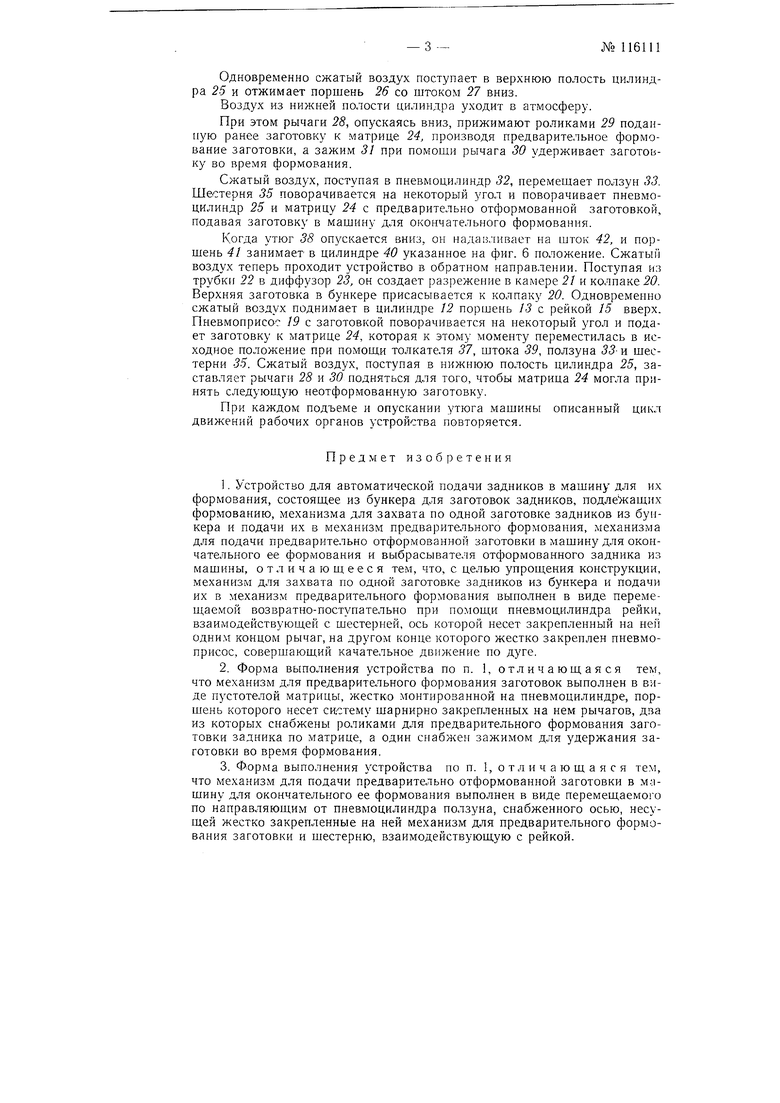
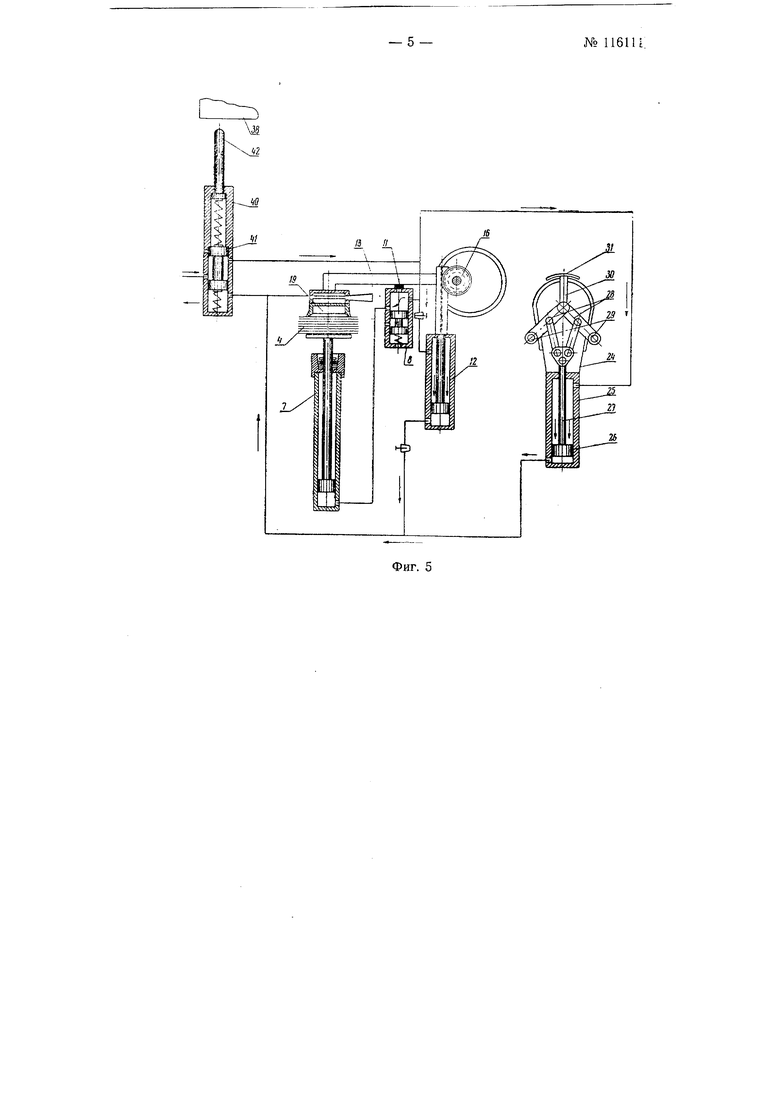
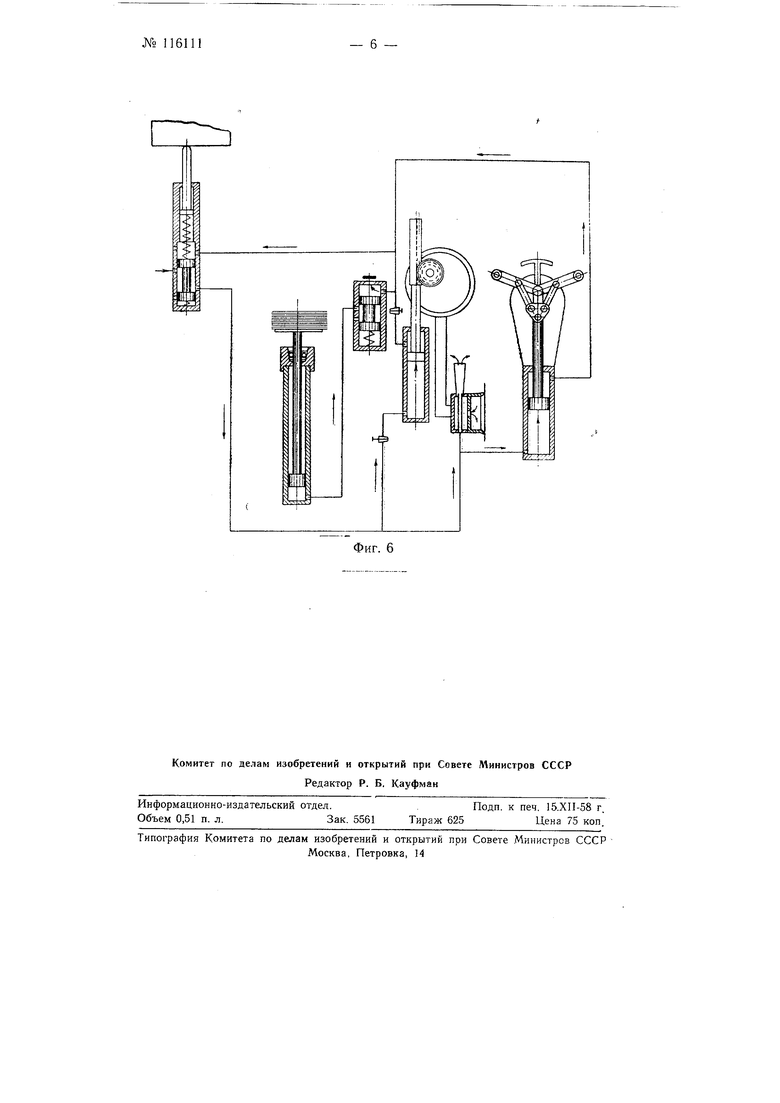
На фиг. 1 изображен схематический вид бункера; на фиг. 2 -схематический вид механизма для захвата заготовок из бункера и подачи их 3 механизм предварительного формования; на фиг. 3 - вид присоса; на фиг. 4 - вид механизма подачи предварительно отформованной заготовки Б машину для окончательного ее формования; на фиг. 5 и 6 - схематический вид устройства в различные моменты его работы.
Бункер для заготовок задников состоит из задней плоской стенки / и передних вертикальных направляюш,их 2, между которыми монтирован столик 3 для заготовок 4. Столик укреплен на верхнем конце штока 5, соединенного нижним концом с поршнем 6 пневмоцилиндра 7. Последний соединен трубопроводом для сжатого воздуха с другим цилиндром 8, снабженным поршнем 9, пружиной 10 и клапаном //.
Механизм для захвата по одной заготовке задников из бункера и подачи их в механизм предварительного формования выполнен в виде пневмоцилиндра 12 с поршнем 13, несущим шток 14, на котором укреплена рейка 15, взаимодействующая с шестерней 16. Последняя жестко насажена на поворотной оси 17, па которой укреплен кронштейн 18. На другом конце кронштейна монтирован пневмоприсос 19, состоящий из колпака 20 и камеры 21, снабженной трубкой 22 для сжатого воздуха, конец которой выходит в диффузор 23.
Механизм для предварительного формования заготовок задников выполнен в виде пустотелой матрицы 24, жестко укрепленной на пневмоцилиндре 25, снабженном поршнем 26 со штоком 27.
На штоке шарннрно укреплены два рычага 28 с роликами 29 для предварительного формования заготовки по матрице и рычаг 30 с зажимом 31 для удержания заготовки во время формования.
Механизм для подачи предварительно отформованной заготовки в машину для окончательного ее формования выполнен в виде перемещаемого по паправляющим при помоши пневмоцилиндра 32 ползуна 33, снабженного поворотной осью 34, на конце которой жестко укреплена матрица 24 с пневмоцилиндром 25 механизма предварительного формования заготовки. На той же оси жестко насажена шестерня 35, взаимодействуюпхая с неподвижной рейкой 36. Обратное движение ползун 33 совершает при помощи толкателя 37, укрепленного на утюге 38 машины, и штока 39.
Подача сжатого воздуха в пневмоцилиндре и отвод его производится при помоши системы трубопроводов и пневмоцилиндра 40, снабженного подпружиненным поршнем 41 и штоком 42, взаимодействующим с утюгом 38 машины.
Работа устройства осуществляется следующим образом.
Когда утюг 38 машины находится в верхнем положении, подпружиненный поршень 41 занимает в цилиндре 40 указанное на фиг. 5 положение. Сжатый воздух проходит от компрессора (на чертеже не показан) по трубопроводам в указанном стрелками направлении. Поступая в верхнюю полость пневмоцилиндра 12, он перемещает поршень 13 со штоком М и рейкой 15 вниз. При этом воздух из нижней полости цилиндра уходит в атмосферу. Рейка 15 при помощи шестерни 16 и кронштейна 18 поворачивает пневмоприсос 19 к стопе заготбвок задников 4, уложенных в бункере. Кронштейн 18 прижимает клапан // к цилиндру 8, и сжатый воздух через цилиндр 8 одновременно поступает в нижнюю полость цилиндра 7, прижимая снизу при помощи поршня 6, штока 5 и столика 3 стопу заготовок к пневмоприсосу 19.
Одновременно сжатый воздух поступает в верхнюю полость цилиндра 25 и отжимает поршень 26 со штоком 27 вниз.
Воздух из нижней полости цилиндра уходит в атмосферу.
При этом рычаги 28, опускаясь вниз, прижимают роликами 29 поданную ранее заготовку к матрице 24, производя предварительное формование заготовки, а зажим 3 при помощи рычага 30 удерживает заготовку во время формования.
Сжатый воздух, поступая в пневмоцилиндр 32, перемещает ползун 33. Шестерня 35 поворачивается на некоторый угол и поворачивает пневмоцилиндр 25 и матрицу 24 с предварительно отформованной заготовкой, подавая заготовку в машину для окончательного формования.
Когда утюг 38 опускается вниз, он надав.швает на шток 42, и поршень 41 занимает в цилиндре 40 указанное на фиг. 6 положение. Сжатын воздух теперь проходит устройство в обратпом направлении. Поступая из трубки 22 в диффузор 23, он создает разрежение в камере 21 и колпаке 20. Верхняя заготовка в бункере присасывается к колпаку 20. Одновременно сжатый воздух поднимает в цилиндре 12 поршень 13 с рейкой 15 вверх. Пневмоприсо-с 19 с заготов :ой поворачивается на некоторый угол и подает заготовку к матрице 24, которая к этому моменту переместилась в исходное положение при помощи толкателя 37, штока 39, ползуна 55-и шестерни 35. Сжатый воздух, поступая в нижнюю полость цилиндра 25, заставляет рычаги 28 и 30 подняться для того, чтобы матрица 24 могла принять следующую неотформованную заготовку.
При каждом подъеме и опускании утюга мащинь описанный цикл движений рабочих органов устройства повторяется.
Предмет изобретения
1.Устройство для автоматической подачи задников в машину для их формования, состоящее из бункера для заготовок задников, подлежащих формованию, механизма для захвата по одной заготовке задников из бункера и подачи их в механизм предварительного формования, механизма для подачи предварительно отформованной заготовки в мащину для окончательного ее формования и выбрасывателя отформованного задника из мащины, отличающееся тем, что, с целью упрощения конструкции, механизм для захвата по одной заготовке задников из бункера и подачи их в механизм предварительного формования вьшолнен в виде перемещаемой возвратно-поступательно при помощи пневмоцилиндра рейки, взаимодействующей с шестерней, ось которой несет закрепленный на ней одним концом рычаг, на другом конце которого жестко закреплен пневмоприсос, совершающий качательное движение по дуге.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что механизм для предварительного формования заготовок выполнен в виде пустотелой матрицы, жестко монтированной на пневмоцилиндре, поршень которого несет систему шарнирно закрепленных на нем рычагов, два из которых снабжены роликами для предварительного формования заготовки задника по матрице, а один снабжен зажимом для удержания заготовки во время формования.
3.ф|0рма выполнения устройства но п. I, о т л и ч а ю щ а я с я тем, что механизм для подачи предварительно отформованной заготовки в M.VIщину для окончательного ее формования выполнен в виде перемещаемого по направляющим от пневмоцилиндра ползуна, снабженного осью, несущей жестко закрепленные на ней механизм для предварительного формования заготовки и шестерню, взаимодействующую с рейкой.
№ 116111
4. Форма выполнения устройства, по п. 1. отличающаяся тем, что для обеспечения постоянного прижима заготовки задников к пневмоприсосу применен бункер, монтированный на верхнем конце штока пневмоцилиндра.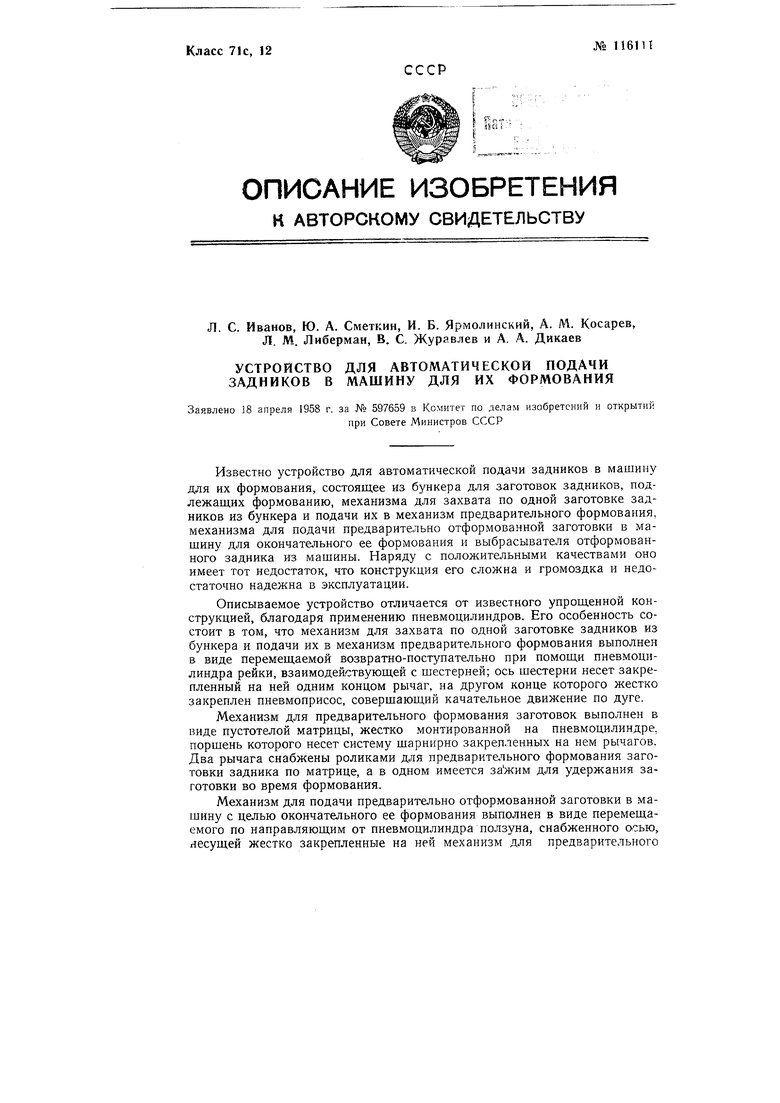
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| Машина для автоматической формовки задников | 1937 |
|
SU62839A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| Автомат для изготовления из металлической ленты скобообразных деталей со сплющенным участком | 1955 |
|
SU103205A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Перекладчик к горизонтально-ковочной машине | 1972 |
|
SU450634A1 |
| Машина для предварительной вытяжки и формования заготовок обуви | 1960 |
|
SU135363A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО ТЕРМОПЛАСТА | 2000 |
|
RU2190529C2 |
---i-C /7
Фиг. 1
2123
Фиг. 2
