Изобретение относится к способу вь плавки стали в цуговбй печи.
Известен сяособ выплавки стали поотоянным токоь4, при котором плавка проводится в ауговой печи посрецством элек трЕческой а.утк, зажигаемой между поа- вижныма катодами и железосодержащим материалом, причем сам материал электрически соединен с подвижным электро катодным анодом .
Целью изобретения является сниже 1не расхода злектроэнергин и воаы на охлаждение алектроконтактньзх анодов.
Достигается это тем, что пос.пе расплавления всей ашхты ааяьнейшее горение электртяеской цуги менсду расйлавом металла- и поцвйжиыми катодами поцаерживагот при погруженных Б шлак рабочих концах контактных анодов.
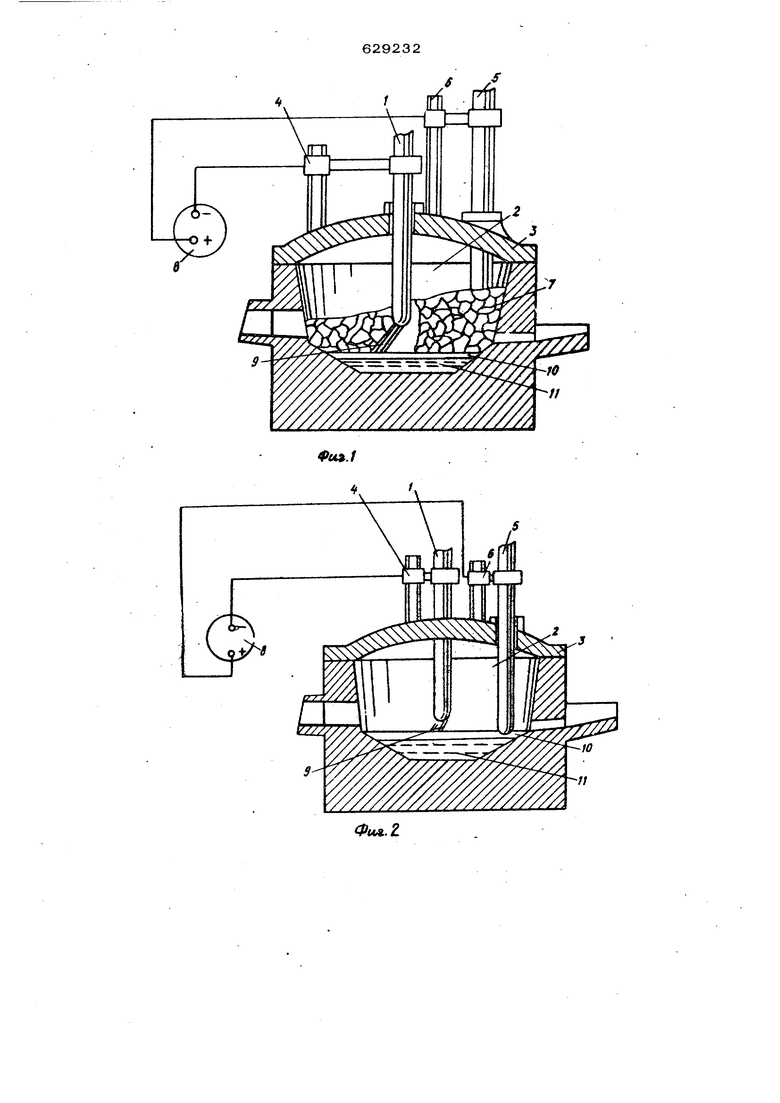
На фиг. 1 показана електроц товая
печь, в которой плавка осущес вляется горением шгектряческой цуги между попвнжным 1ШТОИОМ и загруженнЬ1м железо- соаернсащкм материалом (поперечное сеченйе)| на ф{1Г, 2 - то же, зо время
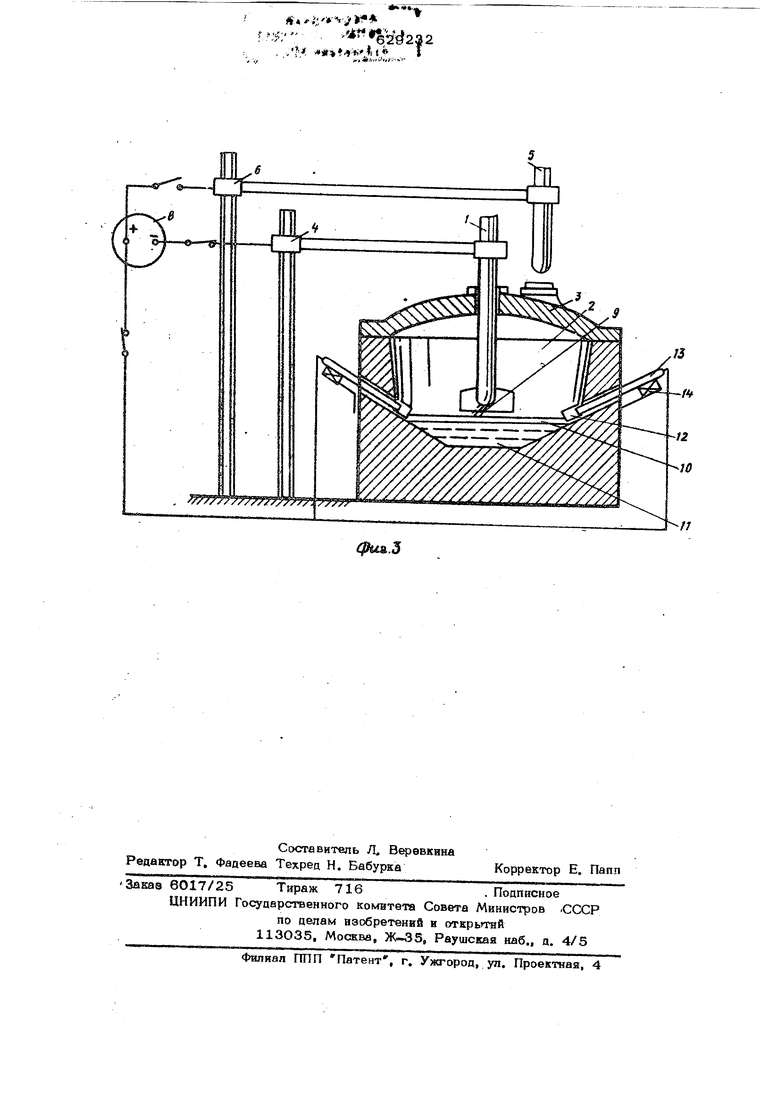
остального шзкпа металлургического процесса илавбШ} на фиг. 3 - то же, во время металлургв ескнх процессов, выэь ваемых горением ©яектрнческой цуги между поцввжным KaToaot и двумя подвижными койтактньп яз ааодами.
Электродуговая печь для вьшпавки стали постоянным током содержит уголь- ног-графитовый катой 1, введенный в проотранство нечй 2 череа отверстие в своде 3. Посредством реверсивного привода 4 угольно-графитовый катод 1 перемещают вверх н вниз, В гфсютранство печи 2 через отверстяе в своде 3 введен понвижный угольно-графитовый контакт ньй анод 5, имеющий реверюивный привод 6 для перегиещення его врерх и вниз а также для соединения анода посредством прямого контактирования с железо- содержащим, материалом 7. Отрицательный полюс 8 источника постоянного тока подсоединен к подвижному угольно-графитному катоду 1, в то время как положительный его полюс соединен с подвижным угольно-графитовым анодом 5. 6 Предлагаемый способ осуществляется слецутощим -образом. Электроаугэвую печь загружают желвэосопермсашим материалом 7. Поцвижны8 угольно-графитовый 8лектроконтакт иый .аиод 5 перемешают посреаством прйвоаа 6 вниз, пока его передний рабочий конец не войдет в контактное соприкосновение с железосодержащим мауерк лом 7, осуществляя полный контакт. Затем подвижный угольно-графитовый катод 1 начинают перемещать так же , и когда его передний рабочий коиед дсютвгнет железосодержащего материала 7, зажигается электрическая дуга 9 между угольно-графитовым катр- йом и желе®«х;оиержашим материалом. Дал©9 осуществляется гшавка известным сшэсобом Дугоааа печь может загружат ся ОДИН ИЛИ несколько рае железсхх)дер жашям материалом, пока на наберется необходимое количество материале для одной плавки. Когда железосодержащий материал иослеаней завалки будет раошшвлеНа подвижный угольно-графитовый контактный анод 5 ввоаят в контактное соединение с железосодер, зщим материа лом, пока ои не достигнет поверхности шлака 10.. Электрическая цуга 9 зажигается между подвижным угопьно-графи товым Ейтоцом 1 и рашлавлениым металлом И пока не расплвйится весь материал 7, Проведение нагрева во время осталь ных мйталлургическия процессов ществяяется дугой 9, поддерживаемой мфжау воавйжным угольно-графитовым катодом 1 и растшавом при помоши под ВйЖйого угольно-графитового контактног акова Sj рабочий конец постоянно погружен в шлак Ю прн помощи привода На фаго 3 показана электродуговая печь, в которой расплав железосодержйшего материала проводится электрической дугой, зажигаемой между подвигкным угольно-графитовым катодом и железосодержащим материалом, причем последний соединяется прямым контактированием с подвижным угольно-графитовым контактным анодом 5, имеющим реверсивный привод вверх и вниз : от привода 6. Металлургические процессы в этой дуговой печи могут осуществляться в полном цикле подвижным угольно-графитовым катодом 1 и подвижным угольно графитовым контактным анодом 5. Такая алектродуговая печь позволяет далее проводить металлургические процессы плавки путем получения тепла от электрической дуги 9, за« жигаёмой между подвижным угольно-графитовым катодом 1 и расплавом металла 11, ВТО время как в ишак 1О этого расплава погружены рабочие концы 12 двух подвижных коот-актных анодов 13 Рабочие концы подвижных колтактных анодов 13 погружают гфи помощи реверснввого привода 44 в шлак 10 выше расплава металла 11, пока не закончится весь металлургический цикл плавки. Подвнжный угольпо-грвфнтов контактный аноя 5 может не прш1|{мать участия в остальном цикле металлургических проаессов и может быть отведен при помощи реверсивного щэивода 6 из npocivранства печи 2. Формула изобретения Способ выплавки стали постоянным Током, прк котором во время плавки в электродуговой печи контактные аноды соединяют прямым контактированием.с шихтой, зажига1ют дугу между шихтой и подвижными катодами, отличающийся тем, что, с целью снижения производственных затрат, после раоплавления всей шихты дальнейшее гор&ние электрической дуги между расплавом металла и подвижными катодами подде(живают при погруженных в шлак рабочих концах контактных анодов. Источники информации, принятые во внимание при экспертизе; 1. Заявка № 1978486, кл. С 21 С 5/52, 1973, по которой принято решение о вы оаче авторского свидетельства.
.
#. ; --j
. ,,h ..о.. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕПЛАВА БРИКЕТОВ ЭКСТРУЗИОННЫХ (БРЭКС-ОВ), СОДЕРЖАЩИХ ОКСИДНЫЕ МАТЕРИАЛЫ И ТВЕРДЫЙ УГЛЕРОД, В ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЕЧИ | 2012 |
|
RU2518672C2 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270810C2 |
| Способ прямого извлечения металлов из оксидных форм металлосодержащего сырья, различных видов руд, техногенных отходов и устройство для прямого извлечения металлов из различных форм в металлическую или другие оксидные фазы | 2020 |
|
RU2757772C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО ЖИДКОФАЗНОГО УГЛЕТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ОКСИДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476599C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОГО МЕТАЛЛА | 2012 |
|
RU2492246C2 |
| Способ получения стали в электродуговых пецах | 1973 |
|
SU557109A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2392336C2 |
| ПЕЧЬ ПОСТОЯННОГО ТОКА ДЛЯ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ | 1991 |
|
RU2009230C1 |